 |
|
МЕНЮ
|
Курсовая работа: Анализ технических условий на домкрат 7035-4141
Назначим координаты середин полей допусков на все составляющие звенья:
Выполним проверку правильности расчётов допусков и координат середин полей допусков:
Рассчитываем предельные отклонения:
Рассчитываем предельные размеры по уравнениям:
Получаем:
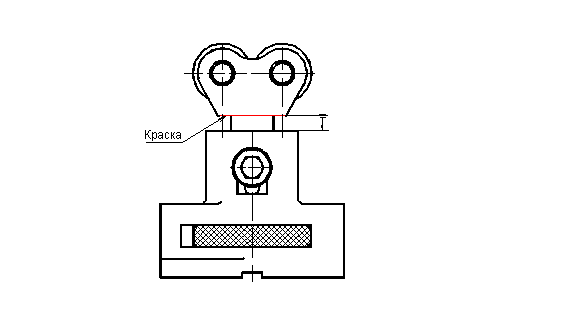
Требование 2 Отклонение от параллельности торца корпуса и основания державки. Невыполнение данного требования приведет к неправильному контакту корпуса и державки, что повлечёт за собой скос поднимаемого груза относительно нижней плоскости. Схема контроля показана на рис.3.
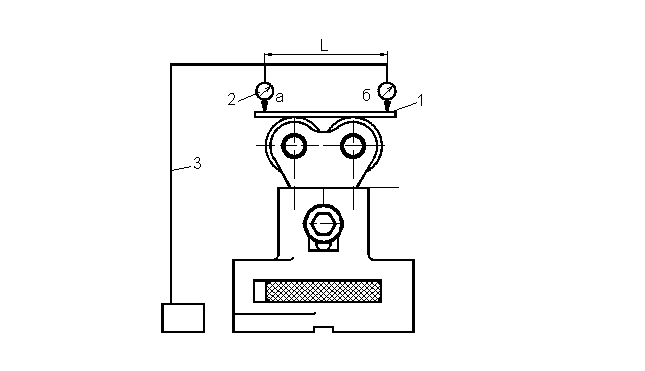
Рис.3. Схема контроля параллельности торца корпуса относительно основания державки Параллельности данных поверхностей можно проверить следующим образом. На основание державки наносится слой краски по всей плоскости. Затем её устанавливают в изделие и по пятнам краски, оставшейся на торце корпуса, определяют характер сопряжения. Требование 3Отклонение от параллельности поверхностей роликов относительно установочной плоскости должно быть не более 0,1 мм на длине 300 мм. Невыполнение данного требования повлечёт за собой скос поднимаемого груза относительно установочной плоскости. Схема контроля показана на рис.4.
Рис.4.Схема контроля параллельности поверхностей роликов относительно установочной плоскости. Индикатор 2 (ИГП, ГОСТ 6933-81, цена деления 0,005 мм) укрепляют на оправке 3, смонтированная на измерительной стойке так, чтобы его измерительный наконечник касался поверхности измерительной плиты 1. Отклонение определяется алгебраической разностью показаний индикатора 2 в точках А и Б. 3.2 ОТРАБОТКА КОНСТРУКЦИИ ИЗДЕЛИЯ НА ТЕХНОЛОГИЧНОСТЬ Технологичность конструкции изделия должна в максимальной мере соответствовать технологическим требованиям производства, серийности и степени автоматизации сборки.
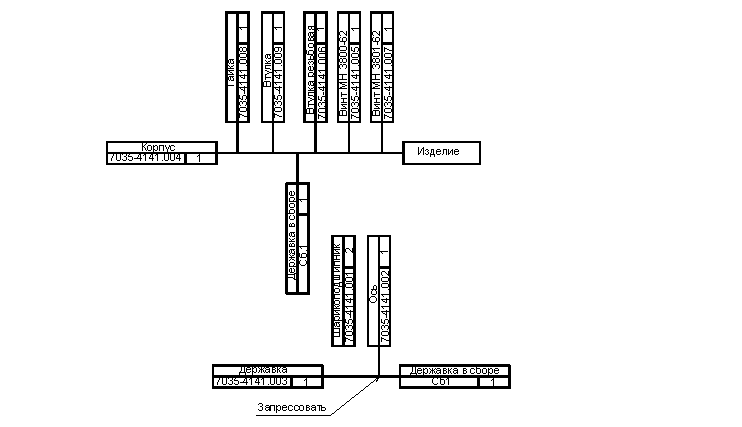
Основными показателями технологичности являются: показатели трудоемкости изготовления и технологическая себестоимость изделия. Анализ технических требований производства, серийности, и степень автоматизации данного производства позволяет сделать заключение, что данный домкрат можно считать технологичным. 3.3 СХЕМА СБОРКИ ИЗДЕЛИЯ Схему сборки составляем следующим образом: детали собираются в сборочные единицы 2 порядка (Рис5б), затем сборочные единицы 2-го порядка собираются в сборочную единицу 1-го порядка – домкрат (Рис5а). 3.4 МАРШРУТНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ ИЗДЕЛИЯ Общая масса изделия 4,5 кг, тип производства – среднесерийный. На основании составленной схемы сборки (см. рис.5) составляем маршрутно-операционный технологический процесс сборки изделия (табл.2) и производим его нормирование [3]. Таблица 2 Нормирование технологического процесса сборки домкрата 7035-4141 (общая сборка)
Таблица 3 Нормирование технологического процесса сборки домкрата 7035-4141 (узловая сборка)
Рассчитываем штучное время на сборочную операцию с учетом времени на обслуживание рабочего места и отдых [1]:
где
Штучно-калькуляционное время:
где
Определим число основных рабочих:
где
Принимаем число основных
рабочих Поскольку принятый режим работы двухсменный, сборку производит один человек в первую смену и один человек во вторую. Число вспомогательных рабочих берут равным 20…40% от основных [4]:
Принимаем одного вспомогательного рабочего в первую и одного во вторую смены. Расходы по зарплате основных рабочих:
где Страницы: 1, 2, 3, 4, 5, 6, 7, 8 |
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.