 |
|
МЕНЮ
|
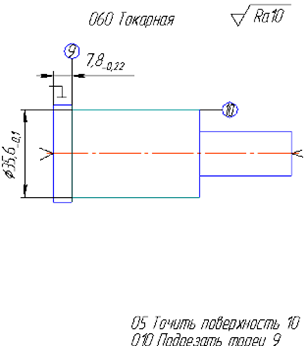
Дипломная работа: Определение показателей технологичности детали АД2.10 Проектирование и выполнение чертежа заготовки полумуфты правой Учитывая назначение и условия работы детали, ее конфигурацию, свойства материала и тип производства (серийное), а также типовые рекомендации, в качестве заготовки был выбран пруток. Исходя из предполагаемой конфигурации заготовки, разработанной ранее с учетом принятого метода ее получения, и рассчитанных с помощью расчетно-аналитического и нормативного методов размеров заготовки, выполняем чертеж заготовки полумуфты правой 2006.СТАТЫЛ.243-05 в масштабе 1:1 на листе формата А4 2.11 Формирование окончательного плана маршрутно-операционного технологического процесса Первичное формирование плана технологического процесса обработки полумуфты осуществлялось в домашнем задании осеннего триместра. При расчетах припусков и анализе технологического процесса с использованием прикладной теории графов план пересматривался с точки зрения его оптимизации для получения наибольшей эффективности, т.е. получения заданных параметров точности поверхностей с минимальными затратами. При пересмотре структура технологического процесса подверглась усовершенствованиям и изменениям: - были добавлены формообразующие операции – введена заготовительная операция на которой производится раскрой сортового прутка на заготовки; - введение термических операций после; - изменено количество и общее расположение по технологическому процессу дополнительных операций – контрольных, слесарных. Все сделанные изменения, несмотря на некоторое увеличение общего количества операций, повысили общую экономичность технологического процесса. Уточненная и измененная версия плана технологического процесса выполнена в электронном виде с помощью системы компьютерного проектирования КОМПАС 7+,представлена в чертеже 2006.СТАТЫЛ.243-06, формат А1. Маршрут обработки поверхностей полумуфты. 005 Заготовительная; 010 Термообработка; 020 Токарная с ЧПУ; 030 Токарная с ЧПУ; 040 Токарная; 050 Токарная; 060 Токарная; 070 Притирочная; 080 Шлифовальная; 090 Токарная; 100 Зубодолбёжная; 110 Зубошлифовальная; 120 Универсально-фрезерная; 130 Фрезерная; 140 Фрезерная; 150 Термообработка; 160 Токарная; 170 Термообработка; 180 Шлифовальная; 190 Токарная; 200 Токарная; 210 Токарная; 220 Токарная; 230 Токарная; 240 Токарная; 250 Токарная; 260 Шлифовальная; 270 Шлифовальная; 280 Слесарная; 290 Слесарная; 300 Контрольная; 310 Наружный осмотр, окончательный контроль, приемка детали. Заполнение нормативной документации. 2.12 Разработка и оформление комплекта технологической документации, в т.ч.: все маршрутные, 5 операционных карт и 5 операционных эскизов2.12.1. ТочениеРасчет режимов резания проводим для токарной операции № 060.
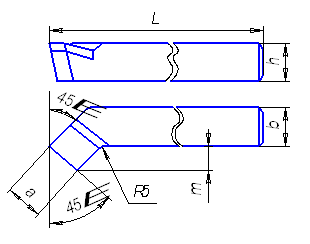
Рисунок 2.3 05 – Точить поверхность 10 1.Выбор оборудования. Для данной операции выбираем станок 16Б04A токарно-винторезный [6, с.16, т.9]. При выборе станка принимаем во внимание мощность необходимую для резания и максимальный диаметр обрабатываемой детали. Технологические характеристикиНаибольший диаметр обрабатываемой заготовки: 39,9 Наибольшая длина обрабатываемой заготовки, мм 98,6 Частота вращения шпинделя, об/мин 320-3200 Число скоростей шпинделя бесступенчатое регулирование Подача суппорта: продольная, мм/мин 0,01-0,175 поперечная, мм/мин 0,005-0,09 Мощность электродвигателя главного привода, кВт 1,2 Габаритные размеры: длина, мм 1310 ширина, мм 690 высота, мм 1360 Масса, кг 1245 2. Выбор и обоснование режущего инструмента. Так как обрабатывается наружная и прилегающая к ней торцовая поверхности, то выбирается токарный проходной отогнутый резец с пластинами из твердого сплава по ГОСТ 18868-73 [6, с.119, т.4]. Материал резца - твердый сплав Т15К6.
Рисунок 2.4 Эскиз резца приведен на рисунке Основные параметры резца: H = 16 мм; B = 10 мм; L = 100 мм; m = 8 мм; R = 0,5 мм; a=8 мм; 3. Определение величины подачи инструмента. Назначим подачу [6,
с.266, т.11] S = 0,5 мм/об. Т.к. станок имеет бесступенчатое регулирование
подач, то принимаем выбранное значение подачи 4. Выбор периода стойкости инструмента. Выберем период стойкости инструмента, учитывая, что ведется черновая обработка Т = 60 мин. 5. Определение общего поправочного коэффициента Kv. Определим общий поправочный коэффициент:
где
6. Расчет скорости резания.Определим скорость резания по формуле [12,с.265]:
где
7. Расчет частоты вращения заготовки и действительной скорости резания.
8. Расчет силы резания Расчет силы резания осуществим по формуле [6, с.271]:
где t = 3,25 мм – глубина резания,
где
9. Определим крутящий момент Определим крутящий момент по формуле [6, с.271]:
10. Расчет мощности привода станка Расчет мощности привода станка производим по формуле:
где
11. Произведем расчет выбранных элементов режима резания:
1,2 > 1,172 – условие выполняется. 12. Расчет основного времени точения Расчет основного времени точения производим по формуле:
где S-подача исходя из
характеристик станка,
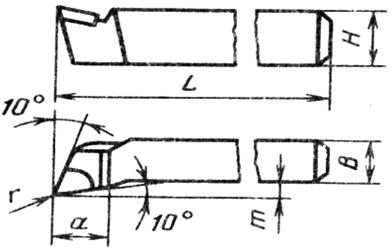
Подрезать торец 9 1. Выбор инструмента. Для подрезки торца выбираем токарный подрезной отогнутый резец с пластинами из твёрдого сплава по ГОСТ18880-73 (2, стр.121, т.8), материал резца – Т15К6. Эскиз резца представлен на рисунке 2.5
Рисунок 2.5 H=16; B=12; L=100; m=5; a=12; r=1 2. Определение глубины резания. При черновом точении глубина резания принимается равной припуску на обработку. t=z=0,35мм. 3. Определение подачи. S=0,4 (мм/об) (2, стр.266, т.11). 4. Определение скорости резания. Скорость резания при точении рассчитывают по формуле:
Где Т=60 мин, Сv=47, x=0,15, y=0,35, m=0,20;
где
Таким образом, скорость резания будет равна:
5. Определение расчетной частоты вращения шпинделя. Расчетная частота вращения определяется по формуле:
6. Определение силы резания. При точении составляющие силы резания рассчитывают по формуле:
где Cp=200, x=1, y=0,75, n=0 – при расчете тангенциальной составляющей Pz; Cp=125, x=0,9, y=0,75, n=0 – при расчете радиальной составляющей Py; Cp=67, x=1,2, y=0,65, n=0 – при расчете осевой составляющей Рх (2, стр.273, т.22);
kmp= kjp=1,08 – при расчете тангенциальной составляющей Pz; kjp=1,3 – при расчете радиальной составляющей Py; kjp=0,78 – при расчете осевой составляющей Рх (2, стр.275, т.23); kgp=1,25 – при расчете тангенциальной составляющей Pz; kgp =2 – при расчете радиальной составляющей Py; kgp =2 – при расчете осевой составляющей Рх (2, стр.275, т.23); klp=1,0 – при расчете тангенциальной составляющей Pz; klp =1,7 – при расчете радиальной составляющей Py; klp =0,65 – при расчете осевой составляющей Рх (2, стр.275, т.23); Таким образом поправочный коэффициент будет равен:
Составляющие силы резания будут равны:
7. Определение мощность резания. При точении мощность резания рассчитывают по формуле:
11. Произведем расчет выбранных элементов режима резания:
1,2 > 0,893 – условие выполняется. 12. Расчет основного времени точения Расчет основного времени точения производим по формуле:
где S-подача исходя из
характеристик станка,
2.12.2 Сверление Расчет режимов резания производим для операции № 050 .
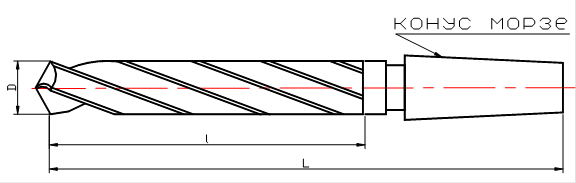
Рисунок 2.6 Переход 005 – Сверлить отверстие 39 1. Выбор оборудования. Для данной операции выбираем станок 16Б04A токарно-винторезный [6, с.16, т.9]. При выборе станка принимаем во внимание мощность необходимую для резания и максимальный диаметр обрабатываемой детали. Технологические характеристикиНаибольший диаметр обрабатываемой заготовки: 200 Наибольшая длина обрабатываемой заготовки, мм 350 Частота вращения шпинделя, об/мин 320-3200 Число скоростей шпинделя бесступенчатое регулирование Подача суппорта: продольная, мм/мин 0,01-0,175 поперечная, мм/мин 0,005-0,09 Мощность электродвигателя главного привода, кВт 1,2 Габаритные размеры: длина, мм 1310 ширина, мм 690 высота, мм 1360 Масса, кг 1245 2. Выбор режущего инструмента.Для сверления отверстия 39 Æ8 мм используем спиральное сверло с коническим хвостовиком по ГОСТ 10903-77 [6, с.137, т.40]. Материал режущей части - быстрорежущая сталь Р6М5К5. Эскиз сверла приведен на рисунке. Хвостовик из конструкционной стали 40Х. Геометрические параметры сверла.
Рисунок 2.7 Основные данные инструмента занесены в таблицу 2.8 Таблица 2.8
3. Назначение глубины резания. Под глубиной резания при сверлении подразумевается расстояние от обрабатываемой поверхности до оси сверла (при сверлении в сплошном металле):
4. Расчет величины подачи.Назначаем величину подачи в зависимости от обрабатываемого материала, диаметра обработки, материала инструмента и др. технологических факторов [6, с.277, т.25]. Для диаметра сверла 8мм, подача 0,11…0,14мм/об. Sрасч = 0,12мм/об. 5. Согласование подачи с техническими характеристиками станка.Строим ряд частот вращения шпинделя:
Значения частот вращения шпинделя сводим в таблицу 2.9 Таблица 2.9
Аналогично строим ряд подач: |
 ;
; 
 , (2. стр.261, т.1);
, (2. стр.261, т.1); (2, стр.264, т.9).
(2, стр.264, т.9).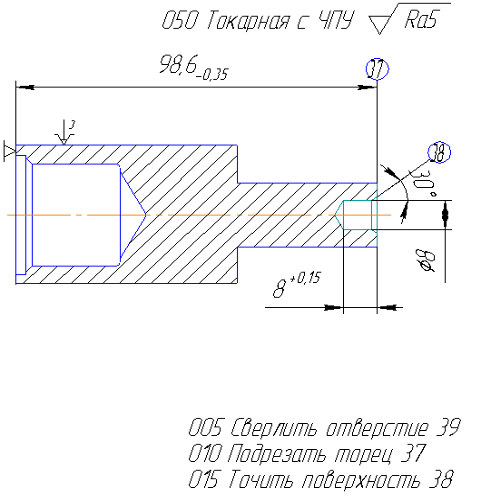
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.