 |
|
МЕНЮ
|
Курсовая работа: Теорія розмірних зв’язків у виробах машинобудування. Побудова, розрахунок та аналіз розмірних ланцюгівУ випадку вибору способу єдиного квалітету для визначення допусків на складові ланки обчислюють число одиниць допуску для всіх складових ланок розмірного ланцюга за формулою (17) і за числом а визначають квалітет. За цим квалітетом призначають допуски і граничні відхилення на всі складові ланки, крім однієї, вибраної як узгоджуючої ланки. Для узгоджуючої ланки визначають допуск і граничні відхилення за формулами (18)–(21). При методі неповної взаємозамінності потрібно дотримуватись наступного порядку розрахунку: 1. Встановлюється відсоток ризику і величина t, призначаються коефіцієнти відносного розсіяння λi' або Кі і коефіцієнти αi відносної асиметрії для всіх складових ланок. 2. Вибирається спосіб визначення допусків на складові ланки розмірного ланцюга. При виборі способу рівних допусків проводиться перевірка правильності призначення допусків і граничних відхилень за формулами (24), (26), (31). Якщо потрібно, то вносяться корективи і проводиться повторна перевірка отриманих значень ТΔ і ΔoΔ. 4. При виборі способу єдиного квалітету визначається число одиниць допуску за формулою (36). Як узгоджуюча ланка вибирається ланка з найбільшим номінальним розміром. 5. Визначається допуск і граничні відхилення на узгоджуючу ланку за формулами (37)–(40), (21). При методі групової взаємозамінності потрібно дотримуватись наступного порядку розрахунку: 1. Встановлюються конструкторські допуски на всі складові ланки за методом повної взаємозамінності з виконанням умов (4), (10) і (60). 2. Визначаються конструкторські граничні відхилення для збільшуючих і зменшуючих ланок розмірного ланцюга. Встановлюються як виробничі допуски на всі ланки розмірного ланцюга шляхом збільшення в одне й теж число n разів конструкторських допусків, так і кількість груп сортування деталей. 4. Визначають граничні відхилення для кожної групи окремо для збільшуючих і зменшуючих ланок за схемою, наведено в табл. 1. При методі припасування і регулювання потрібно дотримуватись наступного порядку розрахунку: 1. Вибирається компенсуюча ланка і тип компенсатора: рухомий чи нерухомий. 2. Призначаються економічні допуски і встановлюються граничні відхилення на всі складові ланки, що включають компенсуючу ланку при методі припасування і виключають її при методі регулювання. Визначається величина потрібної компенсації похибок замикальної ланки розмірного ланцюга за формулою (65). 4. Визначається величина потрібної компенсації координати середини поля розсіяння похибок замикальної ланки Δoк за формулою (66). Обчислюються граничні значення величини потрібної компенсації розміру замикальної ланки за формулою (67). 5. На основі результатів обчислень, отриманих за формулою (67), уточнюється номінальний розмір нерухомого компенсатора за формулою (68) при використанні методу припасування. При використанні методу регулювання за допомогою набору прокладок рівняння Δ'оΔ = ΔоΔ забезпечується шляхом зміни номінального розміру чи координати середини поля допуску якої-небудь складової ланки за формулами (68), (70). Число прокладок визначається за формулою (72). 6. При використанні як компенсатора зазору між гвинтом і кріпильним отвором компенсувальна спроможність зазору визначається за формулою (59), і у випадку необхідності вносяться зміни в розмір отвору. Порядок розв’язання оберненої задачі При розв’язанні оберненої задачі доводитися виконувати теоретичні та виробничі розрахунки. Теоретичні розрахунки використовуються технологами-складальниками при впровадженні у виробництво нових виробів з метою встановлення методів складання. Виробничі розрахунки виконуються в умовах, коли виріб вже знаходиться у виробництві, і мета їх полягає в перевірці правильності призначення допусків на складові ланки, а при розрахунку за ймовірнісним методом – і в уточненні прийнятих значень коефіцієнтів відносного розсіяння та відносної асиметрії. Порядок теоретичного розрахунку розмірного ланцюга1. Виявляється замикальна ланка і складові ланки розмірного ланцюга за складальним кресленням виробу. За робочими кресленнями деталей встановлюються номінальні розміри, допуски і граничні відхилення на всі складові ланки розмірного ланцюга. Складається схема розмірного ланцюга і визначаються типи складових ланок. 2. Вибирається метод розрахунку розмірного ланцюга: максимуму-мінімуму чи ймовірнісний. При виборі ймовірнісного методу встановлюються коефіцієнт ризику t і коефіцієнти λі' чи К для всіх складових ланок, а також приймаються значення коефіцієнтів αі. Проводиться обчислення номінального розміру, допуску і координати середини поля допуску замикальної ланки за формулами (2), (4), (10) чи (26), (24), (31) в залежності від прийнятого методу розрахунку розмірного ланцюга. У випадку перевіркового характеру розрахунку проводиться порівняння отриманих значень ТΔ і ΔоΔ із заданими за кресленням і з’ясовуються причини розбіжностей, якщо такі мають місце. Порядок виробничих розрахунків розмірного ланцюга1. Виявляється замикальна ланка і складові ланки розмірного ланцюга за складальним кресленням виробу. За робочими кресленнями деталей встановлюються номінальні розміри, допуски і граничні відхилення на всі складові ланки розмірного ланцюга. Складається схема розмірного ланцюга і визначаються типи складових ланок. 2. Вибирається метод розрахунку розмірного ланцюга. При виборі ймовірнісного методу розрахунку для кожної складової ланки проводиться визначення статистичними методами коефіцієнтів λі' чи Кі і αі. Обчислюються номінальний розмір, допуск, координати середини поля допуску і граничні відхилення замикальної ланки і порівнюються отримані результати з результатами, отриманими за аналогічними розрахунками. Вносяться відповідні корективи. Основною метою розрахунку розмірного ланцюга є критичний аналіз правильності проставлення розмірів, допусків і граничних відхилень на розміри складових ланок, а також вибір методу досягнення точності замикальної ланки і вибір методу складання. 4. Вибір методів розрахунку розмірних ланцюгів і досягнення точності замикальної ланки Вибір методів досягнення точності замикальної ланки залежить від величини допуску, встановленого на розмір замикальної ланки, і кількості складових ланок розмірного ланцюга. Крім того, при виборі потрібно враховувати реальні можливості підприємства щодо забезпечення точності розмірів складових ланок, що проектуються, і відповідного рівня організації складальних робіт. Якщо кількість складових ланок розмірного ланцюга m – 1 £ 4, то розрахунок розмірного ланцюга необхідно виконувати за методом максимуму-мінімуму, якщо кількість складових ланок розмірного ланцюга m – 1 ³ 5 – за ймовірнісним методом. Для попереднього вибору методу рекомендується наступний спосіб. За номінальними розмірами складової ланки розмірного ланцюга визначається їх середнє значення:
де Аі – номінальний розмір і-ої складової ланки; m – 1– кількість складових ланок в розмірному ланцюзі. Потім за встановленим допуском на розмір замикальної ланки і кількістю складових ланок розмірного ланцюга визначається середнє значення допуску для кожної ланки в залежності від прийнятого методу розрахунку за наступними формулами: а) при розрахунку за методом максимуму-мінімуму:
б) при розрахунку ймовірнісним методом:
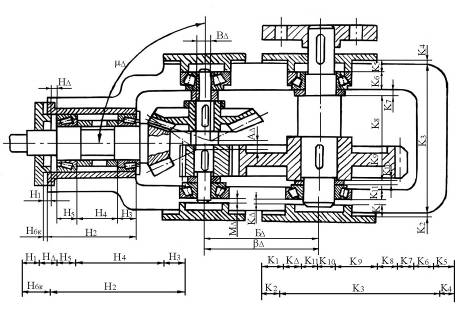
За отриманими значеннями Асер і Тсер визначають найближчий квалітет. Якщо розрахунок розмірного ланцюга виконується за методом максимуму-мінімуму і величина Тсер відповідає 9-му квалітету і грубіше, то потрібно використовувати метод повної взаємозамінності. При малій кількості ланок метод повної взаємозамінності іноді можна використовувати і при Тсер , що відповідає 6-8-му квалітетам точності, оскільки зниження трудомісткості складання окупить підвищені вимоги щодо точності виготовлення декількох деталей. При Тсер, що відповідає 7-му і вищим квалітетам точності, рекомендується використовувати метод припасування чи регулювання. Для деяких виробів, що випускаються у великих кількостях, замість припасування раціонально застосувати метод групової взаємозамінності. Якщо розрахунок виконується за ймовірнисним методом і величина Тсер (77) відповідає 10-му квалітету і грубіше, то потрібно використовувати метод неповної взаємозамінності. В іншому випадку, коли Тсер відповідає 9-му квалітету і точніше, потрібно застосувати методи регулювання та припасування, тобто методи, що компенсують похибку замикальної ланки. 4.1 Приклади розрахунку складальних розмірних ланцюгів (задача аналізу) Задача Для забезпечення нормальної роботи підшипників в конічно-циліндричному редукторі (рис. 20) між кришками і торцями зовнішніх кілець підшипників при складанні необхідно забезпечити зазори (АНΔ, АКΔ, АМΔ), достатні для компенсації теплового розширення валів і які не перевищують допустиме осьове зміщення валів.
Рис. 20. Виявлення складальних розмірних ланцюгів Розв’язання
задачі аналізу покажемо на прикладі забезпечення зазору АКΔ, розмір і
граничні відхилення якого задані в технічних умовах на виготовлення та
складання редуктора, а саме: Розв’язання 1. Виявлення замикальної ланки. Замикальною
ланкою буде зазор Допуск замикальної ланки:
Координата середини поля допуску замикальної ланки розмірного ланцюга за формулою (7) дорівнює:
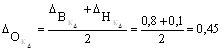
2. Виявлення складових ланок розмірного ланцюга, складання його схеми та визначення характеристик ланок. Виявлення складальних ланок розмірного ланцюга виконуємо за методикою, викладеною в п. 4.1. У розмірному ланцюгу АК величина зазору АКΔ залежить від відносного положення зовнішнього кільця першого підшипника і упорного торця кришки (осьовий зазор умовно віднесений до цього підшипника). У свою чергу, положення торця кришки відносно корпусу редуктора визначається відстанню між торцевими поверхнями кришки і товщиною прокладки. Отже, першою ланкою АК1, яка безпосередньо впливає на замикальну ланку, є розмір між торцевими поверхнями кришки, а другою ланкою АК2 – товщина прокладки між кришкою та корпусом. Третьою ланкою ланцюга АК3 є відстань між стінками корпусу. Товщина прокладки АК4 визначає положення другої кришки відносно корпусу. Відстань АК5 між торцевими поверхнями другої кришки визначає положення торця, в який впирається зовнішнє кільце правого підшипника. Положення упорного торця внутрішнього кільця другого підшипника залежить від відхилень монтажної висоти АК6 підшипника. Переходячи послідовно від однієї поверхні до іншої, одержимо: АК7 – товщина кільця; АК8 – товщина буртика вала; АК9 – довжина маточини зубчатого колеса; АК10 – товщина кільця; АК11 – монтажна висота першого підшипника. Таким чином, прийшли до другої поверхні, яка утворює замикальну ланку. Схема ланцюга АК показана на рис. 21.
Рис. 21. Складальний розмірний ланцюг З наведеної схеми можна зробити висновок, що ми маємо справу з лінійним розмірним ланцюгом, у якого ланки АК2, АК3, АК4 – збільшуючі, а ланки АК1, АК5, АК6, АК7, АК8, АК9, АК10, АК11 – зменшуючі. У лінійних розмірних ланцюгів передатне відношення складової ланки Сі = + 1 для збільшуючих та Сі = – 1 для зменшуючих ланок. Отже, для наведеного прикладу маємо: СК1 = СК5 = СК6 = СК7 = СК8 = СК9 = СК10 = СК11 = – 1; СК2 = СК3 = СК4 = + 1. Крім того, потрібна відмітити, що ланки АК6 і АК11 є стандартними, тому їх неможна використовувати як узгоджуючі. Як узгоджуючі можуть бути використані решта нестандартних ланок, але кращим варіантом буде, якщо використати для цих цілей ланки АК2, АК4 (прокладки) і ланку АК3 як найбільшу за розміром. Попередні розрахунки. За робочими кресленнями деталей і ГОСТ 520-71 на підшипники визначаємо номінальні розміри і граничні відхилення складових ланок:
Допуски і координати середин полів допусків складових ланок визначаємо за формулами (7):
4. Визначення методів досягнення точності замикальної ланки (і методів розрахунку розмірних ланцюгів). 4.1. Перевіримо можливість застосування методу повної взаємозамінності за формулами (75) і (76):
Допуск
складової ланки розмірного ланцюга Т = 0,064 мм (64 мкм) для номіналу А = 16,3 мм згідно зі СТ СЭВ 145-75 відповідає 9–10 квалітетам точності, тобто згідно з п.
4.3 ( 4.2. Перевіримо можливість застосування методу неповної взаємозамінності за формулами (75) і (77):
Допуск
складової ланки розмірного ланцюга Т = 0,176 мм для номіналу А = 16,3 мм згідно з СТ СЭВ 145-75 відповідає 11–12 квалітетам, тобто згідно з п. 4.3 ( |
 (75)
(75)
 мм.
мм.
 мм;
мм;
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.