|
|
МЕНЮ
|
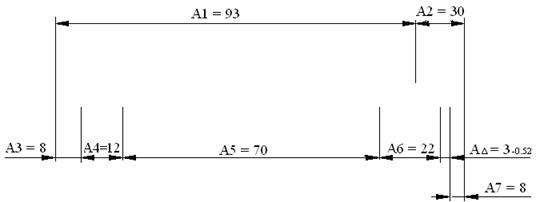
Курсовая работа: Расчет и выбор посадок для различных соединенийИсходные данные AD = 3 A1 = 93 мм A2 = 30 мм A3 = 8 мм A4 = 12 мм A5 = 70 мм A6 = 22 мм A7 = 8 мм
Рисунок 9.2-Схема размерной цепи Увеличивающие звенья – A1, A2, Уменьшающие звенья – A3, A4.A5, A6, A7. Определяется среднее количество единиц допуска:
где t =3 – коэффициент принятого процента риска замыкающего звена l =1/3 - коэффициент относительного рассеяния
Определяется квалитет составляющих звеньев по найденному значению аср., исходя из условия аст£аср. A1 =93 ; аст=250 (13 квалитет) A2 = 30; аст=250 (13 квалитет) A3=8; аст=160 (12 квалитет) A4=12; аст=160 (12 квалитет) A5 =70; аст=160 (12квалитет) A6 =22; аст=160 (12 квалитет) A7 =8; аст=160 (12 квалитет) Определяются допуски составляющих звеньев ТAi по выбранному квалитету точности и номинальным размерам соответствующих звеньев Ai, используя данные [1] таблицы М.2 A1 =93 ; Т A1= 540мкм A2 = 30; Т A2=330 мкм A3=8; Т A3=150 мкм A4=12; ТA4=180 мкм A5 =70; ТA5 =300 мкм A6 =22; ТA6 =180 мкм A7 =8; ТA7 =150 мкм Производится проверка равенства
Определяется погрешность: Получены предельные отклонения звеньев: A1 =93±js11(±0,270) A2 = 30 ±js11 (±0,165) A3=8 h10 (-0,150) A4=12 h10 (-0,180) A5 =70 h10 (-0,300) A6 =22 h10 (-0,180) A7 =8 h10 (-0,150) Проведем проверку правильности решения задачи
800 ³
где
0,28 ³ ((0,27+0,165) - (0+0+0+0+0)) + 0,5×0,025 =0,4835
-0,52 £ ((-0,27-0,165) - (-0,15-0,180-0,3-0,18-0,15)) - 0,5×0,025 = 0,5125 В качестве увязочного звена выбираем ступенчатый размер А1.
Получены предельные отклонения звена: A1
=93b13( Проведем проверку правильности решения задачи
800 ³ Проверяется правильность назначенных отклонений составляющих звеньев:
где
0,28 ³ ((-0,22+0,165) - (0+0+0+0+0)) + 0,5×0,025 =0,4835
-0,52 £ ((-0,75-0,165) - (-0,15-0,180-0,3-0,18-0,15)) - 0,5×0,025 = 0,0325 Таблица 9.2 Расчетные данные размерной цепи
Результаты расчета методами полной взаимозаменяемости и теоретико-вероятностным сведены в одну таблицу. Таблица 9.3 Результаты расчета размерной цепи теоретико-вероятностным методом и методом полной взаимозаменяемости
Сравнительный анализ методов расчета. В результате проведения расчета размерной цепи двумя методами выяснили, что при теоретико-вероятностном методе получаем менее точные размеры деталей (12-13 квалитеты), а при методе полной взаимозаменяемости – более точные (10-11 квалитеты). При этом точность размерной цепи не меняется. Следовательно, теоретико-вероятностный метод наиболее целесообразен для применения, т.к. при одинаковой точности расчёта он даёт менее жесткие требования к изготовлению детали, что повышает экономичность производства. Список использованных источников 1. Лисовская З.П. Нормирование точностных параметров типовых соединений деталей приборов и машин (в курсовом и дипломном проектировании): Учебное пособие / З.П. Лисовская, В.Н. Есипов. – Орел: ОрелГТУ, 2002. – 122 с 2. Допуски и посадки: Справочник в 2-х ч. Ч.1 / Под ред. В.Д. Мягкова. – 5-е изд., перераб. и доп. – Л.: Машиностроение. Ленингр. отд-ние , 1979 – 544 с.: ил. 3. Допуски и посадки: Справочник в 2-х ч. Ч.2 / Под ред. В.Д. Мягкова. – 5-е изд., перераб. и доп. – Л.: Машиностроение. Ленингр. отд-ние , 1979 – с. 545 – 1032: ил. 4. Марков Н.Н., Ганевский Г.М. Конструкция, расчет и эксплуатация измерительных инструментов и приборов. – М.: Машиностроение, 1981. – 367 с., ил. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ,
,
 = 774,79 ¹800
= 774,79 ¹800
 = 774,79 ¹800
= 774,79 ¹800

 = 774,79 ¹800
= 774,79 ¹800