 |
|
МЕНЮ
|
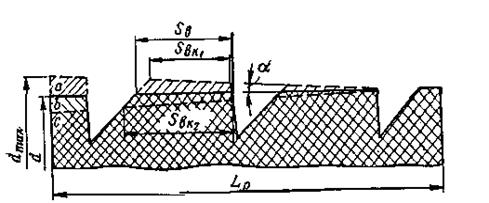
Курсовая работа: Технология нарезания резьбы на изделиях из стеклопластика типа трубыОбрабатываемость материалов в значительной степени в значительной степени зависит от теплообразования и теплораспределения, возникающих в процессе резания. Однако такие физические свойства стеклопластиков, как коэффициент, для различных марок стеклопластиков изменяются в незначительных пределах. Анализ свойств более 20 марок стеклопластиков показал, что значения коэффициентов теплоёмкости с и коэффициентов теплопроводности λ колеблются в пределах с=0,84∙103 – 1,46∙103 Дж/(кг·К) и λ=0,35 – 0,45 Вт/(м∙К). Данный анализ позволяет установить те свойства стеклопластиков, которые могут оказать влияние на процесс резания и, следовательно, на обрабатываемость.[10] 2.3 Факторы, вызывающие погрешности элементов резьбы Источники погрешностей параметров упорной специальной резьбы можно разделить на три группы: технологические, конструктивные и эксплуатационные. 1. Технологические факторы: а) заточка режущей части инструмента; б) установка режущего инструмента относительно оси изделия; в) износ режущего инструмента; г) качество материала обрабатываемого изделия; д) режимы резания; е) человеческий фактор (в том числе квалификация рабочего). 2. Конструктивные факторы: а) Габариты и конфигурация изделия; б) Номинальные размеры резьбы (d, S, SB, t, β, γ, LP); в) Жесткость детали (толщина ее стенки). 3. Эксплуатационные факторы: а) Температура окружающей среды; в) Изменение физико-механических характеристик и размеров от времени и эксплуатации; в) Отличие коэффициентов линейного термического расширения соединяемых деталей. Все эти факторы могут вызвать отклонения элементов резьбы вследствие скрытых дефектов материала (пор, трещин, отслоений и т.д.), температурных деформаций, погрешностей заточки и установки резьбы и др. Рассмотрим наиболее существенные из них. Влияние конусности детали на величину ширины витка. Конусность, возникающая в результате неточности оборудования или вследствие износа проходного резца. Однако при выходе конусности за верхнюю границу допуска наружного диаметра для обеспечения надёжной свинчмваемости последний необходимо обточить дополнительно с припуском, равным (Рисунок 2.4).
Рисунок 2.4 – Влияние конусности детали на величину ширины витка резьбы по наружному диаметру 2ab=Lpk = 2Lptgα (2.1), где Lp- длина резьбы; α – половина угла при вершине конуса. Погрешность ширины витка при этом будет ΔSВ3=Lptgα (tgβ + tgγ) (2.2). Эту погрешность необходимо учитывать только при нарезании резьб на проход на деталях с отношением L/d > 6. Отличие коэффициентов линейного расширения материалов соединяемых деталей. Различие указанных коэффициентов может сказаться на погрешности Δl=αLPΔT (2.3), где Δl – приращение длины; α – коэффициент линейного ьермического расширения; LP – длина резьбы; ΔT – приращение температуры. Максимальная погрешность при Т=20±10ºС составляет ΔSТ max≤0,03 мм. Температурные деформации узлов станка при нарезании резьбы на точность обработки влияния не оказывают и учёт их не требуется. Кроме того, соединение (свинчивание) двух труб можно рассматривать как местный процесс сжатия материала. Однако сжимающие напряжения и деформации сами по себе не могут вызвать разрушение. Так как кроме сжимающих имеют место только два вида напряжений - растягивающие и касательные, то при резании стеклопластиков различают два основных типа разрушений: от растягивающих напряжений (путем отрыва) и от касательных напряжений (путём среза). В резьбовом соединении трубы наиболее часто подвергается поломке конец трубы по первому витку. Переменные нагрузки в сочетании с концентрацией напряжения во впадинах резьбы обусловливают усталостный характер сломов. Разрушению способствуют также неравномерный характер распределения нагрузки по резьбе, отклонения элементов резьбы, связанные с износом инструмента, неравномерностью распределения сил резания [15]. В каждом конкретном случае задачи повышения прочности соединения и точности нарезания резьб должны решаться с учетом специфических особенностей материала деталей, способа изготовления и условий производства. Любое отклонение от оптимальных значений параметров технологического процесса и технологических режимов приводит к ухудшению качества детали, а в дальнейшем к снижению точности при механической обработке. 3 ТЕХНОЛОГИЯ НАРЕЗАНИЯ РЕЗЬБЫ 3.1 Влияние технологической предыстории на точность резьбы Качество стеклопластиковых деталей определяется четырьмя основными технологическими параметрами: натяжением стеклоткани (нитей или жгутов), удельным давлением прижима, температурой полимеризации, временем полимеризации. Первый и второй параметры определяют плотность намотки, третий и четвертый – структуру материала. Любые отклонения от технологических параметров и режимов приводит к ухудшению качества материала. Так, например, несоблюдение требований по необходимому натяжению армирующего материала и давлению прижима создаёт условия для возникновения пустот, а отступления от режима полимеризации приводят к расслоению материала при обработке. К наполнителям и полимерным связующим при изготовлении деталей предъявляют ряд требований: 1) стекловолокнистые наполнители должны быть одной марки, партии и даты выпуска; 2) условия хранения компонентов не должны допускать резких перепадов температуры; 3) компоненты полимерных связующих не должны иметь просроченной даты годности; 4) Целесообразно немедленное использование приготовленного связующего. Из конструктивных факторов наибольшее влияние на точность механической обработки оказывает жесткость детали и длина резьбы. Толщина стенки трубы должна быть такой, чтобы она удовлетворяла и требованиям прочности, и требованиям минимального прогиба под действием силы резания. Так как резьба выполняется не на всей длине, а с концов, то под резьбу следует делать утолщения с таким расчетом, чтобы размер внутреннего диаметра не был меньше наружного диаметра основного тела трубы. Длина резьбы выбирается
из расчета получения количества витков n от 6 до 12, так как большее количество витков на
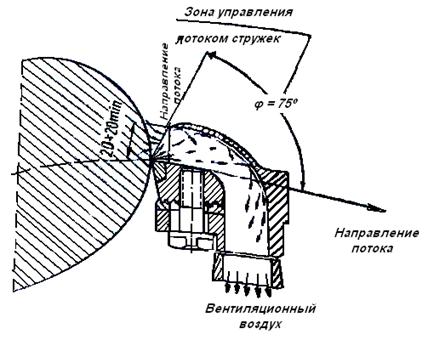
увеличение прочности резьбы влияет отрицательно. При отношении Из технологических факторов преобладающее влияние на точность резьбы оказывают три: заточка режущей части инструмента, установка резца относительно оси детали, износ режущего инструмента. Данные факторы составляют 30 – 40 % от суммарной погрешности резьбы. Из эксплуатационных факторов следует учитывать различие коэффициентов линейного термического расширения (КЛТР) соединяемых материалов, особенно при эксплуатации при повышенных температурах. Таким образом, чтобы производить механическую обработку стеклопластика с необходимой точностью, требуется четкая организация и обеспечение всего технологического процесса на всем этапе изготовления детали – от исходных материалов для намотки до контроля после механической обработки (точения и резьбонарезания) [4]. 3.2 Процессы, протекающие при нарезании резьбы 3.2.1 Процесс стружкообразования Стружкообразование в значительной степени определяет процесс резания и его результаты. От процесса стружкообразования зависят сила резания, расход энергии, количество выделяющейся теплоты, точность и качество обработки, условия работы инструмента и станка. Характер образования стружки и её типы во многом определяются свойствами обрабатываемого материала. Характерная особенность процесса резания в том, что стружка образуется в процессе преодоления упругих деформаций (для стеклопластика в этом случае область пластических деформаций практически отсутствует). Обработанный материал, упруго сжатый во время резания, затем упруго восстанавливается. В первоначальный момент внедрения инструмента происходит сжатие материала изделия, что приводит к сжатию контактных слоёв и увеличению площади соприкосновения с инструментом. При дальнейшем увеличении нагрузки сначала происходит хрупкое разрушение полимерной матрицы с образованием опережающей трещины. Появляется зона сдвига, являющаяся условно плоскостью скалывания. Одновременно происходит как нарушение адгезионных связей между волокнами армирующего материала и полимерной матрицей, так и разрушение (разрыв) волокон. Образуется элемент стружки, который перемещается вдоль плоскости сдвига, чему способствует непрерывное перемещение инструмента. В процессе смещения элемента стружки происходит дальнейшее сжатие материала и образование нового элемента стружки, который отделяется в тот момент, когда сила, действующая на резец, превысит силы внутреннего сцепления. Если адгезионная связь между волокнистым материалом и полимерной матрицей васока, то получается сливная стружка. При недостаточной адгезии образуется элементная стружка или стружка надлома. Увеличение степени износа инструмента приводит к сильному измельчению стружки, появлению большого числа пылевидных частиц. В целом, разрушение армированных полимерных материалов можно считать как упругое. Схема армирования также влияет на процесс стружкообразования. Если угол намотки совпадает с траекторией вершины резца, то развивается опережающая трещина вдоль траектории, а резец скользит вдоль поверхности волокна, не разрушая его. Если угол армирования не совпадает с траекторией резания, тогда опережающая трещина развивается в направлении армирования и образуется стружка надлома. Таким образом, механизм стружкообразования при резании можно представить следующим образом. Под действием механических напряжений в зоне наибольших касательных напряжений (ее принимают за условную плоскость сдвига) протекают периодические сдвиговые явления, приводящие к упругому разрушению обрабатываемого материала и формированию, в зависимости от условий обработки и схемы армирования материала, стружки того или иного типа [12]. Вблизи вершины резца обрабатываемый материал испытывает деформации растяжения, перпендикулярные к направлению резания, и деформации сжатия, направленные вдоль резания. Максимальные напряжения сжатия наблюдаются у вершины резца. Особенность обработки армированного пластика – наличие существенного слоя сжатия, находящегося ниже линии среза, что приводит к его упругому восстановлению. Это является причиной погрешности размеров. Частички разрушенного материала (стеклянные волокна), смешанные с частичками затвердевшего связующего, рассеиваются в воздухе и загрязняют его. При механической обработке стеклопластик подвергается и тепловому воздействию. При этом происходят химические превращения, которые сопровождаются выделением различных низкомолекулярных соединений. Кроме того, образование пылевоздушной смеси в производственном помещении может привести к взрыву. Опасность возникновения взрыва весьма велика, т.к. при обработке стеклопластика без использования смазочно-охлаждающих жидкостей на поверхности изделия возникает потенциал электростатических зарядов от 2,5 до 10 кВ, разряд которого может вызвать искру. Поэтому нельзя допускать отложение слоев пыли на оборудовании, полах, стенах. В качестве дополнительных мер по снижению распространения пыли и стружки устанавливаются средства улавливания пыли в зоне резания, ограждение зоны резания, местные вентиляционные устройства. ВЦНИИОТом разработано пневматическое устройство непрерывного удаления элементной стружки и частиц пыли непосредственно от режущей части инструмента. Особенностью устройства является то, что пылестружкоприемное устройство тесно связано с резцедержавкой и составляет ее неотъемлемую часть. Основными частями пневматической системы являются резец-пылестружкоприемник (Рисунок 3.1) и вентиляционная установка. Резец-пылестружкоприемник представляет собой державку, выполненную за одно целое с пылестружкоприемником. Расстояние от входного сечения пылестружкоприемника до режущей кромки не должно превышать 8 мм.
Рисунок 3.1 – Схема резца с пылестружкоприемником Вентиляционная установка, предназначенная для создания всасывающего воздушного потока во входном сечении резца-пылестружкоприемника, способствует улавливанию стружки и пыли в пылестружкоприемник и обеспечивает непрерывное удаление и транспортировку их в стружкосборник. Производительность вентиляционной установки, рассчитанной на одни станок должна составлять порядка 800 м3/ч [10]. 3.2.2 Тепловые явления В отличие от металлов, армированные стеклопластики обладают низкой теплостойкостью. При температурах выше 300-350ºС начинаются интенсивная термодеструкция и разложение полимерного связующего. Это приводит к резкому ухудшению свойств материала, появлению прижогов и большого по величине дефектного слоя. Поэтому обработку армированных пластиков следует вести при таких режимах, чтобы температура не превышала 300ºС. Теплота, образующаяся при резании, является результатом работы деформаций, трения стружки и обрабатываемого изделия о переднюю и заднюю поверхность инструмента, механических превращений полимера, разрушения волокон.
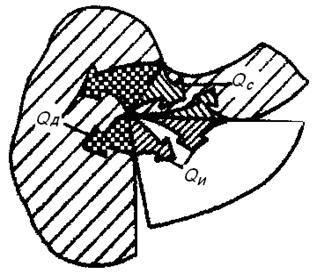
Рисунок 3.2 – Схема движения тепловых потоков Выделяющаяся в зоне резания теплота расходуется (Рисунок 3.2) между инструментом, стружкой, обрабатываемой деталью и средой, причём отвод теплоты в окружающую среду весьма мал и им можно пренебречь, тогда
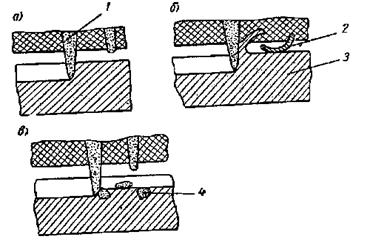
где QC, QИ и QД – количество теплоты, отводимое соответственно в стружку, инструмент и детальКонцентрация теплоты в инструменте приводит к значительному повышению температуры на его режущих кромках, что нельзя не учитывать при выборе инструментального материала и оценке интенсивности изнашивания резцов. Соотношение составляющих расходной части теплового баланса в среднем составляет: QC ≈ 5%; QИ ≈ 90% и QД ≈ 5%. С увеличением времени работы и нарастанием износа температура в зоне резания главным образом на режущих кромках инструмента возрастает и может достигать 600ºС [12]. 3.2.3 Износ режущего инструмента Для управления процессом резания и обеспечения производительности обработки необходимо выяснить природу и закономерности изнашивания инструмента. Известно, что изнашивание инструмента при резании материала носит комплексный характер, т.е. абразивно-механическое, диффузионное, адгезионное, усталостное, химическое и другие виды изнашивания, причём в зависимости от условй обработки преобладает тот или иной вид изнашивания, который и является определяющим. Так, диффузионный износ при нарезании резьбы на стеклопластиковых изделиях отсутствует, так как для этого необходимо повышение температуры более 900ºС, в то время как в зоне резания она не поднимается выше 600ºС. Наличие полимерного связующего и его деструкция приводят к появлению поверхностно-активных веществ в зоне резания, интенсифицирующих процесс изнашивания. Армирующие волокна (в данном случае стеклянные) оказывают абразивное воздействие на режущий инструмент, и происходит истирание режущей поверхности (абразивно-механическое воздействие) (Рисунок 3.3). Адгезионный износ практически отсутствует, так как условиями для его возникновения являются сродство между инструментом и обрабатываемым материалом, высокое давление в зоне резания и пластические деформации Разрушение пластиков при резании носит упругий характер, что исключает возможность такого износа.
Рисунок 3.3 – Схема воздействия стекловолокна на материал режущей части инструмента: а) пластическое деформирование; б) образование микростружки; в) хрупкое разрушение. 1 – стекловолокно; 2 – микростружка; 3 – материал режущей части; 4 – различные включения. Предпосылкой химического износа является возможность химического взаимодействия полимера с металлом в мономолекулярном слое на границе раздела. Кроме этого возможен так же водородный износ, возникающий при трении между инструментальным и обрабатываемым полимерным материалом. Возникающие при трении ионы водорода проникают в имеющиеся микротрещины. В зародышах трещин протоны водорода могут приобрести электроны и образовать атомы, а затем - молекулы. Увеличиваясь в размерах, они с огромной силой распирают поверхности в месте дефекта. Трещины, сливаясь друг с другом, приводят к разрушению поверхностного слоя. От износа и стойкости к нему инструмента зависит точность нарезаемой резьбы и качество получаемой поверхности [10]. 3.3 Технологические особенности нарезания резьбы Рассмотрим весь комплекс вопросов, связанных с нарезкой резьбы: оборудование, технологию, включая подготовку концов труб к нарезанию резьбы, рекомендуемый режущий инструмент. Технология нарезания резьбы на трубах (Рисунок 3.4) включает в себя несколько операций: 1) Входной контроль трубы: а) контроль качества поверхности трубы; б) контроль состояния торцевой поверхности; в) контроль отклонения от округлости. 2) Подача трубы на специальный токарный станок: а) установка трубы, закрепление; б) базирование трубы; в) установка люнетов. 3) Снятие наружной фаски. 4) Установка резьбового резца по шаблону; 5) Нарезание резьбы: а) первый проход 0,15 мм; следующие 5 проходов 0,5 мм; 2 чистовых прохода 0,1 мм и 1 зачистной проход 0-0,05мм. 6) Выходной контроль качества резьбы. 7) Снятие трубы со станка и отправка на склад. 3.3.1 Оборудование, приспособления и вспомогательный инструмент Отличительными свойствами конструкционных стеклопластиков, как уже отмечалось ранее, являются: слоистая структура с различными физико-механическими характеристиками слоёв; низкая теплопроводность; низкая прочность на срез (скалывание); абразивные свойства материала и др. Эти свойства приводят к некоторым особенностям их механической обработки: 1) режущие кромки инструмента должны быть особенно острыми и ровными; 2) не допускается превышение установленной величины износа режущего инструмента; 3) во избежание расщепления материала следует избегать механической обработки параллельно слоям; 4) при обработке деталей большой длины и диаметра, т.е. при удлиненном цикле работы режущего инструмента, последний сильно нагревается, поэтому целесообразно применять многоинструментную обработку или уменьшать режимы резания; 5) для удаления возникающей при механической обработке смолостеклянной пыли и мелкой стружки каждый станок должен быть оснащён вытяжной вентиляцией. В машиностроении нарезание резьбы производят на токарно-винторезных, винторезно-токарных, но в основном на резьбообрабатывающих станках. Основными типами резьбообрабатывающих станков являются резьбонарезные, резьбофрезерные, гайконарезные, резьбо- и червячно-шлифовальные станки. Способы резьбообрабатывания, применяемый при этом резьбонарезной инструмент и резьбообрабатывающие станки весьма разнообразны. Образование резьбы способами нарезания и фрезерования для наружной резьбы производят резьбовыми резцами, винторезными головками, гребенчатыми и дисковыми резьбовыми фрезами, круглыми плашками. Резьбо-фрезерование один из самых производительных методов – выполняется на специализированных резьбофрезерных станках (Рисунок 3.5).
Рисунок 3.5 – Станок специальный токарный с ЧПУ. Модель РТ818Ф4 Станок предназначен для нарезания любого профиля резьбы методом вихревого фрезерования (Основные характеристики представлены в Таблице Б1). Вихревой метод является обработкой резанием с прерывистым снятием стружки. Вихревое нарезание резьбы полностью автоматизировано. Преимущества: 1) сокращение основного времени обработки детали по сравнению с нарезанием резьбы резцами обычным способом; 2) чистота поверхности резьбы почти, а иногда и полностью соответствует чистоте шлифованной; 3) образование суставчатой легко транспортируемой стружки; 4) точность формы обработанной детали, т.к. стружка каждым резцом снимается небольшая (в виде запятой) и усилие резания невелико; 5) обработка возможна без охлаждения. Метод вихревой обработки и оборудование для этого. Вихревая обработка является наиболее экономичным методом нарезания внутренних и наружных резьб, эксцентриковых и экструдерных червяков и других спиралевидных деталей специальных профилей. АООТ "РСКБС" разрабатывает, а АООТ "РСЗ" изготовляет современное оборудование для следующих отраслей производства агрегаты, станки и инструмент для вихревого резьбофрезерования наружных и внутренних резьб и червяков всевозможных профилей. |
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.