 |
|
МЕНЮ
|
Курсовая работа: Расчет и выбор посадок для различных соединений
Для вала Æ50f8 допускаемая погрешность измерения d=5 мкм [1] табл. Л1 Исходя из условия Dlim<d, где Dlim - основная погрешность средства измерения, выбирается гладкий микрометр ГОСТ 6507. Его метрологические характеристики приведены в таблице 8.2. Таблица 8.2- Метрологические характеристики микрометра ГОСТ 6507
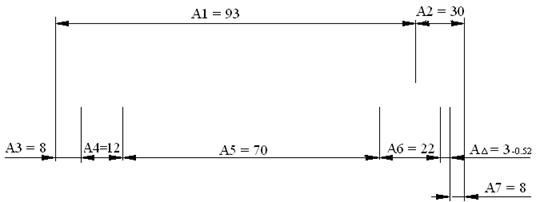
9. Расчет размерной цепи Расчет размерной цепи методом, обеспечивающим полную взаимозаменяемость Исходные данные AD = 3 A1 = ? мм A2 = 30 мм A3 = 8 мм A4 = 12 мм A5 = 70 мм A6 = 22 мм A7 = 8 мм
Рисунок 8.1-Схема размерной цепи А1 = А3 + А4+ А5+ А6 + А7 + АD- А2 А1 = 8+12+70+22+8+3-30=93 мм Увеличивающие звенья – A1, A2, Уменьшающие звенья – A3, A4.A5, A6, A7. Проверяется выполнимость условия 3= (93+30)-(8+12+70+22+8) 3=3 – условие выполняется Определяется среднее количество единиц допуска (коэффициент точности)
где ТAD - допуск замыкающего звена, мкм, ТAD=800 мкм;
i – значение единицы допуска каждого составляющего звена, мкм, i = 2,17+1,31+0,09+1,08+1,86+1,31+0,9=9,53 мкм [3] таблица М.2
Определяется квалитет составляющих звеньев по найденному значению аср., исходя из условия аст£аср. A1 =93 ; аст=100 (11 квалитет) A2 = 30; аст=100 (11 квалитет) A3=8; аст=64 (10 квалитет) A4=12; аст=64 (10 квалитет) A5 =70; аст=64 (10 квалитет) A6 =22; аст=64 (10 квалитет) A7 =8; аст=64 (10 квалитет) Определяются допуски составляющих звеньев ТAi по выбранному квалитету точности и номинальным размерам соответствующих звеньев Ai, используя данные [1] таблицы М.2 A1 =93 ; Т A1= 220мкм A2 = 30; Т A2=130 мкм A3=8; Т A3=58 мкм A4=12; ТA4=70 мкм A5 =70; ТA5 =120 мкм A6 =22; ТA6 =84 мкм A7 =8; ТA7 =50 мкм Производится проверка равенства
800 ¹220+130+58+70+120+84+58= 740 мкм Определяется погрешность: Получены предельные отклонения звеньев: A1 =93±IT11/2(±0,11) A2 = 30± IT11/2(±0,065) A3=8 h10 (-0,058) A4=12 h10 (-0,07) A5 =70 h10 (-0,12) A6 =22 h10 (-0,084) A7 =8 h10 (-0,058) Проверяется правильность назначенных отклонений составляющих звеньев:
0,28 ³ (0,11+0,065) - (-0,058-0,07-0,12-0,084-0,058) = 0,565 мкм
-0,52 £ (0,11+0,065) - (0+0+0+0+0)=0,175 мкм В качестве увязочного звена выбираем ступенчатый размер А1.
Получены предельные отклонения звена: A1 =93b11( Производится проверка равенства:
800 ¹220+130+58+70+120+84+58= 740 мкм Проверяется правильность назначенных отклонений составляющих звеньев:
0,28 ³ (0,220+0,065) - (-0,058-0,07-0,12-0,084-0,058) = 0,235 мкм
-0,52 £ (-0,440-0,065) - (0+0+0+0+0)=-0,505 мкм
800 ³ 220+130+58+70+120+84+58= 740 мкм Таблица 9.1 Расчетные данные размерной цепи
Расчет размерной цепи теоретико-вероятностным методом |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.