 |
|
МЕНЮ
|
Курсовая работа: Анализ технических условий на домкрат 7035-4141где f – производственная площадь, занимаемая оборудованием, м2[6];
Удельные капитальные вложения в здания:
где
Стоимость технологической оснастки приходящая на одну единицу продукции:
Затраты на технологическую подготовку производства приходящие на одну единицу продукции:
Суммарные капитальные затраты на одну единицу продукции по первому варианту:
Капитальные затраты по второму варианту технологического процесса:
Стоимость технологической оснастки:
Затраты на технологическую подготовку производства
Суммарные капитальные на затраты на одну единицу продукции по второму варианту:
Приведенные капитальные затраты по первому варианту:
Приведенные капитальные затраты по второму варианту:
Сопоставляя полученные выше приведенные затраты на одну деталь, можно сделать вывод, что второй технологический процесс обработки стойки наиболее экономичен. Годовой экономический эффект:
Таблица 7 Расчет себестоимости нормативным методом
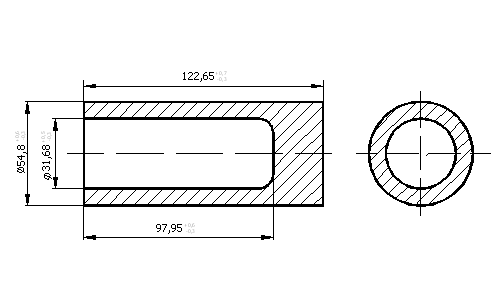
5. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ВТУЛКИ 5.1 СЛУЖЕБНОЕ НАЗНАЧЕНИЕ ВТУЛКИ Втулка является составной частью домкрата. Изготовлена из стали 40Х и служит для взаимной ориентации державки 7035-4141/002 и корпуса 7035-4141/003,а также выполняет роль базирующего элемента для державки. Кроме того на ней предусмотрена резьба М52-1,5, посредством которой осуществляется перемещение державки и груза в осевом направлении и паз на цилиндрической поверхности, который даёт возможность фиксации от перемещения державки с грузом в осевом направлении с помощью винта. 5.2 ВЫБОР ЗАГОТОВКИ И МЕТОДА ЕЁ ПОЛУЧЕНИЯ Марка материала, из которой будет изготавливаться втулка - Сталь 40Х. Правильный выбор метода получения заготовки и разработка ее чертежа оказывает непосредственное влияние на возможность рационального построения технологического процесса изготовления детали. Окончательное решение по выбору метода получения заготовки выносится на основе сравнения приведенных затрат на изготовления втулки по формуле: W=Cчер- Cотх +Cсеб , где Cчер - стоимость черновой обработки, Cотх - стоимость отходов, Cсеб - себестоимость получения заготовки. Расчет себестоимости различных способов получения заготовки произведен с помощью ЭВМ (приложение 1). Горячая объемная штамповка на молотах и прессах: W1=1.48 - 0,013 + 0,94 = 2,407 руб. Ковка: W1=1.97 - 0,035 + 1.31 = 3.245 руб. Прокат (круг, квадрат): W1=3.70 - 0.078 + 0.76 = 4.382 руб. Холодное объемное деформирование: W1=1.57 - 0.003 + 1.07 = 2.637 руб. Штамповка на горизонтально-ковочных машинах: W1=1.39 - 0.009 + 0.89 = 2.271 руб. Анализируя данные технико-экономического расчета можно сделать вывод, что для условий массового производства и годовой программы выпуска валов 130000 шт. целесообразно получать заготовку для изготовления втулки 7035-4141/006 горячей объёмной штамповкой. Эскиз заготовки изображен на рисунке 10.
Рис. 10. Эскиз заготовки втулки 5.3 ОТРАБОТКА КОНСТРУКЦИИ ВТУЛКИ НА ТЕХНОЛОГИЧНОСТЬ Отработка конструкции детали на технологичность преследует цель сокращения затрат времени и средств на технологическую подготовку производства и процесса его изготовления. У втулки наружная
цилиндрическая поверхность и отверстие Ø35 имеют фаски 5.4 АНАЛИЗ И РАЗРАБОТКА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ КО ВТУЛКЕ Техническое требование 1 Диаметр отверстия для установки державки должен быть
равен Ø С учётом типа производства для контроля данного технического требования выбираем пробку. Втулка во время контроля находится в руках контролёра. Невыполнение данного требования может привести к появлению натяга в сопряжении втулки и державки, а следовательно к невозможности сборки изделия. Техническое требование 2 Диаметр наружной цилиндрической поверхности втулки
должен быть равен Ø С учётом типа производства для контроля данного технического требования выбираем скобу. Втулка во время контроля находится в руках контролёра. Невыполнение данного требования может привести к появлению натяга в сопряжении втулки и корпуса, а следовательно к невозможности сборки изделия. 5.5 ВЫБОР МЕТОДОВ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ЗАГОТОВКИ В зависимости от требований, предъявляемых к точности размеров, формы, относительного расположения и шероховатости поверхностей вала с учетом ее размеров, конструкции, ориентируясь на таблицы средней экономической точности различных методов обработки [7, с.178-184], а также оправданностью данных методов в условиях массового производства предлагаем следующие методы обработки поверхностей, представленные в таблице 1. Выбор методов обработки поверхностей
5.6 РАЗРАБОТКА МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ВТУЛКИ Страницы: 1, 2, 3, 4, 5, 6, 7, 8 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.