 |
|
МЕНЮ
|
Курсовая работа: Анализ технических условий на домкрат 7035-4141Курсовая работа: Анализ технических условий на домкрат 7035-4141ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ Ульяновский государственный технический университет Кафедра «Технология машиностроения» КУРСОВОЙ ПРОЕКТ по технологии машиностроения Студент Плетнёв Д.А. Факультет машиностроительный Группа МТМд-51 Консультант Белов М.А. Ульяновск 2006 АННОТАЦИЯ курсовой работы по технологии машиностроения студента машиностроительного факультета Д.А.Плетнёва ПЗ на 47 с., в том числе 10 ил.; 4 листа чертежей Ульяновский государственный технический университет, 2006 домкрат корпус втулка сборка резание В курсовом проекте представлен анализ технических условий на домкрат 7035-4141, разработаны технологический процесс сборки домкрата, схема сборки и технологическая документация. Разработаны единичные маршрутно-операционные технологические процессы изготовления корпуса 7035-4141/003 и втулки 7035-4141/006. Выполнен анализ точности механической обработки заготовки корпуса. Сделаны технологические эскизы 10,35,40 и 45 операций. Произведён размерный анализ технологического процесса изготовления втулки. Сделан выбор заготовок и методов их получения. Произведена отработка конструкции корпуса и втулки на технологичность и разработаны технические требования на них. Выбраны методы обработки поверхностей заготовок. Также произведён расчёт межоперационных припусков механической обработки корпуса и расчёт режимов резания. СОДЕРЖАНИЕ Введение 1. Исходная информация для выполнения курсовой работы 2. Общие положения 2.1 Служебное назначение домкрата 2.2 Производственная программа выпуска домкрата. Тип производства 3. Технологический процесс сборки домкрата 3.1 Анализ и разработка технических требований к домкрату 3.2 Отработка домкрата на технологичность 3.3 Схема сборки домкрата 3.4 Маршрутный технологический процесс сборки домкрата 3.5 Оформление технологической документации сборки домкрата 4. Технологический процесс изготовления корпуса 4.1 Служебное назначение корпуса 4.2 Выбор заготовки и метода её получения 4.3 Отработка конструкции корпуса на технологичность 4.4 Анализ и разработка технических требований к корпусу 4.5 Методы обработки поверхностей заготовки 4.6 Разработка маршрутного технологического процесса изготовления корпуса 4.7.Разработка маршрутно-операционного технологического процесса изготовления корпуса 4.7.1 Выбор оборудования для обработки корпуса 4.7.2 Выбор режущего инструмента для обработки корпуса 4.7.3 Расчёт межоперационных припусков механической обработки корпуса 4.7.4 Расчёт режимов резания 4.7.5 Оформление технологической документации 4.8 Технико-экономическое обоснование выбранного технологического процесса 5. Технологический процесс изготовления втулки 5.1 Служебное назначение втулки 5.2 Выбор заготовки и метода её получения 5.3 Отработка конструкции втулки на технологичность. 5.4 Анализ и разработка технических требований ко втулке 5.5 Методы обработки поверхностей заготовки 5.6 Разработка маршрутного технологического процесса изготовления втулки 5.7 Разработка маршрутно-операционного технологического процесса изготовления втулки 5.7.1 Выбор оборудования для обработки втулки 5.7.2 Выбор режущего инструмента для обработки втулки 5.7.3 Размерный анализ технологического процесса изготовления втулки домкрата 5.7.4 Оформление технологической документации 6. Расчёт и проектирование приспособления для растачивания 6.1 Техническое задание на проектирование приспособления 6.2 Расчёт и проектирование приспособления 6.2.1. Расчёт сил зажима 6.2.2. Расчёт приспособления на точность изготовления Заключение Библиографический список Приложения ВВЕДЕНИЕ В развитии научно-технического прогресса, эффективности производства, повышения производительности труда важную роль играет машиностроение обеспечивающее техническое перевооружение производства во всех отраслях промышленности. Современному этапу развития машиностроения присущи качественно новые черты: создание все современных изделий на основе внедрения достижений науки и техники и сокращение сроков их освоения. В процессе изготовления машин повышаются значение технологической подготовки производства, предлагающих проектирование технологических процессов изготовления, обработки и сборки изделия. Растут требования к качеству технологических разработок, поставлена задача оптимизации технологических процессов при одновременном сокращении сроков производственного проектирования. При разработке технологий изготовления деталей необходимо добиваться заданного качества деталей по всем параметрам при минимальной себестоимости детали. Основные цели данной курсовой работы: - научиться правильно применять теоретические знания, практические навыки и умения, полученные в процессе учёбы в университете; - использовать свой практический опыт работы на машиностроительных предприятиях для решения профессиональных технологических и конструкторских задач; - подготовиться к выполнению выпускной квалификационной работы; Основными задачами курсовой работы являются: - расширение, углубление, систематизация и закрепление теоретических знаний и применение этих знаний для разработки прогрессивных технологических процессов; - развитие и закрепление навыков ведения самостоятельной творческой работы с привлечением средств ЭВМ; - овладение методикой теоретико-экспериментальных исследований, выполняемых с целью совершенствования технологических процессов механосборочного производства, экономии ресурсов, повышения качества и снижения себестоимости; При выполнении данной работы были разработаны технологические процессы сборки роликового домкрата 7035-4141 и механической обработки корпуса 7035-4141/003, а также технико-экономические обоснования принятых решений. 1. ИСХОДНАЯ ИНФОРМАЦИЯ ДЛЯ ВЫПОЛНЕНИЯ КУРСОВОЙ РАБОТЫ Исходная информация для разработки курсовой работы по технологии машиностроения подразделяется на базовую, руководящую и справочную. Базовая информация включает в себя: - конструкторская документация на домкрат 7035-4141, и корпус 7035-4141/003; - годовая программа выпуска домкрата – 13000 шт.; - срок выпуска изделия по неизменной конструкторской документации – 1 год; -сборочный чертёж домкрата; -рабочий чертёж корпуса домкрата; -технические условия на домкрат и корпус домкрата; Руководящая документация включает: - ГОСТ 14.301-83. Форма организации типовых или групповых технологических процессов сборки изделий; - ГОСТ 3.1407-86. Требования к заполнению и оформлению технологических документов на технологические процессы и операции специализированные по методам сборки; - ГОСТ 2.105-95. Общие требования к текстовым документам; - ГОСТ 3.1107-81. ЕСТД. Опоры, зажимы и установочные устройства. Графическое обозначение; - ГОСТ 14.306-73. Выбор средств технологического контроля сборки изделий в машиностроении; - ГОСТ 25761-83. Виды обработки резанием. Термины и определения общих понятий; - ГОСТ 25762-83. Обработка резанием. Термины, определения общих понятий; - ГОСТ 14.004-83. ЕСТПП. Термины и определения основных понятий; - ГОСТ 25142-82. Шероховатость поверхности. Термины и определения; - ГОСТ 25751-83. Инструменты режущие. Термины и определения общих понятий; - ГОСТ 21495-76. Базирование и базы в машиностроении. Термины и определения. Справочная информация, используемая в курсовой работе, приведена в библиографическом списке. 2. ОБЩИЕ ПОЛОЖЕНИЯ 2.1 СЛУЖЕБНОЕ НАЗНАЧЕНИЕ ДОМКРАТА Домкрат 7035-4141 представляет собой приспособление, служащее для поднятия грузов различной массы. Он состоит из корпуса 4, в отверстие которого вставляется втулка 6 в сборе с державкой 3 и шарикоподшипниками 1,крепящимися к державке с помощью оси 2.Поднятие груза осуществляется с помощью гайки 8.Предохранительный винт 5 служит для снятия нагрузки с резьбы втулки. При поднятии, груз устанавливается на шарикоподшипники. Закрепление домкрата на других приспособлениях осуществляется при помощи шпонок и шпоночных пазов, имеющихся на корпусе; масса изделия 4,5 кг. 2.2 ПРОИЗВОДСТВЕННАЯ ПРОГРАММА ВЫПУСКА ДОМКРАТА. ТИП ПРОИЗВОДСТВА Принимаем двусменный режим работы при 41-часовой рабочей неделе. Действительный годовой фонд времени работы оборудования Фд.о = 4015 ч. и рабочего Фд.р. = 1860 ч. [1]. Годовая программа выпуска деталей 13000 шт. При массе изделия 4,5 кг принимаем среднесерийный тип производства [1]. При среднесерийном производстве коэффициент закрепления операций Кзо=10…20; Принимаем Кзо=12; Исходя из заданной годовой программы, рассчитываем месячное, суточное, сменное задание и такт выпуска: месячное задание: П мес. = П/12 = 13000/12 = 1083 шт.; суточное задание: П сут = П/250 = 13000/250 = 52 шт.; задание на смену: П см = П сут/2 = 52/2 =26 шт. Такт выпуска изделий:
где К3 - планируемый нормативный коэффициент загрузки оборудования, учитывающий простои по организационно-техническим причинам и регламентированные перерывы на отдых. К3 = 0,92 [1], П – годовая программа выпуска изделий, шт.
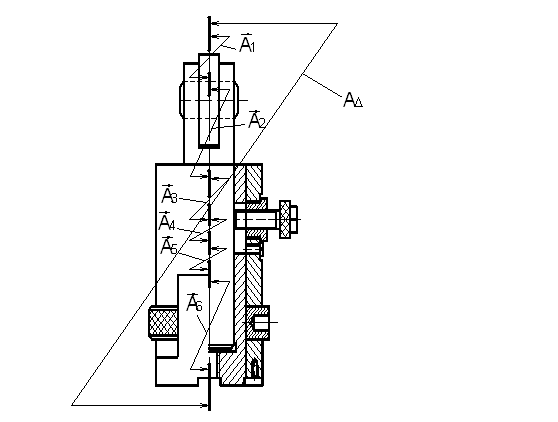
3.ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ ИЗДЕЛИЯ 3.1 АНАЛИЗ И РАЗРАБОТКА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ К ИЗДЕЛИЮ Для выполнения служебного назначения к домкрату (приспособлению) 7035-4141 предъявляют следующие технические требования. Требование 1 Несоосность оси подшипника 1 с осью паза корпуса не должно превышать 0,4 мм. Невыполнение данного требования приведет к сильному смещению составных частей домкрата друг относительно друга и груза относительно поверхности на которой расположен домкрат. Контроль технического требования производим решением размерной цепи А (рис.1 и 2). В размерную цепь входят следующие звенья: А1 – несоосность оси подшипника и оси паза державки 3; А2 – несоосность оси паза державки 3 и оси цилиндрической части державки; А3 – несоосность оси цилиндрической части державки и оси отверстия втулки 9; А4 – несоосность оси отверстия втулки 9 и оси наружной цилиндрической поверхности этой же втулки; А5 – несоосность оси наружной цилиндрической поверхности втулки 9 и оси отверстия в корпусе 4 ; А6 – несоосность оси отверстия в корпусе 4 и оси паза в том же корпусе; А∆ - несоосность оси подшипника 1 с осью паза корпуса. Рис.1. Конструкторская размерная цепь А
Для выполнения домкратом своего служебного назначения допуск ТА∆ на отклонение от соосности оси подшипника 1 и оси паза равен 0,4 мм. Следовательно, ∆вА∆ = +0,2 мм; ∆нА∆ = -0,2 мм. Тогда ТА∆ = ∆вА∆ - ∆нА∆ = 0,2-(-0,2) = 0,4 мм; ∆оА∆ = 0 мм – середина поля допуска исходного звена. Следовательно, А∆
= Рассчитываем номинальный размер всех составляющих звеньев [2]: А∆ = А∆ = Номинальные размеры звеньев: А1=А2=А3=А4=А5=А6= 0 мм.
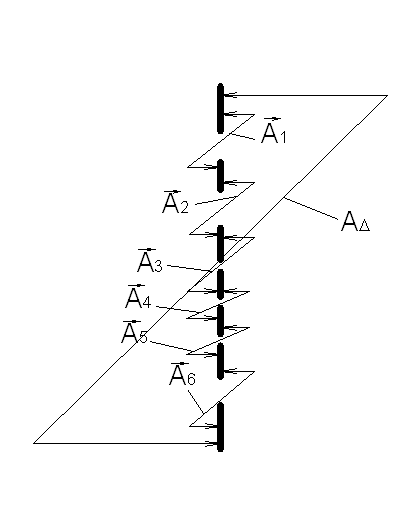
Рис.2. Схема линейной размерной цепи А Рассчитываем среднюю величину допуска составляющего звена: Тср= Тср = Технически и экономически выдержать данный допуск на все звенья возможно. Следовательно, такой метод достижения точности вполне нас устраивает, поэтому расчет размерной цепи будем производить методом полной взаимозаменяемости. Устанавливаем экономичные в данных производственных условиях допуски на размеры всех составляющих звеньев (табл.1): Т Таблица 1 Расчет размерной цепи методом полной взаимозаменяемости
Страницы: 1, 2, 3, 4, 5, 6, 7, 8 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.