 |
|
МЕНЮ
|
Отчет по практике: Организация работы подготовительно-раскройного производства в Симферопольском филиале фабрики "Восход"Расчеты карт раскроя и расчеты на подготовку и комплектование фурнитуры из подготовительного цеха поступают в раскройный, а затем на склад фурнитуры в строгой последовательности и в сроки, предусмотренные планом-графиком. Готовый крой и фурнитура в комплекте в один и тот же день поступают на склад кроя. Из отделочного цеха диспетчерской службе поступает составленная старшим мастером сводка о сдаче готовой продукции на склад за текущую смену и о ее остатках к началу и концу смены. В этой сводке также отмечаются причины задержки в цехе соответствующих изделий. На основе указанных сводок о выполнении суточных заданий работники диспетчерской службы ежедневно делают соответствующие отметки в планах-графиках подготовки расчетов карт раскроя, раскроя, запуска в производство и пошива изделий, принимают необходимые меры, направленные на выполнение плановых заданий. Кроме того, используя данные сводки, работники диспетчерской службы в конце каждого рабочего дня составляют рапорт об итогах выполнения плановых заданий по выпуску изделий соответствующих моделей каждым из цехов за сутки и с начала месяца. В настоящее время на предприятии применяются стационарные четырехшкивная машина РЛ6, трехшкивная машина РЛ4. Используется раскройная машина фирмы Pannonia (Венгрия) R1532. Все вращающиеся части стационарных ленточных машин закрыты ограждениями, что предохраняет руки рабочего от повреждения. Открытой остается только рабочая ветвь лентыножа, которая осуществляет вырезание деталей. Ширина ножа 15 мм, что обеспечивает достаточно точное выкраивание деталей любой конфигурации. Подача частей настила и их перемещение на столе при раскрое производятся вручную. Недостатки стационарных ленточных машин: ручное перемещение пачек деталей на столе машины; отклонение лентыножа на поворотах. Первое приводит к быстрой утомляемости рабочих, особенно при выкраивании крупногабаритных деталей. Кроме того, по субъективным причинам не всегда обеспечивается требуемое качество кроя; второе обусловливает некоторое отклонение линии реза от заданной на скругленных участках деталей и, следовательно, недостаточно точный крой. В стационарной машине фирмы Pannonia (Венгрия) R1532 стол снабжается устройством для создания воздушной подушки. Перемещение пачек в этом случае происходит без особых усилий со стороны рабочего. Для лентыножа используется особо прочный состав, что позволяет кроить с высоким качеством, преимущества: бесшумность и отсутствие вибрации, достигается скорость резания 16 20 м/мин (по длине срезов). Пути предупреждения дефектов кроя деталей
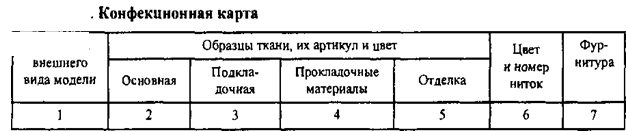
Документация раскройного цеха: 1.Маршрутный лист. Составляется на основании карты расчёта материалов на пачку кроя размер/роста. 2. Конфекционная карта. Конфекционирование это подбор основных материалов, подкладки, отделки и фурнитуры для каждой модели изделия. В карту входят: зарисовка модели; образцы основного материала, образцы подкладки, отделки и фурнитуры, соответствующие по цвету и качеству основному материалу.
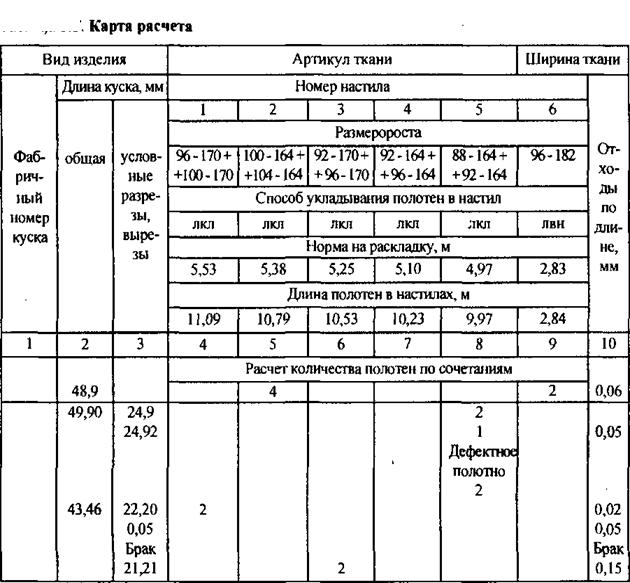
3. Карта расчета. В карте расчета указывается необходимое количество полотен определенной длины, на которые без остатка (или с допустимым остатком) может быть разрезан кусок ткани. Сочетания размеров и ростов, включенные в карту расчета, и количество изделий по каждому из них определяются графиком раскроя. Способ укладывания полотен в настил устанавливается в карте раскроя. При отсутствии достаточного количества тканей одной ширины в одном расчете объединяют ткани разного цвета и разных артикулов, предусмотренных конфекционной картой. Количество кусков тканей в одной карте расчета определяется их длиной и величиной заказа по каждому размероросту, включенному в данную карту.
3. ОРГАНИЗАЦИЯ РАБОТ ЭКСПЕРИМЕНТАЛЬНОГО ЦЕХА Экспериментальный цех является самостоятельным структурным подразделением фабрики и непосредственно подчиняется главному инженеру. Начальник экспериментального цеха назначается директором по представлению главного инженера. В своей работе экспериментальный цех руководствуется методическими рекомендациями Центра моды, моделирующих организаций, а также указаниями главного инженера Крымского ПШО. Основные обязанности и функции экспериментального цеха. 1. В функции экспериментального цеха входят: моделирование и конструирование одежды, совершенствование существующих конструкций изделия; разработка технической и технологической документации, подготовка рабочих лекал; нормирование расходов тканей, ниток, фурнитуры и других материалов; изыскание способов экономии ткани; изыскание новых и совершенствование старых методов технологической обработки; внедрение передовых методов труда; изучение вопросов качества продукции, причин возникновения и методов устранения брака в производстве. 2. В функции экспериментального цеха входит подготовка новых моделей к запуску в массовое производство. 3. Перед запуском новой модели в массовое производство по графику, утвержденному главным инженером, запускается опытная партия, в процессе прохождения которой в пошивочных цехах уточняется конструкция и технологическая обработка новой модели. 4. К запуску новой модели в массовое производство экспериментальный цех должен подготовить: утвержденный образец модели; всю техническую документацию на данную модель; основные лекала для подготовительного и закройного цехов. А также все вспомогательные лекала для пошивочного цеха; нормы расходов тканей верха, подкладки, прикладов и фурнитуры. Структура цеха. Для выполнения всех работ в экспериментальном цехе организуются следующие группы: 1) конструирование одежды; 2) технология и организация производства; 3) нормирование сырья и материалов. Штатное расписание экспериментального цеха фабрики «Восход»:
Технологическая подготовка производства Технологическая подготовка производства состоит в нормировании материалов, разработке технологии изготовления изделий, технологических схем, инструкционных карт, карт инженерного обеспечения и других видов технической документации, регламентирующей процесс изготовления модели. Для небольших по величине заказов инструкционные карты и карты инженерного обеспечения не разрабатываются. Технологическую подготовку производства проводят технологи экспериментального цеха, инженеры технического, производственного и других отделов, технологи швейных цехов. Нормирование расхода материалов является одной из наиболее трудоемких работ экспериментального цеха. От ее правильного проведения во многом зависит экономное расходование материалов. При разработке норм расхода материалов используются следующие методы: статистический на основе данных о расходе материалов на аналогичные изделия и модели за прошедший период; экспериментальный на основе выполнения экспериментальных раскладок лекал; расчетный на основе данных о расходе материалов по экспериментальным раскладкам и последующих расчетов. При нормировании расхода материалов в качестве исходных данных используются: шкала размеров и ростов на данную модель; комплекты лекал; техническое описание на модель внешний вид модели, особенности раскроя и пошива, спецификация лекал и деталей изделия; конфекционные карты, включающие артикулы и виды материалов, используемые при изготовлении модели; данные о расходе материалов за прошедший период по аналогичным моделям; данные о частоте встречающихся ширин материалов по используемым артикулам; объем выпуска изделий данной модели в целом и по каждому виду поверхности материала в отдельности (гладкому, ворсовому, в клетку и т. д.); нормативы отходов по длине настила. В практике работы предприятия шкалы размеров и ростов составляются на основе изучения спроса населения торгующими организациями. При заключении договоров предприятиями каждая торгующая организация указывает: наименование изделий, номера моделей, размеры, роста и полнотные группы, артикулы материалов и их расцветки, виды отделок, фурнитуры и т. д., количество изделий и их среднюю цену. Кроме того, указываются основные условия поставки, сроки и нормы отгрузки. 4. КОНСТРУКТОРСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА Принципы конструкторской подготовки: - моделирует и разрабатывает новые модели в соответствии с направлением моды; - прорабатывает и уточняет конструкции изделий домов моделей; - разрабатывает техническую документацию на модели, предназначенную для запуска в производство; - изготавливает образцы-эталоны, дубликаты образцов-эталонов на запускаемые модели; - изготавливает необходимое количество лекал-эталонов верха и приклада; - участвует в просмотре моделей; - участвует в расписании моделей с торгующимися организациями; - участвует в отборе моделей в моделирующих организациях; - участвует в привязке тканей к моделям; - участвует в запуске новых моделей в массовое производство; - участвует в изучении покупательского спроса. Конструкторская документация на новую конкретную модель оформляется в виде технического описания с приложением комплекта лекал деталей из основной ткани, подкладки и приклада. Техническое описание является основной технической документацией на основе общих технических требований, действующих стандартов и технологических режимов и служит основанием для запуска модели в производство. Техническое описание содержит следующие сведения о модели: 1) полное наименование изготовляемого изделия с указанием сезонности, половозрастной характеристики, размера, роста и полнотной группы; 2) зарисовку модели, наименование и артикул ткани; 3) описание художественного оформления и внешнего вида модели (силуэт, степень прилегания изделия к фигуре по линии талии, высота и ширина плеч, ширина изделия внизу, цветовая гамма для основных тканей, отделки, подкладки, фурнитуры и т.д.); 4) технические требования к изделию. Изготовление лекал-эталонов. В соответствии с заказами торгующих организаций новые модели изготавливаются на несколько размеров и ростов. В связи с этим лекала-оригиналы, разработанные на базовый размер и рост, градируют на все необходимые размеры и роста, получая лекала-эталоны для основных деталей. Эту работу выполняет инженер-конструктор группы конструирования экспериментального цеха. Градация лекал выполняется различными способами, отдельно для каждой полнотной группы размеров. Инженеры конструкторы группы конструирования экспериментального цеха по лекалам-эталонам основных деталей разрабатывают эталоны производных и вспомогательных лекал. Затем лекала-эталоны передаются в лекальную группу для их тиражирования. Изготовление рабочих лекал. Рабочие лекальной группы получают из группы конструирования лекала-эталоны и тиражируют их в необходимом количестве, изготавливая рабочие лекала, обычно 34 экземпляра: -один (два) для выполнения экспериментальных раскладок в группе нормирования; -один (два) для изготовления раскладок в раскройном и подготовительном цехах; -0,5 комплекта для точного вырезания деталей на раскройной ленточной машине. |
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.