 |
|
МЕНЮ
|
Курсовая работа: Проект завода по производству блоков из неавтоклавного газобетона, мощностью 25000 м3/годТак, основным исходным параметром является величина плотности газобетона. Она включает твердую часть (ТВ) и если не учитывать вес порообразователя «ПОС-15» (менее 1%) и связанной воды (около 1%), тогда ТВ равно общему весу цемента и наполнителя. Принимая количество цемента ПЦ М400ДО в смеси 60%, получаем 300 кг. Соответственно, наполнитель – 200 кг. Количество «ПОС-15» берем из табличных данных для данной плотности из табл. 2.3., соответственно 2.2 кг/куб. м. Водотвердое условно примем 0,57, тогда количество воды составит ТВХО, 57=285 л. Отметим особо, что на горбушку необходимо увеличить количество сырья примерно на 5…10%. Однако, если имеется свежая горбушка или обрат, то его необходимо вернуть в процесс. В случае ровной и последовательной работы обрат постоянно обращается в процессе подготовки раствора и не влияет существенно на экономику. В табл. 3.1 приведены рекомендации по расходу материалов в производстве газобетона различных плотностей с учетом марок применяемого цемента. Таблица 3.1. Расход сырья в производстве неавтоклавного газобетона различных плотностей с учетом марок применяемого цемента
3. Способы производства неавтоклавного газобетона Неавтоклавный газобетон производится с конкретной целью для получения изделий (блок) или монолита (полы). Поэтому, в зависимости от этого различают способы производства газобетона. В свою очередь каждый способ предполагает свой перечень оборудования и свои специфические производственные особенности. Различают как минимум два основных способа получения газобетона: монолитом (полы, кровля, бассейны, монолитная стена, художественные изделия и т.п.) и стеновыми блоками, с правильными повторяющимися геометрическими размерами. Монолитный газобетон. Продукция – стяжки под полы и кровлю, монолитная стена ограждения, плита перекрытия до 6 м длиной, заполнение колодцевой кирпичной кладки и т.п. Форма или заливочная карта должна соответствовать возможности миксера, с учетом подъема смеси, включая горбушку. Крайне желательно, чтобы слив раствора происходил одновременно в несколько форм, а не в порядке очередности. Материал для изготовления форм может использоваться практически любой, однако лучшим будет наиболее теплосберегающий (дерево, пластик и т.д.). Герметизация форм осуществляется любым уплотнителем, в том числе и оконным поролоном. Особое внимание обращают на нижнюю часть формы, где наблюдается наибольший риск протечек во время слива раствора. При необходимости форма проверяется на герметичность наливом воды. Форма должна закрываться после налива раствора полиэтиленом или другим подобным материалом для сохранения тепла. Раствор не должен прилипать к элементам формы, для этого используют разделяющие составы типа эмульсола (например, марки «ЭПМ» от НИиХП) с расходом при подготовке смазки до 3 кг на 100 литров воды или специального «концентратора смазки «КСФ-1» (НИиХП) с расходом 9 кг на 100 литров воды. Можно изготовить всю форму из материала с «нулевой» адгезией типа фторопласта. Миксер является основным и ответственным аппаратом, предназначенным для интенсивной и длительной эксплуатации. Газобетон с применением «ПОС-15» изготовляется в скоростном миксере принудительного действия объемом до 2,0 куб. м газобетонного раствора при скорости вращения крыльчатки 1000…3000 об/мин., в зависимости от требуемой производительности. При малых скоростях вращения крыльчатки до 100…300 об/мин. происходит расслоение (стратификация) раствора. Пустой миксер должен легко перемещаться к месту заливки форм в заводских условиях и к месту заливки в опалубку в условиях строительной площадки. Возможно обойтись без больших затрат и изготовить самим небольшой, но практичный в работе миксер по следующим требованиям, наподобие стиральной машинки на базе 200-литровой бочки:– оптимальное количество оборотов 900…1500 об/мин; динамика раствора внутри емкости миксера – подъем снизу вверх па центру, общее вращение по часовой стрелке и обрушение по стенкам;– форма активатора любая из пластины или подрезанного уголка, отдаленно похожая на винт самолета с «углом атаки», примерно 15…20 градусов и размахом лопасти 100…150 мм;– слив через дно емкости или низ цилиндра бочки через патрубок и шаровый кран, через выпуск подобно сливному бачку, либо по другому (например, просто поднять сливной шланг, надетый на патрубок); двигатель можно приспособить снизу – сбоку, привод может быть ременный, однако можно и проще – двигатель на лапах установить наверху напрямую, соосно с наклоненным слегка рабочим длинным валом; крышка бочки разрезанная, складывающаяся, чтобы ее можно было закрыть и защелкнуть после загрузки; для устранения вибрации вал должен «протыкать» дно бочки опираясь на закрепленный сухой подшипник снизу; для недопущения течи использовать «сантехнический клиновой зажим» с обычным уплотнителем и регулировкой уплотнения двумя подтягивающими болтами;– желательна колесная база – два колеса и опорный костыль;– сверху под крышкой обязательна съемная защитная решетка, на которую подают разрезанные мешки с цементом и наполнителем. Такой небольшой установкой возможно производить 10 куб. м газобетона в смену за 8 часов непрерывной работы. «Цикл может составить до 20 мин. Но при этом подача цемента и наполнителя в мешках. Удобство такой установки в том, что она весит около 80 кг и легко проходит через дверной проем. При этом миксер неприхотлив и ремонтопригоден. Возможны и другие разработанные конструкции миксеров до 1,5…2,0 куб. м газобетонного раствора, работающие в целом по такому же принципу. Производство газоблоков. Продукция – стеновые газоблоки размером 600х300х200 мм или 600х300х100 мм, или другие реальные размеры в зависимости от традиций района и заказа. Размеры строго ограничены размерами конкретной формы.
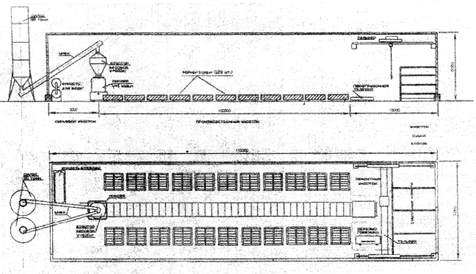
Рис. 3.1. Схема линии неавтоклавных газоблоков по формовочной технологии производительностью 100 куб. м/сут В основе рассматриваемой технологии лежат следующие основные позиции (рис. 3.1): сырьевой участок в начале технологической линии для оптимизации состава сырья с целью максимальной механизации весового взвешивания, своевременного составления рецептурной смеси, подготовки воды и ее дозирования. Сырьё поступает со склада сырья или силоса, примыкающего к производственному корпусу, и при помощи винтового конвейера поступает в дозатор, откуда подается прямо в миксер;– технологические линии для создания наилучших условий подготовки и транспортировки рабочего раствора и его слива, стабильных режимов для подъема смеси и ее скорейшего твердения; миксеры движутся по узкоколейным путям, как базовой транспортной магистрали; секционные формы располагаются симметрично по обе стороны узкоколейки; кассетные формы располагаются статично на специальных «подушках», которые могут включать гидроизоляцию, теплоотражающий слой, теплоизоляционный пласт, дажесистему электрического или водяного обогрева типа «теплые полы». Отметим, что в общем случае могут перемещаться и кассетные формы; участок приема «сырых газоблоков», в противоположном конце технологической линии; камер «выдержки» газоблоков для ускорения набора прочности, где, в зависимости от интенсивности прогрева, длительность процесса будет соответственно колебаться; складской комплекс готовой продукции. В целом производство газоблоков направлено на достижение достаточно высокой геометрической точности и стабильных физических параметров продукции. Организация производства газоблоков предполагает строгую технологическую последовательность операций. При этом предполагается: минимальное время на загрузку сырья, время перемешивания и слив рабочего раствора; жесткая по времени организация поточного производства; возможная автоматизация некоторых операций:– раздельно подготавливается вода и сырьевая смесь (цемент и наполнители). Вода, при необходимости, прежде чем поступить в смеситель, предварительно подогревается до температуры +20…+25 град. С и поступает в промежуточную ёмкость, из которой насосом через специальный патрубок поступает в смеситель. Либо устанавливают прямоточный электронагреватель воды;– в прибывший миксер на сырьевой участок ведется последовательная загрузка воды затем цемента, наполнителя и порообразователя «ПОС-15» при работающей крыльчатке; далее работающий или отключенный миксер прибывает на место розлива смеси, где производится опорожнение зараз миксера от готового газобетонного раствора одновременно в одну или две кассетные формы. Автоматика, установленная на миксере, позволяет выдерживать определенные интервалы времени. После слива газобетонного раствора в формы устанавливают внутренние простенки, форму накрывают теплоизолирующим колпаком, а миксер возвращают на сырьевой участок. Транспорт миксера осуществляется вручную, а может с электроприводом – типа дрезины, с полной автоматикой – с сенсорами и адресной остановкой с пульта управления (зависит от возможностей);– «впереди» по технологической линии другое звено бригады производит разборку ранее залитых форм и уже отвердевших газоблоков, вынимает газоблоки и грузит их на специальную узкоколейную тележку (на поддоны), смазывает формы и собирает их для новой заливки;– загруженная сырыми блоками узкоколейная тележка вручную сопровождается в конец линии, где газоблоки вместе с поддоном снимают и перевозят на участок срезки горбушки (если горбушку не срезали раньше – через 4 часа после заливки);– затем блоки укладывают окончательно на товарный поддон в закрывающиеся камеры досушки на 1… 2 дня (температура 40…60 град. С). Тепло лучше обеспечивать снизу – через полы (около 130 Вт/кв. м); после досушки готовые блоки вывозят из камеры, упаковывают (лучше обернуть в полиэтилен для сохранения влаги) и транспортируют на склад готовой продукции. В табл. 3.2. приведены основные параметры формовочного цеха. Таблица 3.2. Параметры производства газоблоков 100 куб. м/сутки по формовочной технологии
Относительно оборудования сырьевого участка, металлоконструкций, вспомогательных и подъемных механизмов приводится аналогия с резательной технологией. Резательная технология. Готовая смесь через нижнюю горловину смесителя выгружается в металлическую форму. Форма массива состоит из двух частей – поддона и съемной опалубки. Поддон представляет собой тележку на четырех стальных колесах с деревянным основанием, выступающим над металлическим каркасом. Съемная опалубка состоит из двух частей «г» – образной формы и в собранном виде образует четыре грани, формирующих массив. Перед заливкой пенобетонной смеси, съемная опалубка собирается, смазывается специальным раствором или прокладывается промасленной бумагой и ставится на поддон. Для обеспечения герметичности, соединения формы проклеиваются специальным уплотнителем. После заполнения пенобетонной смесью, форма при помощи позиционного транспортера, доставляется к месту набора распалубочной прочности. Время набора распалубочной прочности зависит от многих факторов (конкретного состава, марки цемента, температуры и т.д.) и колеблется от 4-х до 8-ми часов. Для обеспечения высоких прочностных характеристик материала очень важно в момент набора прочности обеспечить жесткий температурный режим. В зависимости от используемых материалов необходимо поддерживать температуру 40–50°С на участке до разрезки массива (4–8 часов) и 60–90°С на участке после разрезки массива (до 16 часов). По истечении времени набора прочности съемная опалубка разбирается и поддон с массивом подается к посту разрезки. Опалубка очищается, собирается, смазывается, устанавливается на свободный поддон и подается на заливку. |
|||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.