 |
|
МЕНЮ
|
Курсовая работа: Технология нарезания резьбы на изделиях из стеклопластика типа трубы7) Специфические требования техники безопасности при резании композиционного материала. Это связано с выделением мельчайших частиц материала при резании. Состояние поверхностного слоя играет очень важную роль в обеспечении высоких эксплуатационных показателей изделий. Он оказывает существенное влияние на прочность, износ, диэлектрические показатели, водопоглощение и т.д. Механическая обработка существенно изменяет свойства поверхностного слоя (в часности, шероховатости). А перерезание армирующих волокон приводит к прочности изделий на 20 %. Шероховатость поверхности влияет как на водопоглощение и прочностные свойства, так и на износостойкость. Механическая обработка изделий из композитов интенсифицирует процесс водопоглощения. Это происходит за счет того, что при обработке, во-первых, снимается всегда имеющийся на поверхности слой полимеризованного связующего, являющийся как бы защитным слоем; во-вторых, перерезаются армирующие волокна наполнителя; при этом образуются микротрещины и другие дефекты материала, нарушающие его сплошность[9]. 2 ПОДБОР КОМПОНЕНТОВ МАТЕРИАЛА 2.1 Классификация стеклопластиков На обрабатываемость стеклопластиков оказывают влияние многочисленные факторы: тип наполнителя и связующего, метод изготовления стеклопластиковых труб, ориентация стекловолокна. По химическому составу различают три вида стёкол в производстве стеклопластиков: алюмоборосиликатное (бесщелочное), алюмомагнезиальное (щелочное), кремнезёмное. Стекловолокно щелочного состава обладает большой гигроскопичностью. Под влиянием влаги на поверхности волокна щелочного состава образуется свободная щелочь, которая, проникая в поверхностные трещины, усиливает процесс разрушения волокна и приводит к снижению его прочности. Незащищенное стекловолокно бесщелочного состава при длительном нахождении во влажной среде также теряет свою прочность (до 40%), однако при высыхании стекловолокна прочность его восстанавливается. Изделия же из стеклопластиков под действием влаги сохраняют свою прочность длительное время. Для изготовления стеклопластиков с повышенными теплофизическими свойствами начинает широко применяться кремнеземное волокно, получаемое из щелочного или бесщелочного стекла путем его обработки смесью соляной и серной кислот. За исключением кремнезема, остальные компоненты, входящие в состав стекла, под действием кислот растворяются. Получаемое стекловолокно содержит до 98% SiO2. На основании вышеизложенного марки стеклопластиков по типу стекловолокна можно разделить на две группы: 1) стеклопластики на основе алюмоборосиликатного стекловолокна(примерно 54% SiO2) АГ-4 С, АГ-4 В, 27-63 С, 33 18 С, СК-9Ф, ВФТ, ФН, ЭФ32 -301, ПН-1, ЭФБ-П, ЭФБ-Н; 2) стеклопластики на основе кремнеземного стекла (примерно 98% SiO2) П-5-2, РТП, Т3-9Ф. Классификация стеклопластиков по ориентации стекловолокна. В качестве наполнителя в производстве стеклопластиков непосредственно стекловолокно используется очень редко. В основном стекловолокно используется после текстильной переработки в виде ровниц, жгутов, тканей. Стеклопластики, изготовляемые из ровниц, обладают резко выраженной анизотропией свойств. Рубленые пряди из некрученых волокон, называемые жгутами, используются как наполнитель для стеклопластиков с неориентированным расположением волокон. Наибольшее распространение стекловолокно как наполнитель получило в виде крученых нитей в стеклотканях и стеклолентах (узкая ткань). На основании проведенного анализа видов ориентации стекловолокна стеклопластики можно классифицировать по группам: 1) анизотропные стеклопластики – стеклопластики с однонаправленным расположением волокон (на основе ровниц): 27-63 С, АГ-4 С, 33-18 С; 2) стеклотекстолиты – стеклопластики с взаимно перпендикулярным расположением волокон (на основе тканей): СК-9Ф, ВФТ, ФН, ЭФ-32-301, ПН-1, ЭФБ-П, ЭФБ-Н, Т3-9Ф, ЭДП-10П; 3) изотропные стеклопластики – стеклопластики с неориентированным расположением волокон (на основе жгутов): АГ-4В, П-5-2, РТП. В мировой промышленности используют 6 типов стекол для производства волокон общего и специального назначения. Они различаются химическим составом, процентным содержание входящих в них оксидов (Таблица 2.1): 1. А-Na, Ca-силикатное стекло, имеет низкую влагостойкость, поэтому редко используется в производстве наполнителей для композиционных материалов. С-химическое стекло, обладает повышенной химической стойкостью, применяется при изготовлении коррозионно-стойких материалов. 1. Д-стекло с повышенной электрической прочностью, используется в производстве материалов электротехнического назначения. 2. Е-алюмоборосиликатное стекло, используется для производства наполнителей общего назначения. 3. S-высокопрочное, высокомодульное стекло, разработано для применения в материалах для аэрокосмической техники. 4. IM-31A-высокомодульное стекло, используется в производстве стеклопластиков повышенной жесткости. Таблица 2.1 – Типичный состав основных волокнообразующих стекол, % по массе [3]
Классификация стеклопластиков по типу связующего. Связующее представляет собой композицию синтетических смол, включающих различные добавки (инициатор, ускоритель, катализатор и др.). При изготовлении стеклопластиков связующее не проникает в структуру наполнителя, а лишь обволакивает поверхность стекловолокна. Поэтому основными требованиями, предъявляемыми к связующим, являются хорошая смачивающая способность и адгезия связующего к стекловолокну, которые обеспечивают склеивание отдельных нитей и слоев и одновременность их нагружения в стеклопластиках. На механическую прочность стеклопластиков большое влияние оказывают усадка связующего, его механические свойства, термо-, водо- и атмосферостойкость и другие свойства. Из большого количества смол, обладающих адгезионными свойствами к стекловолокну, в качестве связующих для производства стеклопластиков наибольшее применение находят полиэфирные, эпоксидные, фенольно-формальдегидные, кремнийорганические смолы и их модификации. Классификация стеклопластиков по связующим несколько условна, так как связующие некоторых стеклопластиков содержат смолы, относящиеся к различным группам. Тем не менее, при данной классификации имеем группы: 1) стеклопластики на основе эпоксидных смол и модифицированных эпоксидных смол: ЭФ-32-301, ЭДП-10П, 27-63С, 33-18С, ЭФБ-П, ЭФБ-Н; 2) стеклопластики на основе полиэфирной смолы – ПН-1; 3) стеклопластики на основе фенольно-формальдегидных смол и модифицированных фенольно-формальдегидных смол: П-5-2, ВФТ, ФН, АГ-4С, АГ-4В; 4) стеклопластики на основе кремнийорганических смол и модифицированных кремнийорганических смол: РТП, ТЗ-9Ф, СК-9Ф. Тип связующего также определяет такую важную характеристику материала, как его термостойкость. Основная масса стеклопластиков может долго работать при температурах 130-150°С и кратковременно — до 250°С. Стеклопластики на основе эпоксидных смол работают при температурах до 200°С, а на основе кремнийорганических связующих — до 370 °С [12]. Полиэфирные смолы могут применяться только со стекловолокном. Главное преимущество полиэфирных смол по сравнению с винилэфирными и эпоксидными – их крайняя дешевизна. Отрицательными сторонами являются высокий уровень фильтрации воды, сильная усадка и высокое содержание вредных веществ. Обладают худшими по сравнению с эпоксидными смолами характеристиками в области адгезии и растяжения, в результате чего готовое изделие склонно к образованию микротрещин и формированию слабого вторичного клеевого соединения. Эти характеристики приобретают значение, когда заходит речь о соединении разнородных материалов в одном изделии, или когда материалы не имеют обычной стекловолокнистой основы. Лучше всего подходят для изготовления конструкций, не критичных к весу, адгезии и прочности на излом. Полиэфирные смолы применяются при производстве изделий методом ручного формования, напыления, машинного изготовления и пултрузии, используются для выпуска прозрачных стеклопластиков, пожаростойких и химически стойких изделий. Эпоксидные смолы представляют самое универсальное семейство смол, применяемых для производства стеклопластиков. Практически по всем параметрам эти смолы обеспечивают самые высокие показатели клеевого шва и прочности. Смолы обладают крайне малой усадкой. Часто эпоксидная смола используется в качестве химически стойкого барьерного слоя стеклопластиков, т. к. обладает очень низким водопоглощением (менее 0,5%). Современные эпоксидные смолы могут обладать низкой вязкостью и контролируемым временем отверждения. Эпоксидная смола превосходит полиэфирную по адгезии практически ко всем материалам, в то время как полиэфирная не обеспечивает даже надежной адгезии стеклоткани к древесине. Эпоксидная смола гарантирует полное отверждение, она пожаробезопасна и менее токсична. Классификация стеклопластиковых намотанных изделий выглядит следующим образом. В зависимости от типа укладки армирующего волокнистого материала в намотанном изделии различают следующие технологические схемы намотки: прямая (окружная), спирально-винтовая (тангенциальная, кольцевая), спирально-перекрёстная (спирально-продольная, спирально-поперечная), продольно-поперечная и др. Прямую намотку применяют в тех случаях, когда необходимо получить оболочку, длина которой меньше или равна ширине наматываемой ленты.
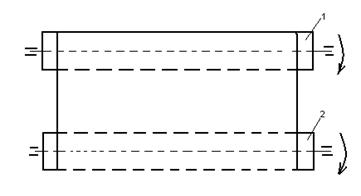
Рисунок 2.1 – Схема прямой намотки. 1 – оправка; 2 – рулон с тканью Продольно-поперечная намотка. Технологическая схема намотки показана на рисунке 6. Вертлюг – дорн, на котором по периметру установлены шпули с волокном, вращаясь синхронно с оправкой, перемещается вдоль ее оси, укладывая продольные ленты. Одновременно укладываются кольцевые слои, фиксирующие ленты продольной укладки. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.