 |
|
МЕНЮ
|
Курсовая работа: Теорія розмірних зв’язків у виробах машинобудування. Побудова, розрахунок та аналіз розмірних ланцюгівТому далі виконуємо розрахунки розмірного ланцюга за методами максимуму-мінімуму (для методу повної взаємозамінності) і ймовірнісним (для методу неповної взаємозамінності). Приклад 1. Розрахунок розмірного ланцюга АК методом максимуму-мінімуму (задача аналізу) 5. Узгодження номінальних розмірів. Розрахункове значення номінального розміру замикальної ланки за формулою (1) дорівнює:
Оскільки
За узгоджуючу ланку вибираємо збільшуючу ланку АК Визначаємо узгоджуюче значення цієї ланки за формулою (13):
При
6. Узгодження допусків. Розрахункове значення допуску замикальної ланки розраховується за формулою (4):
Порівняння розрахункового значення допуску замикальної ланки ТКΔр з необхідним ТКΔ = 0,7 мм показує, що ланцюг за допусками не узгоджений. Визначаємо показник неузгодження за формулою (12):
Як зазначалось вище, найкращим варіантом було б виконання узгодження за рахунок нестандартних ланок АК2, АК3, і АК4. Але сумарне значення допуску ланок АК2, АК3, і АК4 складає 0,14 мм, і тому його зменшення на величину неузгодження rТ = – 0,09 мм виконати неможливо. Отже, виходячи із значень допусків складових ланок, узгодження виконуємо на нестандартизованих ланках: АК1; АК3; АК5; АК7; АК8; АК10. Неузгодження rТ = –0,09 мм розподіляємо відповідно на ланки, які вибрані як узгоджуючі. Зменшимо допуски ланок АК1 і АК5 на 0,02 мм, допуск ланки АК3 на – 0,01 мм, допуск ланки АК8 – на 0,03 мм, допуски ланок АК7 і АК10 – на 0,005 мм. Тоді отримуємо:
Одержані допуски технологічно допустимі. 7. Узгодження граничних відхилень. Задамо нижнє та верхнє граничні відхилення узгоджуючих ланок:
Визначимо за формулою (7) координати середин полів допусків ланок, прийнятих як узгоджуючі за допусками:
Визначимо координату середини поля допуску замикальної ланки розмірного ланцюга за формулою (10а):
Оскільки
Визначаємо за формулою (19) координату середини поля допуску узгоджуючої ланки К3:
Граничні відхилення узгоджуючої ланки за формулою (8) рівні:
8. Перевірка правильності розв’язання задачі. Розрахункове верхнє граничне відхилення замикальної ланки за формулою (5) дорівнює:
Розрахункове нижнє граничне відхилення замикальної ланки за формулою (6) дорівнює:
Оскільки
9. Аналіз одержаних результатів та їх реалізація. Аналіз показав, що для забезпечення точності замикальної ланки розмірного ланцюга методом повної взаємозамінності необхідно витримати наступні значення розмірів:
Уточнені значення допусків складових ланок розмірного ланцюга відповідають технологічним можливостям виробництва. Але для їх досягнення необхідно використовувати точні методи обробки, зокрема чистове і одноразове точіння та підрізання торців. Тому в робочі креслення деталей необхідно внести зміни відповідно до результатів розв’язку задачі. Виконання розмірів з розрахунковими допусками і граничними відхиленнями дозволить забезпечити точність замикальної ланки при складанні методом повної взаємозамінності. Приклад 2. Розрахунок розмірного ланцюга АК ймовірнісним методом (задача аналізу). 5. Визначення характеристик ймовірнісного методу. Приймаємо ймовірність знаходження замикальної ланки, в межах поля розсіювання ω = 6σ, P = 0,9973, тобто відсоток ризику складе 0,27 %, для якого за [2, табл. 12.8] приймаємо нормований параметр розподілу t = 6. Встановлення коефіцієнтів ймовірнісного методу. Встановлення коефіцієнтів відносного розсіювання (λі' чи кі), а також коефіцієнтів відносної асиметрії αі. Оскільки розрахунок теоретичний (проектний) і при цьому завжди приймається t = 3, то у формулі для ТΔ використовується кі (не λі'). З цих же причин αі приймається рівним нулю, тобто αі = 0. Оскільки закони розподілу складових ланок невідомі, то для всіх ланок приймається закон Сімпсона, тобто коефіцієнт відносного розсіювання і коефіцієнт відносної асиметрії будуть мати наступні значення: кі = 1,2; к1 = к2 = к3 = к4 = к5 = к6 = к7 = к8 = к9 = к10 = к11 =1,2; α1 = α2 = α3 = α4 = α5 = α6 = α7 =α8 = α9 = α10 = α11 = 0. 7. Узгодження номінальних розмірів. Розрахункове значення номінального розміру замикальної ланки за формулою (1) дорівнює:
Оскільки
За узгоджуючу ланку вибираємо збільшуючу ланку Акз. Визначаємо узгоджуюче значення цієї ланки за формулою (13):
При
8. Узгодження допусків. Розрахункове значення допуску замикальної ланки за формулою (24) дорівнює:
або за умови, що кі =1,2 має однакове значення для всіх ланок, маємо:
Неузгодження допусків дорівнює:
Оскільки
rT > 0, то Тоді отримаємо наступні значення номінальних розмірів і граничних відхилень складових ланок:
Допуски і координати середин полів допусків складових ланок дорівнюють:
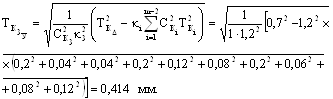
Розрахункове значення допуску замикальної ланки рівне:
Неузгодження допусків дорівнює:
Виконаємо узгодження розмірного ланцюга на ланці К3, яка є одним з розмірів найскладнішої деталі, що входить у розмірний ланцюг. Визначимо допуск узгоджувальної ланки за формулою (4.25) [2]:
або за умови, що кі = 1,2 має однакове значення для всіх ланок, маємо:
9. Узгодження граничних відхилень. Задамо нижнє та верхнє граничні відхилення узгоджуючої ланки:
Координата середини поля допуску ланки К3 при цьому:
Визначимо за формулою [2, формула (4,26)] коефіцієнт відносної асиметрії замикальної ланки:
або за умови, що αі = 0 має однакове значення для всіх ланок, маємо: αΔ = 0. Розрахункова координата середини поля допуску замикальної ланки за формулою (4.27) дорівнює [2]:
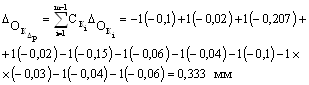
або за умови, що αΔ = 0 а також αі = 0 має однакове значення для всіх ланок, маємо:
Оскільки
або за умови, що αΔ = 0, а також αі = 0 має однакове значення для всіх ланок, маємо:
Верхнє та нижнє граничні відхилення узгоджуючої ланки рівні:
10. Перевірка правильності розв’язання задачі. Перевірку правильності розрахунку виконаємо за формулою (24):
Оскільки
11. Аналіз одержаних результатів та їх реалізація. Аналіз показав, що для забезпечення точності замикальної ланки розмірного ланцюга необхідно витримати наступні значення розмірів:
Уточнені значення допусків складових ланок розмірного ланцюга відповідають технологічним можливостям виробництва. Їх досягнення можливе за допомогою чорнових і напівчистових методів обробки. Тому в робочі креслення деталей необхідно внести зміни відповідно до результатів розв’язку задачі. Виконання розмірів з розрахунковими допусками і граничними відхиленнями дозволить забезпечити точність замикальної ланки при складанні методом неповної взаємозамінності. Зауваження: 1. Якщо ймовірнісний метод використовується для визначення параметрів статистичного розподілу розмірів при обробці (складанні) в конкретних умовах і на конкретних технологічних системах, тобто у виробничих розрахунках, то для визначення допуску замикальної ланки застосовують формулу (26), для визначення λ' – формулу (27). Закони розподілу розмірів складових ланок, а отже, і коефіцієнти кі та λі виявляються побудовою емпіричних кривих (див. пп. 2.4.3–2.4.5), або орієнтовно кі та λі приймаються за [2, табл. 12.4] в залежності від умов виробництва і стану обладнання. 2. Якщо, з метою розширення допусків на складові ланки, ймовірнісний метод застосовується для розрахунку розмірних ланцюгів з m < 5, то в такому випадку для розрахунку допуску замикальної ланки використовують формули (32)–(34). Література 1. Балакшин Б.С. Основы технологии машиностроения. – М., 1969. – 560 с. 2. Бондаренко С.Г. Розмірні розрахунки механоскладального виробництва. – К., 199 – 544 с. ГОСТ 16319-80. 4. ГОСТ 16320-80. 5. Допуски и посадки в машиностроении: Справочник А.С. Зенкин, И.В. Петко К.: Техника, 1990. – 320 с. 6. Маталин А.А. Технология машиностроения. – Л. – М.: машиностроение 1985. – 496 с. 7. Размерный анализ конструкций. Справочник / Под общ. ред. С.Т Бондаренко – К.: Техника, 1989. – 150 с. 8. Солонин И.С., Солонин С.И. Расчет сборочных и технологических размерных цепей. – М., 1980. – 110 с. 9. Худобин Л.В., Гурьянихин В.Ф., Берзин В.Р. Курсовое проектирование по технологии машиностроения. – М., 1989. – 288 с. |





 ,
,
 ,
,
 мм;
мм; мм.
мм.