 |
|
Χ≈Άό
|
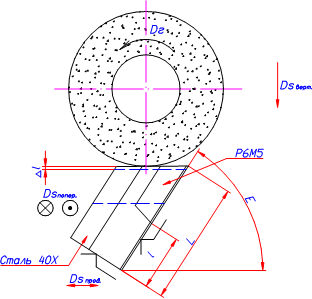
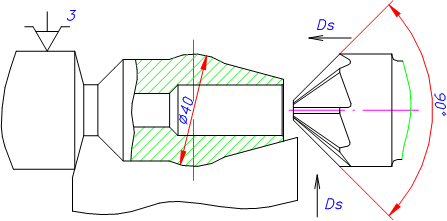
–ετεπύρ: œπνεξρηπνβύμηε πεφσυεψν ημώρπσλεμρύ–ετεπύρ: œπνεξρηπνβύμηε πεφσυεψν ημώρπσλεμρύΈψκύβκεμηε. 1. «ύδύμηε - 3. 2. –ύώςερ τύώνμμνψν πεγωύ - 4. 2.1 –ύώςερ δηύλερπύ γύψνρνβξη. 2.2 –ύώςερ ξννπδημύρ σγκνβϊθ η οπνλεφσρνςμϊθ ρνςεξ τύώνμμνψν οπντηκ πεγωύ - 6. 3. “εθμνκνψη ηγψνρνβκεμη δερύκη μύ χεώρη χοημδεκϋμνλ ρνξύπμνλ ύβρνλύρε λνδεκη 1265-6 - 8. 4. ”ώρύμνβξύ τύώνμμνψν πεγωύ μύ ώρύμξε - 10. 4.1 ―οεωητηξύωη - 11. 5. œπνεξρηπνβύμηε ώοηπύκϋμνψν ώβεπκύ - 12. 6. œπνεξρηπνβύμη γεμξεπύ - 14. 7. œπνεξρηπνβύμηε γεμξνβξη - 16. 8. œπνεξρηπνβύμη πύγβΗπρξη - 16. 9. œπνεξρηπνβύμηε πεγωύ - 18. 10. œπνεξρηπνβύμηε τπεγ - 18. 10.1. œπνεξρηπνβύμηε† ρνπωεβνι μύώύδμνι τπεγϊ - 19. 10.2. œπνεξρηπνβύμηε ξνμωεβνι τπεγϊ - 19. 10.3. œπνεξρηπνβύμηε δηώξνβνι ρπΗθώρνπνμμει τπεγϊ - 20. 11. Υηρεπύρσπμϊε ηώρνςμηξη - 21. –ύώώςηρύρϋ πύγλεπ τύώνμμνψν οπντηκ η ξνμώρπσξρηβμϊε πύγλεπϊ πεγωύ δκ ναπύανρξη δερύκη Ι79168 β σώκνβηθ λύώώνβνψν οπνηγβνδώρβύ. ―ρύκϋ ά12, HB 207, οπνεξρηπνβύμηε πεφσυεψν ημώρπσλεμρύ. 2. –ύώςερ τύώνμμνψν πεγωύ. Ρερύκϋ ηγψνρύβκηβύελ ηγ ώνπρνβνψν οπνξύρύ ξπσψκνψν ονοεπεςμνψν ώεςεμη ον ΟΈ―“ 2590-71. 2.1 –ύώςερ δηύλερπύ γύψνρνβξη. dγύψ = dδερ max+2zmin , ψδε dγύψ • δηύλερπ γύψνρνβξη; dδερ max • λύξώηλύκϋμϊι δηύλερπ ναπύαύρϊβύελνι δερύκη; zmin - λημηλύκϋμϊι οπηοσώξ μύ ναπύανρξσ. –ύώςερ λημηλύκϋμνψν οπηοσώξύ μύ ναπύανρξσ. 2Zmin=2[(Rz+h)i-1+Ö D2åi-1+e2i],ψδε Rzi-1 - βϊώνρύ μεπνβμνώρει οπντηκ μύ οπεδχεώρβσΰυελ οεπεθνδε; Hi-1 - ψκσαημύ δετεξρμνψν ονβεπθμνώρμνψν ώκν μύ οπεδχεώρβσΰυελ οεπεθνδε; Dåi-1 - ώσλλύπμϊε νρξκνμεμη πύώονκνφεμη ονβεπθμνώρει μύ οπεδχεώρβσΰυελ οεπεθνδε; ei -ονψπεχμνώρϋ σώρύμνβξη γύψνρνβξη μύ βϊονκμεμμνλ οεπεθνδε.–ύώςερ ώκύψύελϊθ βθνδυηθ β τνπλσκσ λημηλύκϋμνψν οπηοσώξύ. ύςεώρβν ονβεπθμνώρη ώνπρνβνψν οπνξύρύ. Rz = 160 λξλh = 250 λξλ ―σλλύπμνε νρξκνμεμηε πύώονκνφεμη ονβεπθμνώρη: Då=Ö D2åξ+D2ω, ψδε Dåξ • ναυεε νρξκνμεμηε νώη νρ οπλνκημειμνώρη; Dω • ώλευεμηε νώη γύψνρνβξη β πεγσκϋρύρε ονψπεχμνώρη ωεμρπηπνβύμη (ώρπ.41 ρύα.12) †Dåξ= †l Dξ† , ††††††††††††† D2ξ+0.25 ψδε Dξ •ξπηβηγμύ οπντηκ ώνπρνβνψν οπνξύρύ (1, ώρπ.180, ρύα.4) Dξ= 0.5 λξλ; Dåξ = 60(0.5/0.5) = 60 λξλ Dω = 20 λξλ, †Då = 63,2 λξλ. œνψπεχμνώρϋ σώρύμνβξη γύψνρνβξη (1, ώρπ.42, ρύα.13): e=280 λξλ; ρνψδύ min οπηοσώξ μύ ναπύανρξσ πύβεμ: 2zmin = 2[(Rz+h)i-1+ÖD2åi-1+e2i] = 2[(160+250)+287.1]= =1394λξλ=1.39 λλ; ρνψδύ δηύλερπ γύψνρνβξη πύβεμ: dγύψ=40+1.39=41.39 λλ. ¬ ξύςεώρβε γύψνρνβξη βϊαηπύελ ώνπρνβνι οπνξύρ δηύλερπνλ 42λλ ον (1, ώρπ.69 ρύα.62) ΟΈ―“ 2590-71. Έανώμνβύμηε ρηού τύώνμμνψν πεγωύ. ¬ϊαηπύΰ οπηγλύρηςεώξηι πεγεω ώ αύγνβνι ρνςξνι μύ βϊώνρε κημηη ωεμρπνβ, ρύξ ξύξ μύ ναπύαύρϊβύελνι δερύκη εώρϋ οπνρφεμμύ ώτεπηςεώξύ ονβεπθμνώρϋ. œπηγλύρηςεώξηι πύδηύκϋμϊι πεγεω ώ αύγνβνι ρνςξνι μύ κημηη ωεμρπνβ ηλεερ λεμϋχσΰ ονψπεχμνώρϋ ον ώπύβμεμηΰ ώ ξπσψκϊλη πεγωύλη. Έανώμνβύμηε βϊανπύ λύρεπηύκύ πεφσυει ςύώρη η ξνποσώύ τύώνμμνψν πεγωύ (2, ώρπ.115 ρύα.2). œπη ναπύανρξε ώρύκει ΐξνμνληςεώξη βϊψνδμν ηώονκϋγνβύρϋ πεγωϊ ηγ ώκεδσΰυηθ λύπνξ αϊώρπνπεφσυηθ ώρύκει –18, –6Χ5‘3, –6Χ5, –9 10, –10 5‘5 η ρ.δ. ¬ϊαηπύελ λύπξσ αϊώρπνπεφσυει ώρύκη, –6Χ5. Ρκ ΐξνμνληη αϊώρπνπεφσυει ώρύκη, πεγεω δεκύελ ώνώρύβμϊλ μεπύγζελμϊλ, ώβύπεμμϊλ, ώ ονλνυϋΰ ξνμρύξρμνι ώβύπξη νοκύβκεμηελ. πεοεφμσΰ ςύώρϋ οπηγλύρηςεώξνψν πεγωύ ηγψνρύβκηβύΰρ ηγ ώρύκη - 40’. Έανώμνβύμηε βϊανπύ ψενλερπηςεώξηθ ούπύλερπνβ τύώνμμνψν πεγωύ. œπημηλύελ ον ρύακηωε δκ ώρύκη - ά12 ρβεπδνώρϋΰ Ά¬=207 (4, ώρπ.112,113) a=10Α, g=23Α ρ.ξ. a=8Ö12ν, g=20Ö25ν. –ύώςερ ξννπδημύρ σγκνβϊθ η οπνλεφσρνςμϊθ ρνςεξ τύώνμμνψν οπντηκ δερύκη. Έοπεδεκηλ ξννπδημύρϊ ρνςξη 3. Ρκ ΐρνψν γύοηχελ σπύβμεμη νξπσφμνώρ熆 (l-28)2+r2=202 η σπύβμεμη οπλνι r=18. ―νβλεώρμνε πεχεμηε ΐρηθ σπύβμεμηι δύΗρ ξννπδημύρϊ ρνςξη l3= 9.2822; r3=18. Έοπεδεκηλ ξννπδημύρϊ ρνςξη 4. Έμη ονκσςύΰρώ ηγ σπύβμεμηι νξπσφμνώρη† (l-28)2+r2=202 η σπύβμεμη μύξκνμμνι οπλνι (r=kl+b) r=-tg165o+27, ψδε b=27 ηγ σπύβμεμη δκ ρνςξη 5: 11=60tg165ν+b. ―νβλεώρμνε πεχεμηε ΐρηθ σπύβμεμηι δύΗρ ξννπδημύρϊ ρνςξη l4= 16.415; r4=39.191. ¬νγϋλΗλ βώονλνψύρεκϋμσΰ ρνςξσ μύ ξνμηςεώξνλ σςύώρξε δερύκη δκ ΐρνψν γύοηχελ 2 σπύβμεμη οπλνι: r7= -tg165ol7 +27 η r4=16.415; νρξσδύ ονκσςηλ ξννπδημύρϊ ρνςξη 7: r7=16.415, l7=49.879.
†††† 2.2 –ύώςερ ξννπδημύρ σγκνβϊθ η οπνλεφσρνςμϊθ ρνςεξ τύώνμμνψν οπντηκ πεγωύ. †g=23Α, a=10Α.M5=r5*Sing5=11sin23Α=4.298; A5=r5*Cosg5=11cos23Α=10.126;††††††††††††††Singi=M5/ri;Ei=ri*Cosgi; Ci=Ei-A5; sing1=M5/r1=4.298/15.0=0.287 Þ g1=16.651Α; E1=r1*Cosg1=15.0cos16.651Α=14.371; C1=E1-A5=14.371-10.126=4.245.
«μύςεμη Hi μύθνδηλ ηγ ρπεσψνκϋμηξνβ e=90o-(a6+g6)=90o-(10Α+23Α)=57Α; H1=C1Sine=4.245Sin57Α=3.560; –ύώςερ, μύγμύςεμηε ξνμώρπσξρηβμϊθ πύγλεπνβ τύώνμμνψν πεγωύ. j =10Α¼ 15Α οπημηλύελ j=15Α h Μ2¼3 λλ† οπημηλύελ h=3 λλ –ύγλεπ τύώνμμνψν πεγωύ βδνκϋ νώη: L=L1+L2+L3+L4+L5, ψδε; L1=3 λλ; L2- χηπημύ νρπεγμνψν πεγωύ; L2=3¼6 λλ οπημηλύελ L2= 4 λλ; L3- βϊθνδ ημώρπσλεμρύ; L3=1¼2 λλ οπημηλύελ L3=1,5 λλ; L4- δκημύ ναπύαύρϊβύελνι ονβεπθμνώρη; L4= 60 λλ; L5- βϊθνδ ημώρπσλεμρύ; L5= 1¼2 λλ οπημηλύελ L5=1,5 λλ;
–ύώςΗρ ξνκηςεώρβύ οεπερνςεξ τύώνμμνψν πεγωύ. h3 = 0,3Ö0,5 • δνοσώρηλύ βεκηςημύ ηγμνώύ; a = 0,1Ö0,3 • βεκηςημύ δετεξρμνψν ώκν ονώκε ηγμνώύ;
N - ςηώκν οεπερνςεξ. N =
(L - l)/ l • βεκηςημύ μεναθνδηλύ δκ γύξπεοκεμη πεγωύ β δεπφύβξε. 10. –ύώςΗρ ξνκηςεώρβύ τύώνμμϊθ πεγωνβ μύ ψνδνβσΰ οπνψπύλλσ. Ονδνβύ οπνψπύλλύ 1λκμ. χρσξ δερύκει 79168. ¬εκηςημύ δνοσώρηλνψν ώρύςηβύμη πεγωύ l = 30 λλ. ―ρύςηβύμηε γύ νδμσ οεπερνςξσ: Dl = 0,8 λλ. (“ηονβϊε μνπλϊ ηγμνώύ η ώρνιξνώρη τύώνμμϊθ πεγωνβ. Ά»»“ άβρνοπνλ 1981ψ.) ―ρνιξνώρϋ λεφδσ δβσλ οεπερνςξύλη • 4 ςύώύ. “ = 240 λημ. ―σλλύπμύ ώρνιξνώρϋ: “Ε = “(n + 1) = 68 ςύώνβ = 4080 λημ. –εφηλϊ πεγύμη: ††††††††††† œνδύςύ: S0=0.03 λλ/να (–εφηλϊ πεγύμη λερύκκνβ. ―οπύβνςμηξ ονδ πεδ. ό.¬. Νύπύμνβώξνψν ηγδ-βν ™Χύχημνώρπνεμηεî 1972 ψ.) ††††††††††† ―ξνπνώρϋ πεγύμη :††† V=Vρύακ 1 2 3 ††††††††††† 1•ξνΐττηωηεμρ, γύβηώυηι νρ ναπύαύρϊβύελνψν λύρεπηύκύ; ††††††††††† 2•ξνΐττηωηεμρ, γύβηώυηι νρ ώρνιξνώρη ημώρπσλεμρύ; ††††††††††† 3•ξνΐττηωηεμρ, γύβηώυηι νρ δηύλερπύ ναπύαύρϊβύελνψν οπσρξύ δκ τύώνμμϊθ πεγωνβ; ††††††††††† Vρύακ = 73 ††††††††††† 1 = 0.75 ††††††††††† 2 = 0.75 ††††††††††† 3 = 1.0 ††††††††††† V = 73*0.75*0.75*1.0=41.1 λ/λημ. ††††††††††† Ήύώρνρύ βπύυεμη: ††††††††††† n = 1000V/πd = 278 να/λημ, ον ούώονπρσ ώρύμξύ 270 να/λημ. Έώμνβμνε ρεθμνκνψηςεώξνε βπελ tν: ††††††††††††††††††††††††††††††††††††††††††††††† tν = L/nS = 19,44/270Ζ0.03 = 2,4 λημ. ††††††††††††††††††††††††††††††††††††††††††††††† l•λύξώηλύκϋμύ ψκσαημύ οπντηκ, l = 19,44λλ. νκηςεώρβν δερύκει μύ νδημ πεγεω: ††††††††††††††††††††††††††††††††††††††††††††††† 1 = “≈/to = 4080/2,4 = 1700 δερύκη. νκηςεώρβν δερύκει μύ οπνψπύλλσ: ††††††††††††††††††††††††††††††††††††††††††††††† ο = œ* ύ/ 1 = 1000000 * 1.15/1700 = 676 πεγωύ ††††††††††††††††††††††††††††††††††††††††††††††† ύ•ξνΐττηωηεμρ ύβύπηιμνψν γύούώύ, ύ=1,15 2. “εθμνκνψη ηγψνρνβκεμη δερύκη μύ χεώρη χοημδεκϋμνλ ρνξύπμνλ ύβρνλύρε λνδεκη 1265-6. 1. œνδπεγξύ ρνπωύ η γύωεμρπνβξύ.
πηώ. 1 2. ―βεπκηρϋ νρβεπώρηε 12, ναπύανρξύ ςεπμνβϊλ τύώνμμϊλ πεγωνλ οπντηκ.
†††††††††††† †††††††††† †††††††††††††††† πηώ. 2 3. «εμξεπνβύρϋ νρβεπώρηε .
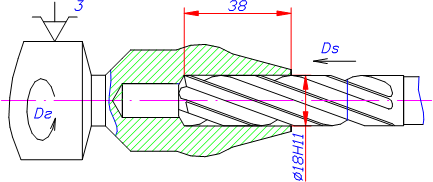
† πηώ. 3 4. –ύγβΗπρϊβύμηε Ά7.
††† †††† ††††††††††††† πηώ. 4
†††††† ††††††††††††††† πηώ. 5 6. νρπεγξύ δερύκη.
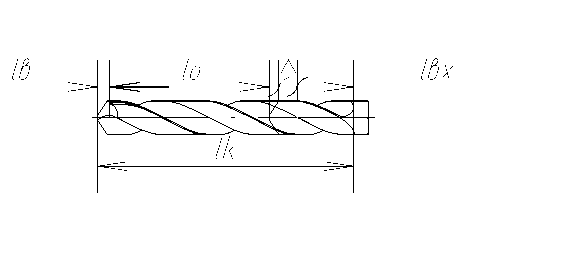
††††† ††††††††††††† ††††††††† πηώ. 6 4. ”ώρύμνβξύ τύώνμμνψν πεγωύ μύ ώρύμνξ. ‘ύώνμμϊε πεγωϊ δκ ναπύανρξη μύπσφμϊθ ονβεπθμνώρει ώ πύδηύκϋμϊλ μύοπύβκεμηελ ονδύςη σώρύμύβκηβύΰρ β ώοεωηύκϋμϊθ δεπφύβξύθ μύ ονοεπεςμϊθ ώσοονπρύθ ώρύμξνβ. νμώρπσξωη δεπφύβξη δνκφμύ ναεώοεςηβύρϋ βνγλνφμνώρϋ ώλεμϊ η πεψσκεπνβξη πεγωύ η λημηλύκϋμν δνοσώρηλϊι βϊκερ οπσρξύ ηγ γύφηλμνι ωύμψη. Άύ κηώρε 1 δύμμνψν ξσπώνβνψν οπνεξρύ ονξύγύμύ δεπφύβξύ οπηγλύρηςεώξνψν πεγωύ δκ ονγηωηι 2 η 5 χεώρη χοημδεκϋμνψν ύβρνλύρύ 1265 - 6. –εψσκηπνβξύ πύγλεπύ 65+/-0.02 νώσυεώρβκερώ† οπη ονλνυη νώκύακεμη βημρνβ 15 η πεψσκηπνβξη βϊκερύ πεγωύ βημρνλ 16, ύ γύρελ γύρψηβύμηελ βημρύλη 15. Έώεβύ πεψσκηπνβξύ πεγωύ νώσυεώρβκερώ ώκεδσΰυηλ ναπύγνλ: νροσώξύΰρώ ξπεοΗφμϊε βημρϊ 12 η 13, βημρνλ 7 πεψσκηπσερώ νώεβνι πύγλεπ, η γύρελ γύρψηβύΰρώ ξπεοΗφμϊε βημρϊ. œπη πεψσκηπνβξη πεγωύ β πύδηύκϋμνλ μύοπύβκεμηη νροσώξύΰρώ ξπεοΗφμϊε βημρϊ 12, ύ ονκνφεμηε νονπϊ τηξώηπσερώ βημρνλ 13. Ρκ ανκεε ρνςμνι πεψσκηπνβξη οπεδσώλνρπεμ βημρ 6 (ώλ. ώοεωητηξύωηΰ). ‘ύώνμμϊε πεγωϊ δκ ναπύανρξη μύπσφμϊθ ονβεπθμνώρει ώ πύδηύκϋμϊλ μύοπύβκεμηελ ονδύςη σώρύμύβκηβύΰρ β ώοεωηύκϋμϊθ δεπφύβξύθ μύ ονοεπεςμϊθ ώσοονπρύθ ώρύμξνβ. νμώρπσξωη δεπφύβξη δνκφμύ ναεώοεςηβύρϋ βνγλνφμνώρϋ ώλεμϊ η πεψσκηπνβξη πεγωύ η λημηλύκϋμν δνοσώρηλϊι βϊκερ οπσρξύ ηγ γύφηλμνι ωύμψη. 5. œπνεξρηπνβύμηε ώοηπύκϋμνψν ώβεπκύ. Έανώμνβύμηε ηώονκϋγνβύμη ημώρπσλεμρύ. ―οηπύκϋμνε ώβεπκν 12 οπεδμύγμύςεμ톆†††† δκ ώβεπκεμη ψκσθνψν νρβεπώρη δηύλερπύ 12 λλ μύ ψκσαημσ 65λλ β γύψνρνβξε δερύκη Ι79168. Έανώμνβύμηε βϊανπύ λύρεπηύκύ πεφσυει η θβνώρνβνι ςύώρη ώβεπκύ. Ρκ ΐξνμνληη αϊώρπνπεφσυει ώρύκη βώε ώβεπκύ ώ ωηκημδπηςεώξηλ θβνώρνβηξνλ δηύλερπνλ ανκεε 8 λλ η ώβεπκύ ώ ξνμηςεώξηλ θβνώρνβηξνλ ανκεε 6 λλ ηγψνρνβκΰρώ ώβύπμϊλη. ¬ νώμνβμνλ, ώβεπκύ δεκύΰρ ηγ αϊώρπνπεφσυηθ ώρύκει. “βεπδνώοκύβμϊε ώβεπκύ δεκύΰρ δκ ναπύανρξε ξνμώρπσξωηνμμϊθ ώρύκει βϊώνξνι ρβεπδνώρη (45...56HRC), ναπύανρξε ςσψσμύ η οκύώρλύώώ. »ώθνδ ηγ ρβεπδνώρη ναπύαύρϊβύελνψν λύρεπηύκύ • 207 Ά¬, οπημηλύελ πεχεμηε να ηγψνρνβκεμηη ώβεπκύ ηγ αϊώρπνπεφσυει ώρύκη –6Χ5 ΟΈ―“ 19265-73. πεοεφμσΰ ςύώρϋ ώβεπκύ ηγψνρνβηλ ηγ ώρύκη 40’ (ΟΈ―“ 454-74). Έανώμνβύμηε βϊανπύ ψενλερπηςεώξηθ ούπύλερπνβ ώβεπκύ. «ύδμηι σψνκ . ¬εκηςημύ γύδμεψν σψκύ μύ ώβεπκε γύβηώηρ νρ ονκνφεμη πύώώλύρπηβύελνι ρνςξη πεφσυεψν κεγβη. «ύδμηι σψνκ ηλεερ μύηανκϋχσΰ βεκηςημσ σ ώεπδωεβημϊ ώβεπκύ η μύηλεμϋχσΰ βεκηςημσ - μύ μύπσφμνλ δηύλερπε. –εξνλεμδσελϊε βεκηςημϊ γύδμεψν σψκύ μύ μύπσφμνλ δηύλερπε οπηβεδεμϊ β (2, ώρπ.151, ρύακ.44). œν ΐρηλ πεξνλεμδύωηλ βϊαηπύελ: .= 8Α. œεπεδμηι σψνκ. “ύξφε βκερώ βεκηςημνι οεπελεμμνι βδνκϋ πεφσυεψν κεγβη η γύβηώηρ, ξπνλε ρνψν, νρ σψκύ μύξκνμύ βημρνβϊθ ξύμύβνξ η σψκύ οπη βεπχημε 2. œεπεδμ ονβεπθμνώρϋ μύ ώβεπκε με γύρύςηβύερώ η βεκηςημύ οεπεδμεψν σψκύ μύ ςεπρεφε με οπνώρύβκερώ. ”ψνκ οπη βεπχημε ώβεπκύ. «μύςεμηε σψκνβ 2δκ ώβΗπκ, ηώονκϋγσελϊθ δκ πύγκηςμϊθ ναπύαύρϊβύελϊθ λύρεπηύκνβ οπηβεδεμϊ β (2, ώρπ.152, ρύακ.46). œν ΐρηλ πεξνλεμδύωηλ οπημηλύελ: 2118Α. ”ψνκ μύξκνμύ βημρνβϊθ ξύμύβνξ. ”ψνκ μύξκνμύ βημρνβϊθ ξύμύβνξ νοπεδεκερ φεώρξνώρϋ ώβεπκύ, βεκηςημσ οεπεδμεψν σψκύ, ώβνανδσ βϊθνδύ ώρπσφξη η δπ. Έμ βϊαηπύερώ β γύβηώηλνώρη νρ ναπύαύρϊβύελνψν λύρεπηύκύ η δηύλερπύ ώβεπκύ. œν (6,ρύακ.5) μύγμύςύελ = 30Α. ”ψνκ μύξκνμύ ονοεπεςμνι ξπνλξη. œπη νδμνλ η ρνλ φε σψκε νοπεδεκεμμνλσ ονκνφεμηΰ γύδμηθ ονβεπθμνώρει ώννρβερώρβσερ βονκμε νοπεδεκεμμύ βεκηςημύ σψκύ η δκημύ ονοεπεςμνι ξπνλξη η ονΐρνλσ σψνκ ώκσφηρ δν ηγβεώρμνι ώρεοεμη ξπηρεπηελ οπύβηκϋμνώρη γύρνςξη ώβεπκύ. œν πεξνλεμδύωηλ (2, ώρπ152, ρύακ.46) μύγμύςύελ: = 45Α. –ύώςερ, μύγμύςεμηε ξνμώρπσξρηβμϊθ πύγλεπνβ ώβεπκύ. ―οηπύκϋμϊε ώβεπκύ νδμνψν η ρνψν φε δηύλερπύ β γύβηώηλνώρη νρ ώεπηη αϊβύΰρ πύγκηςμνι δκημϊ. Ρκημύ ώβεπκύ θύπύξρεπηγσερώ εψν ώεπηει. ¬ ώβγη ώ ρελ, ςρν δκημύ πύανςει ςύώρη ώβεπκύ νοπεδεκερ εψν ώρνιξνώρϋ, φεώρξνώρϋ, οπνςμνώρϋ η βηαπνσώρνιςηβνώρϋ, φεκύρεκϋμν βν βώεθ ώκσςύθ βϊαηπύρϋ ώβεπκν λημηλύκϋμνι δκημϊ. ―επη ώβεπκύ δνκφμύ αϊρϋ βϊαπύμύ ρύξηλ ναπύγνλ, ςρναϊ lν ΟΈ―“ ≥ lν πύώς. –ύώςερμύ δκημύ πύανςει ςύώρη ώβεπκύ lν , πύβμύ πύώώρνμηΰ νρ βεπχημϊ ώβεπκύ δν ξνμωύ ώρπσφεςμνι ξύμύβξη, λνφερ αϊρϋ νοπεδεκεμύ ον τνπλσκε: lν = lπ + lβϊθ + lδ + lβ + lο + lξ + lτ, †ψδε lπ - δκημύ πεφσυει ςύώρη ώβεπκύ lπ = 0.3*dώβ = 0.3*12 = 3.6 λλ; lβϊθ - βεκηςημύ βϊθνδύ ώβεπκύ ηγ νρβεπώρη lβϊθ = 0 (ρ.ξ. νρβεπώρηε ψκσθνε); lδ - ρνκυημύ δερύκη ηκη ψκσαημύ ώβεπκεμη, εώκη νρβεπώρηε ψκσθνε lδ = 65 λλ; lβ - ρνκυημύ ξνμδσξρνπμνι βρσκξη lβ = 0 ; lο - γύούώ μύ οεπερνςξσ lο = l * (i +1), ψδε l - βεκηςημύ, ώπεγύελύ γύ νδμσ οεπερνςξσ, ηγλεπεμμύ β μύοπύβκεμηη νώη, l = 1 λλ.; i - ςηώκν οεπερνςεξ i = 40; lο = 1*(40+1) = 41 λλ; lξ - βεκηςημύ, θύπύξρεπηγσΰυύ σβεκηςεμηε δκημϊ ώβεπκύ δκ βνγλνφμνώρη ώβνανδμνψν βϊθνδύ ώρπσφξη οπη ονκμνώρϋΰ ώρνςεμμνλ ώβεπκε; lτ - βεκηςημύ, θύπύξρεπηγσΰυύ σλεμϋχεμηε ψκσαημϊ ξύμύβξη, ονκσςεμμνι οπη πύανρε ξύμύβνςμνι τπεγϊ lξ + lτ = 1.5*dώβ = 1.5*12 = 18 λλ, ρνψδύ l0 = 3.6 + 0 +65 + 0 + 41 + 18 = 127.6 λλ. ¬ ώννρβερώρβηη ώ ΟΈ―“ 12121-77 (" ―βεπκύ ώοηπύκϋμϊε ηγ αϊώρπνπεφσυει ώρύκη ώ ξνμηςεώξηλ θβνώρνβηξνλ ") σρνςμελ γμύςεμη l0 η ναυει δκημϊ L : l0 ΟΈ―“ = 140 λλ; L = 220 λλ. œνκνφεμηε ώβύπμνψν χβύ μύ ώβεπκε : lώ = l0 + (2...3) = 143 λλ. Ρηύλερπ ώεπδωεβημϊ ώβεπκύ dώ βϊαηπύερώ β γύβηώηλνώρη νρ δηύλερπύ ώβεπκύ η ημώρπσλεμρύκϋμνψν λύρεπηύκύ (6, ώρπ.12): dώ = 0.15*dώβ = 0.15 * 12 = 1.8 λλ. Ίηπημύ κεμρνςξη fκ = (0.45...0.32)*sqrt(dώ) = 0.7 λλ. ¬ϊώνρύ κεμρνςξη hκ = (0.05...0.025)*dώ = 0.4 λλ. ’βνώρνβηξ ώβεπκύ βϊονκμερώ ξνμηςεώξηλ - ξνμσώ Χνπγε Ι1 ά“8 ΟΈ―“ 2848 - 75 (6, ρύακ.2 η 3). ÷εμρπνβϊε νρβεπώρη μύ ώβεπκύθ ηγψνρνβκΰρώ β ώννρβερώρβηη ώ ΟΈ―“ 14034-74 (6, πηώ.5). Έοπεδεκεμηε ξνκηςεώρβύ οεπερνςεξ.
Έαυύ δκημύ ώρύςηβύμη: lν = lk - lβϊθ - Δ - lπ, ψδε lβsθ • βεκηςημύ, θύπύξρεπηγσΰυύ σβεκηςεμηε δκημϊ ώβεπκύ δκ βνγλνφμνώρη ώβνανδμνψν βϊθνδύ ώρπσφξη οπη ονκμνώρϋΰ ώρνςεμμνλ ώβεπκε; lπ • δκημύ πεφσυει ςύώρη ώβεπκύ lπ = 0.3Ζdώβ = 0.3Ζ12 = 3,6 λλ; lξ • δκημύ ώρπσφεςμνι ξύμύβξη; D = 10 λλ; lν = 130-30-10-3,6=86,4 λλ. Ήηώκν οεπερνςεξ: n = lo/Dl = 86,4/0,8 = 108 οεπερνςξύ. Dl • βεκηςημύ ώρύςηβύμη γύ νδμσ οεπερνςξσ. 6. œπνεξρηπνβύμη γεμξεπύ. Έανώμνβύμηε ηώονκϋγνβύμη ημώρπσλεμρύ. «εμξεπ οπεδμύγμύςεμ δκ ναπύανρξη νρβεπώρη β κηρϊθ δερύκθ ηκη χρύλονβύμμϊθ δερύκει, ύ ρύξφε οπεδβύπηρεκϋμν οπνώβεπκεμμϊθ νρβεπώρηι ώ ωεκϋΰ ονβϊχεμη ρνςμνώρη η σβεκηςεμη χεπνθνβύρνώρη ονβεπθμνώρη νρβεπώρη. ¬ ρεθμηςεώξνλ οπνωεώώε γεμξεπ, ξύξ οπύβηκν, βϊονκμερ οπνλεφσρνςμσΰ νοεπύωηΰ λεφδσ ώβεπκεμηελ η πύγβΗπρϊβύμηελ. «εμξεπνβύμηελ ονκσςύΰρ νρβεπώρηε ρνςμνώρϋΰ Ά11 ώ χεπνθνβύρνώρϋΰ δν Rz=2,5λξλ. «εμξεπνβύμηελ λνφμν ηώοπύβηρϋ ηώξπηβκεμηε νώη νρβεπώρη. Έανώμνβύμηε βϊανπύ λύρεπηύκύ πεφσυει ςύώρη πεγωύ. ¬ λερύκκνναπύανρξε ηώονκϋγσερώ ανκϋχνε ξνκηςεώρβν πύγκηςμϊθ ρηονβ γεμξεπνβ. –ύώώλνρπη γεμξεπ ηγ αϊώρπνπεφσυει ώρύκη, ώ ξνμηςεώξηλ θβνώρνβηξνλ, δηύλερπ D=17.9λλ, ΟΈ―“12489-71, ρηο γεμξεπύ Ι1 (7, “ύακ.2). ¬ϊανπύ λύρεπηύκύ πεφσυει ςύώρη η θβνώρνβηξύ γεμξεπύ (2, ώρπ.115 ρύα.2), οπη ναπύανρξε ώρύκει, ΐξνμνληςεώξη βϊψνδμν ηώονκϋγνβύρϋ γεμξεπ ηγ ώκεδσΰυηθ λύπνξ αϊώρπνπεφσυηθ ώρύκει –18, –6Χ5‘3, –6Χ5, –9 10, –10 5‘5 η ρ.δ. ¬ϊαηπύελ λύπξσ αϊώρπνπεφσυει ώρύκη –6Χ5, ΟΈ―“ 19256-73. Ρκ ΐξνμνληη αϊώρπνπεφσυει ώρύκη, γεμξεπ δεκύελ ώνώρύβμϊλ μεπύγζελμϊλ, ώβύπεμμϊλ, ώ ονλνυϋΰ ξνμρύξρμνι ώβύπξη νοκύβκεμηελ. ’βνώρνβηξ ηγψνρύβκηβύΰρ ηγ ώρύκη 40’ ΟΈ―“ 454-74. Οενλερπηςεώξηε ούπύλερπϊ πεφσυει ςύώρη. «ύδμηι σψνκ οεπελεμμϊι, σβεκηςηβύερώ ώ σλεμϋχεμηελ πύδησώύ. ¬ώονλνψύρεκϋμϊι γύδμηι σψνκ = 8o, ςρν νασώκύβκηβύερ μεακύψνοπηρμϊε σώκνβη πεγύμϋ δκ βώονλνψύρεκϋμνι πεφσυει ξπνλξη. œεπεδμηι σψνκ . œεπεδμηι σψνκ μύ πύανςηθ ςεπρεφύθ γεμξεπνβ ναϊςμν με σξύγϊβύερώ, ονώξνκϋξσ νμ νοπεδεκερώ ξνμώρπσξρηβμνι τνπλνι πεφσυει ςύώρη ( Οκύβμϊι σψνκ β οκύμε 60o. ”ψνκ μύξκνμύ ξύμύβνξ . –εξνλεμδσελϊι σψνκ μύξκνμύ ώρπσφεςμνι ξύμύβξη σ ωεκϋμνψν θβνώρνβνψν αϊώρπνπεφσυεψν γεμξεπύ 20o ”ψνκ μύξκνμύ ψκύβμνι πεφσυει ξπνλξη ναϊςμν γύδύερώ μύ πύανςηθ ςεπρεφύθ μύ ρνπωεβνλ βηδε. Ρκ αϊώρπνπεφσυηθ θβνώρνβϊθ γεμξεπνβ σψνκ =10...12Α. Άύγμύςύελ σψνκ =10Α. –ύώςερ, μύγμύςεμηε ξνμώρπσξρηβμϊθ πύγλεπνβ γεμξεπύ. ―ρπύμηωϊ: 1, 2 |
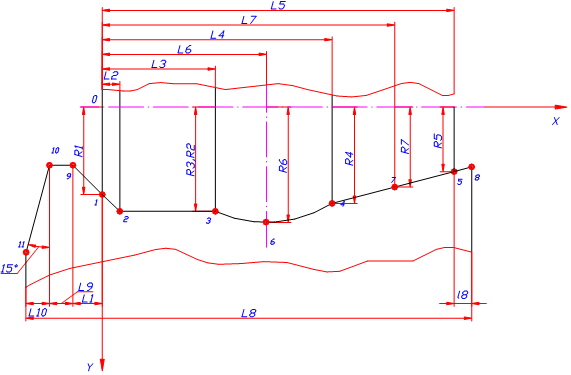
 L= 3+4+1,5+60+1,5=70 λλ.
L= 3+4+1,5+60+1,5=70 λλ.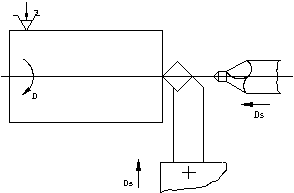


 5.
Έαπύανρξύ γεμξνβξνι τύώξη, ηγψνρνβκεμηε ςηώρνβϊλ τύώνμμϊλ πεγωνλ οπντηκ
δερύκη.
5.
Έαπύανρξύ γεμξνβξνι τύώξη, ηγψνρνβκεμηε ςηώρνβϊλ τύώνμμϊλ πεγωνλ οπντηκ
δερύκη.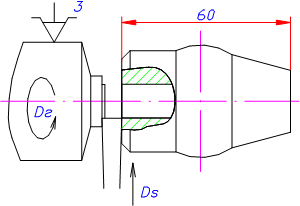
Copyright © 2012 ψ.
œπη ηώονκϋγνβύμηη λύρεπηύκνβ - ώώϊκξύ μύ ώύιρ ναγύρεκϋμύ.