Дипломная работа: Определение показателей технологичности детали АД
Дипломная работа: Определение показателей технологичности детали АД
1.1 Анализ рабочего
чертежа и определение показателей технологичности детали АД
Полумуфта правая является составной деталью узла
входного вала (привода постоянных оборотов) привода-генератора и служит для
передачи вращения от входного вала на дифференциал (рисунок 2.1)
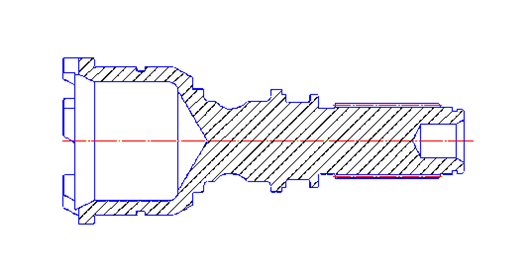
рисунок 1.1 - Полумуфта
правая
Входной вал получает
вращение от коробки приводов изделия через рессору. Далее через полумуфту
вращение передаётся на червячный вал и дальше на дифференциал.
Деталь полумуфта правая
работает при сравнительно больших крутящих моментах и больших скоростях
соединяемых валов (5000-8500 об/мин). При частоте <5000 об/мин невозможно
получить заданную частоту на выходном валу.
В случае неисправности
привода или генератора входной вал отключается от остальной передачи привода с
помощью механизма отключения. При неисправности червячный вал, вращаемый
полумуфтой, переместится влево (под действием электромагнита) и выведет
полумуфту из зацепления.
Правая часть полумуфты
работает в воздухе, а левая часть полумуфты в корпусе привода (в масле).
Передача рессора-полумуфта смазывается жидкостью ИПМ-10.
Материал детали –
химический состав, физико–механические характеристики, технологические свойства
Характеристика материала,
из которого изготавливается деталь полумуфта правая, представлена в таблице 1.1.
Таблица 1.1 - Сведения о
материале детали
| Марка стали |
Вид поставки:
Поковки – ГОСТ 8479-70;Сорт. прокат
– ГОСТ 2590-57
Полоса – ГОСТ 103-57; Загот.
квадратная – ГОСТ 4693-57
Загот. прямоугольная – ГОСТ 9137-59
|
16Х3НВФМБ-Ш (Ди39-Ш)
|
Химический состав, %, по ГОСТ
4543-71
|
Т-ра критических
точек, °С
|
| С |
Si |
Mn |
Cr |
Ni |
S |
P |
Cu |
Ас |
Ас3 |
Аr1 |
Ar3 |
| 0,13-0,19 |
0,17-0,37 |
0,50-0,90 |
2,65-3,25 |
0,4 - 0,8 |
£
,025
|
£
,025
|
£0,30 |
805 |
870 |
640 |
--- |
| Механические свойства при 20°С |
Режим
термообработки
|
Сечение, мм |
 
|
 
|

%
|

%
|


|
Твердость HRC |
Твердость HB |
| операция |
t,°C |
охл. среда |
не менее |
| отпуск |
630-650 |
воздух |
|
не определяются |
---- |
£
269
|
|
закалка1
закалка2
отпуск
|
860
780
180
|
воздух
масло
воздух
|
15 |
110 |
130 |
9 |
45 |
8 |
|
|
|
цемент-я
нормал-я
отпуск
закалка
отпуск
|
920-950
900-920
630-660
780-820
150-200
|
--------
воздух
воздух
масло
воздух
|
до 150 |
85 |
110 |
9 |
35 |
8 |
Поверхн.
56-63
|
Сердцевины
321-420
|
|
цемент-я
закалка
отпуск
|
900-920
780-810
180-200
|
воздух
масло
воздух
|
до
50
|
107 |
125 |
12 |
45 |
12 |
Пов.
56-63
|
Сердц. ³ 360 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Назначение.
Шестерни, вал-шестерни, кулачковые
муфты, пальцы и др. особо ответственные высоконагруженные детали, к которым
предъявляются требования высокой прочности, пластичности и вязкости
сердцевины и высокой поверхностной твердости, работающие под действием
ударных нагрузок или при отрицательных температурах.
|
| Предел выносливости |
|

|

|
сечение,
мм
|

|

|

|
HB
|
| 63 |
38 |
150 |
107 |
125 |
12,0 |
> 360
|
Технологические свойства
|
| Температурные параметры ковки |
Охлаждение поковок, изготовленных
|
| состояние |

нагрева
металла,
°С
|
 конца ковки, °С конца ковки, °С
|
из слитков (С) |
из заготовок (З) |
|
интенсивные
обжатия
|
проглаживание |
размер
сечения
|
условия
охлаждения
|
размер сечения |
условия охлаждения |
С
|
1200 |
800 |
700 |
до 500 |
отжиг, переохл. |
до 100
101-350
|
на возд.
в яме
|
З
|
1200 |
800 |
700 |
Свариваемость
|
Обрабатываемость
резанием
|
Флокеночувствительность |
|
Трудно свариваемая.
Способы сварки: РДС, АДС под флюсом,
ЭШС.
Необходим подогрев и последующая
т.о.
|
В состоянии после ковки при HB
156-163
 =1,40 (твердый сплав), =1,40 (твердый сплав),
 =0,75 (быстрорежущая сталь) =0,75 (быстрорежущая сталь)
|
Сильно
чувствительна
|
| Склонность к отпускной хрупкости |
| Мало склонна |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Страницы: 1, 2, 3, 4, 5
|
