 |
|
МЕНЮ
|
Курсовая работа: Технология нарезания резьбы на изделиях из стеклопластика типа трубы
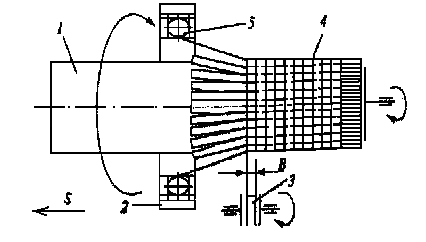
Рисунок 2.2 – Схема продольно – поперечной намотки. 1 – оправка; 2 – вертлюг катушек продольных лент; 3 – катушка кольцевой ленты; 4 – наматываемая оболочка; 5 – катушка продольной ленты Сущность спирально-винтовой намотки заключается в укладке армирующего материала на поверхность оправки по винтовой линии. При этом витки, образованные непрерывной укладкой арматуры, плотно прилегают между собой или имеют строго постоянный нахлёст, величина которого связана с числом формируемых одновременно слоёв заданной структуры. Возможны два варианта укладки слоёв армирующего наполнителя: однослойная укладка и многослойная. Этот метод широко используется в сочетании с другими. Отдельно он применяется в тех случаях, когда необходимы повышенная кольцевая прочность или жесткость (например, упрочнение металлических труб). Но хочется особое внимание уделить косослойной продольно – поперечной намотке, так как в нашем случае (для нарезания резьбы) данная схема армирования обеспечивает наибольшую прочность изделия. Кроме того данный способ намотки наиболее часто применим в производстве напорных стеклопластиковых труб среднего диаметра.
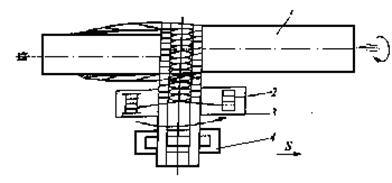
Рисунок 2.3 – Схема косослойной продольно – поперечной намотки. 1 – оправка; 2 – катушка для нитей; 3 – вертлюг для укладки осевых нитей; 4 – ванна для пропитки Метод заключается в том, что слой продольно- поперечного армирования формируется не в пределах всей оправки, а в пределах технологической ленты, укладываемой на оправку спирально-винтовым методом с малой подачей. Набор требуемой толщины стенки формуемого изделия осуществляется обычно за один ход раскладывающего устройства (Рисунок 7) [9]. Так как выбранное мной изделие должно применяться в нефтегазовой промышленности, через которые могут перекачиваться так же углекислый газ, от -50°С до + 100°С, то целесообразно выбрать стеклопластик на основе непрерывного волокна из С-химического стекла. Важным моментом для производства качественного изделия являются адгезия смолы и пропитываемость волокон, так как монолитность и совместная работа волокон обеспечивается полимерным связующим. Поэтому связующее выбираем – эпоксидное. 2.2 Влияние состава и структуры стеклопластиков на их обрабатываемость Для установления влияния состава и структуры на обрабатываемость стеклопластиков были сопоставлены коэффициенты обрабатываемости стеклопластиков по различным видам классификации. Таблица 2.2 – Коэффициенты обрабатываемости стеклопластиков:
На обрабатываемость стеклопластиков оказывает влияние стекловолокно. Так, коэффициент обрабатываемости стеклопластиков на основе кремнезёмного волокна (наиболее труднообрабатываемые стеклопластики) в 2,5 – 3 раза ниже коэффициента обрабатываемости стеклопластиков с алюмоборосиликатным волокном (СК-9Ф, ЭФ-32-301). Такого существенного различия в обрабатываемости не наблюдается при анализе влияния типа связующего. Стеклопластикам на основе кремнийорганических, фенолформальдегидных и эпоксидных связующих свойственны как большие, так и малые значения коэффициентов обрабатываемости, разница значений которых в пределах каждой группы достигает от 3 до 10 раз (Таблица 2.3). Таблица 2.3 – Влияние типа связующего на обрабатываемость стеклопластиков:
Коэффициент обрабатываемости стеклопластика на полиэфирном связующем незначительно отличается от средних значений коэффициентов обрабатываемости стеклопластиков на основе фенолформальдегидных и эпоксидных смол. Следовательно, не связующее, а наполнитель, являясь причиной износа режущего инструмента, определяет обрабатываемость композиционного материала. При исследовании влияния ориентации стекловолокна на обрабатываемость пластиков не выявлено четкой зависимости. Коэффициент обрабатываемостистеклопластиков с неориентированным и ориентированным взаимоперпендикулярным расположением волокон лежит практически в одном интервале значений (Таблица 2.4). При точении стеклопластиков с однонаправленным расположением волокон режущая кромка не перерезает, а скользит по поверхности волокна в процессе резания. Таблица 2.4 – Зависимость коэффициента обрабатываемости от ориентации волокна в стеклопластике:
На обрабатываемость стеклопластиков не малое влияние оказывает метод их изготовления. Влияние методов изготовления стеклопластиков на их обрабатываемость объясняется различной степенью плотности волокон в стеклопластике и пористостью, различной адгезией связующего к стекловолокну[10]. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.