 |
|
МЕНЮ
|
Реферат: Проектирование режущего инструментаКонструкция зенкера имеет много общего с конструкцией сверла, особенно это, относится к зенкерам типа 1, 3. Более высокая жёсткость конструкции, увеличение по сравнению со сверлом числа зубьев и соответственно центрующих ленточек обеспечивают лучшее направление зенкера в процессе работы и более высокое качество обработанной поверхности. Количество зубьев зенкера Z зависит от типа зенкера и его диаметра, в данном случае Z=3 (7, Табл. 3). Хвостовые зенкеры изготавливаются сварными, положение сварного шва задаётся размером lc=60мм. Хвостовик для зенкеров типа 1, 3 и 6 состоит из конической базовой поверхности, служащей для центрирования зенкера и передачи крутящего момента, и лапки. Лапка предохраняет хвостовик зенкера от проворачивания в шпинделе станка в случае, когда момент сил трения на конической поверхности оказываются меньше сил резанья. Такая ситуация возникает при врезание зенкера в заготовку. Хвостовик выполнен в форме конуса Морзе №2 (7, Табл.5), его размер выбирается по АТ8 ГОСТ 2848-75. Для изготовления последующих переточек хвостовой зенкер снабжён центровым отверстием формы В по ГОСТ 14034-75. Допуск на изготовление конических базовых поверхностей зенкера выбираются по ГОСТ 2848-75. Исполнительный размер диаметра зенкера D устанавливается с ГОСТ 12509-75. Предельные отклонения для D=17,9мм: верхнее – -0,210, нижнее - -0,237 (7, Табл.6).
D=d0+T0-P, где D – диаметр зенкера; d0 – номинальный диаметр отверстия; T0 – допуск изготовление отверстия; Р – разбивка отверстия; Tз – допуск на изготовление зенкера. Длина стружечной канавки: lк = l1 + l2 + l3 + l4 + l5, где l1- допустимое стачивание l1 = l * n; где l - стачивание за одну переточку l = 1.3 (7,табл.4); n - количество переточек n = 45 (7,табл.4), тогда l1 = 1.3 * 45 = 58.5 мм; l2 - выход зенкера из обрабатываемого отверстия l2 = 3 мм (7,стр.8); l3 - длина отверстия l3 = 40 мм; l4 - длина кондукторной втулки l4 = 0; l5 - минимально допустимая длина канавки для свободного выхода стружки (7,стр.8) l5 = 1.5 * d = 1.5 * 20 = 30 мм; lк = 58.5 + 3 + 40 + 30 = 131.5 мм. Уточняем lк по ГОСТ 12489-71: lк = lк ГОСТ = 80 мм, а общая длина сверла L = 174мм. Положение места сварки lс = 60мм. Профиль стружечных канавок. Форма и размеры стружечных канавок зенкеров должны, с одной стороны, обеспечивать размещение и свободный отвод стружки, а с другой, - достаточную жесткость зенкеров. Кроме того, форма и расположение стружечной канавки, определяют форму передней поверхности и значение переднего угла. При выборе стружечной канавки необходимо учитывать ее технологичность. По рекомендациям (7, стр.24-25) выбираем трех радиусную форму канавки. Этот профиль обеспечивает благоприятные условия для образования и завивания стружки, он также достаточно технологичен. 7. Проектирование зенковки. Одной из разновидностей операции зенкерования является операция образования цилиндрических ступенчатых, конических и торцевых поверхностей, выполняемых специальным осевым инструментом – зенковками. Зенковка коническая предназначена для изготовления фаски 2х45° в отверстии 18. Обоснование выбора геометрических параметров зенковки. Геометрические параметры режущей части заданы в сечении перпендикулярном режущей кромке величиною заднего угла шириной фаски f и углом заострения зуба . По рекомендациям (7, стр.30) выбираем: 12°; f = 1.2; = 40°. Исходя из назначения зенковки, угол при вершине 2= 90°. Число зубьев зенковки (7, стр.22) z = 8. Берём зенковку типа № 9, ГОСТ 14253-80 с углом при вершине 90о, с коническим хвостовиком в форме конуса Морзе № 3 (7, Табл.5), его размер выбирается по АТ8 ГОСТ 2848 - 75. Обоснование выбора материала режущей и крепежной части. Выбора материала режущей части и хвостовика зенковки (2, стр.115 таб.2), при обработке сталей, экономически выгодно использовать зенковки из быстрорежущей стали Р6М5 ГОСТ 19256-73. Для экономии быстрорежущей стали, зенковки делают составным неразъемным, сваренным, с помощью контактной сварки оплавлением. Хвостовик изготавливают из стали 40Х ГОСТ454-74. Хвостовик выполнен в форме конуса Морзе №2 (7, Табл.5), его размер выбирается по АТ8 ГОСТ 2848-75. Для изготовления последующих переточек хвостовой зенкер снабжён центровым отверстием формы В по ГОСТ 14034-75. Допуск на изготовление конических базовых поверхностей зенкера выбираются по ГОСТ 2848-75. 8. Проектирования развёртки. Обоснование использования инструмента. Развертка предназначена для обработки отверстия с целью повышения его точности до 7 квалитета и уменьшения шероховатости до Ra = 2.5. Обоснование выбора материала режущей и крепежной части. Исходя из твердости обрабатываемого материала - 207НВ, принимаем решение об изготовлении развертки из быстрорежущей стали Р6М5 ГОСТ 19265-73. Крепежную часть развертки изготовим из стали 40х ГОСТ 454-74. Обоснование выбора геометрических параметров развертки. Передний угол . Передний угол для подавляющего большинства разверток °. Это способствует укреплению режущего лезвия, уменьшает радиус округления режущего и увеличивает стойкость разверток. Задний угол . Задний угол измеряется в плоскости перпендикулярной режущему лезвию. Величина заднего угла = 6...10°. Учитывая, что меньшие значения соответствуют окончательному развертыванию, принимаем = 10°. Главный угол в плане По рекомендациям (8, стр.9) выбираем 15°. Угол наклона канавок. Большинство типов разверток изготовляются прямозубыми с = 0° (8, стр.9). Расчет и назначение конструктивных размеров развертки. Количество зубьев развертки принимается обычно четным. Количество зубьев можно определить по формуле: z = 1.5*sqrt(d) + (2...4) = 1.5*sqrt(24) + (2...4) = 8. Для получения высокого класса шероховатости обработанной поверхности рекомендуется угловой шаг делать неравномерным (6,стр.4). Исполнительный размер диаметра развертки. Исполнительный размер диаметра развертки устанавливается в зависимости от допуска на развертываемое отверстие. Установление допуска на развертку производится в соответствии со схемой на рис.11.
р 0 domin рис.11 Наибольший диаметр развертки dmax определяется по формуле: dmax = domin + - а, где domin - наименьший диаметр отверстия; р - допуск на изготовление отверстия; а - максимальная величина разбивки; а1 - минимальная величина разбивки; - допуск на износ и перешлифовку развертки; 0 - допуск на изготовление развертки. В соответствии с ГОСТ 13779-77, устанавливающим допуски на исполнительный диаметр разверток, получим: +0,015 +0,008 Профиль стружечных канавок. Форма и размеры стружечных канавок не играют особенно большой роли, поскольку объем снимаемого металла незначителен. Форму заточки и профиль стружечных канавок принимаем в соответствии с (8, стр.10). Хвостовик развертки выполняется коническим - конус Морзе №3 АТ8 ГОСТ 2848 - 75. (8, табл.2 и 3). Центровые отверстия в развертке изготовляются в соответствии с ГОСТ 14034-74 (8, рис.4). 9. Проектирование резца. Обоснование использования инструмента. Подрезной резец с пластиной из твёрдого сплава (ГОСТ 18893-73) предназначен для подрезки торца на заготовке детали. Обоснование выбора материала резца. Режущая часть резца выполнена из твёрдого сплава Т15К6 для более долгого использования резца. Крепежную часть изготовлена из стали 40х ГОСТ 454-74. Пластинка припаяна к основанию с помощью припоя маки Пр. МНМц68-4-2, толщина которого равна 0,1мм. Разрыв слоя припоя не должен превышать 20% его длинны. Расчет, назначение конструктивных размеров резца. Конструктивные размеры резца выбираются по ГОСТ 18893 – 73, т. е. 25X20X140, высота режущей кромки от базы резца h = (0,7…1)H = (0,7…1)*25 = 25мм (11, Резцы). Обоснование выбора геометрических параметров резца. Задний угол . Для твёрдосплавного резца важно знать правильное
значение угла Задняя поверхность
инструмента выполняется из 3-х поверхностей: первая плоскость
рабочая, длинной l = 3мм, с углом Передний угол . Передний угол зависит от механических свойств
материала инструмента и влияет на износостойкость, чем больше Так же как и для задней
поверхности, переднюю поверхность делают из трёх частей с углами: Главный угол в плане Для подрезного резца выбираем угол Вспомогательный угол Радиус закругления
режущей кромки Переточка резца. Переточка резца осуществляется шлифовальными кругами по задней поверхности. В первую очередь затачивается дополнительный задний угол по державке шлифовальным кругом с основой из электрокорунда белого. Затем затачивается дополнительный задний угол по пластине шлифовальным кругом на алмазной основе с металлической связкой М5. И в конце затачивают задний угол по фаске шириной 1.5 мм. – на отрезном резце и 3 мм. – на подрезном резце алмазным кругом на бакелитовой связке Б156 без охлаждения. Заточка дополнительных задних углов производится с СОЖ. 10. Проектирование фрез. Фрезой называется лезвийный инструмент для обработки с вращательным движением резания инструмента (Dг) без возможного изменения радиуса траектории этого движения и хотя бы с одним движением подачи (Ds), направление которого не совпадает с осью вращения. Название фрез устанавливается исходя из какого-либо наиболее определяющего признака или области применения, или конструктивной особенности. 10.1. Проектирование торцевой насадной фрезы. Обоснование использования инструмента. Торцевая насадная фреза предназначена для обработки плоской поверхности корпуса (поз.1) державки фасонного резца шириной В = 60мм. Обоснование выбора материала фрезы. Исходя из твердости обрабатываемого материала - 207НВ, принимаем решение об изготовлении фрезы из быстрорежущей стали Р6М5 ГОСТ 19265-73. Расчет, назначение конструктивных размеров фрезы. Диаметр фрезы: D' = 1,2 * B = 1,2 * 60 = 75мм, где В - ширина обрабатываемой поверхности, Уточняем значение D' по ГОСТ 9304 – 69 (2, стр.187, табл.92): D = DГОСТ = 80 мм. dо - диаметр базового отверстия dо = 32мм, h - высота зуба фрезы. Примем одно-угловую форму зуба для которой: h = 2* Уточняем значение h по ГОСТ 9304-69 : h = 16мм. hс - толщина стенки. Принимаем hс = 10 мм, Число зубьев фрезы: z = 0,12 * D = 0,12 * 80 = 9,6, уточняем значение z: ГОСТ 9304-69 – Z=10. Обоснование выбора геометрических параметров фрезы. Для одно-угловой формы зуба принимаем следующие значения геометрических параметров: 16°, 10°, 25°, r = 0.8мм, f =2, fл = 0.1мм. У торцевых насадных фрез периферийные зубья –
винтовые с углом
|
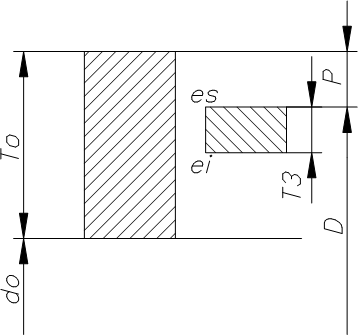 Допуск на диаметр зенкера рассчитывается из условия
обработки отверстия по одиннадцатому квалитету.
Допуск на диаметр зенкера рассчитывается из условия
обработки отверстия по одиннадцатому квалитету.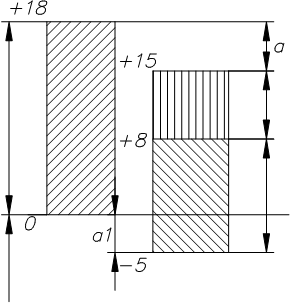
Страницы: 1, 2