|
|
МЕНЮ
|
Отчет по практике: Организация работы подготовительно-раскройного производства в Симферопольском филиале фабрики "Восход"Лекала изготавливаются из плотного картона толщиной от 0,9 до 1,62 мм. Влажность картона не должна превышать 8 % при нормальной относительной влажности воздуха 60 65 %. Картон с повышенным содержанием влаги может дать усадку, и лекала, изготовленные из него, будут непригодными для работы. Процесс изготовления лекал состоит в выполнении следующих операций: - нарезание картонных листов необходимой длины и сбор пакета из нескольких листов (их количество соответствует требуемому количеству комплектов лекал); -скрепление пакета однониточной цепной строчкой на машине класса 266; -копирование (резцом) на верхнем листе пакета контуров лекал с указанием всех конструктивных линий; обводка копировальных линий карандашом по лекальным линейкам с исправлением неточности при копировании (толщина обводки не должна превышать 1 мм); -вырезание лекал по наружному контуру; -пробивка небольших фигурных отверстий (для разметки петель, для подвешивания лекал и т. п.); -удаление цепной строчки, скрепляющей пакет; -вырезание лекал по внутренним контурам (вытачки и т. п.); -клеймение лекал, состоящее в нанесении на расстоянии 5 мм от срезов линии толщиной 1 мм или в проставлении штампов через каждые 8 10 см; -указание величины допусков на износ лекал: для участков повышенной точности (срезы горловины, плечевые, проймы, оката рукава) допустимые отклонения составляют ± 1 мм, для остальных срезов деталей верха ± 2,5 см, для подкладки и приклада точность всех срезов ± 4 мм. Для изготовления лекал используются специальные машины: РЛЗ2 для нарезки картона; ВЛН1 для вырезания лекал по наружному контуру; ВЛО1 для пробивки фигурных отверстий; ВЛВ1 для разрезания лекал по внутренним контурам (вытачки, складки и т. п.); КЛС1 для клеймения лекал по срезам. После вырезания лекал на них наносят маркировочные данные: наименование изделия; номер модели; наименование детали; количество лекал и деталей; размерные признаки; линии измерения; направление нитей основы и допускаемые отклонения от них; линии наименьших и наибольших ширин (длин) надставок. На одной из основных деталей лекал-оригиналов, эталонов и рабочих лекал приводят перечень комплекта лекал. По всем срезам лекал отмечают места надсечек с помощью специальных просечников; ширина надсечек 23 мм, длина 5 7 мм. Для деталей стабильного ассортимента или унифицированных деталей лекала-шаблоны для раскройных машин изготавливаются из металла. Рабочие и вспомогательные лекала проверяют не реже одного раза в месяц по лекалам-эталонам и табелю мер, лекала-эталоны не реже одного раза в квартал по табелю мер. Хранят лекала при нормальных условиях (температура 18-20°С и относительная влажность воздуха 60, 70 %). Удобны для хранения двухъярусные механизированные кронштейны. Список технической литературы: 1. ГОСТ 14201-83 ЕСТПП. Общие правила обеспечения технологичности конструкции изделий. 2. ОСТ 17-352-85. Унифицированные параметры накладных деталей одежды. - М.: ЦНИИТЭИлегпром, 1986. - 37с. 3. ГОСТ 29097-91. Изделия корсетные. Общие технические условия. 4. ГОСТ 25296 - 82. Изделия швейные бельевые и детские. Общие технические условия. 5. ГОСТ 25295 - 91. Изделия платьево-костюмные. Общие технические условия. 6. ГОСТ 50504 - 93. Сорочки верхние. Общие технические условия. 7. ГОСТ 4103 - 86. Изделия швейные. Методы контроля качества. Технологическая инструкционная карта на «изготовление лекал»
5. ОРГАНИЗАЦИЯ РАБОТ ШВЕЙНОГО ЦЕХА В швейном цехе в соответствии с документацией детали кроя подаются на рабочие места. Рабочие места оснащены необходимым оборудованием. За каждым рабочим закреплено своё рабочее место. Швейные цеха оснащены машинами, стачивающими и специального назначения, прессами, комплектами полуавтоматического оборудования с программным управлением. Тип технологического потока фабрики «Восход» можно охарактеризовать следующими признаками: · по мощности - средний; · по способу питания рабочих мест – централизованный (полный комплект деталей); · по способу перемещения полуфабриката – не конвейерный агрегатно-групповой в заготовительной секции и агрегатный в монтажной; · по классификации потока по структуре – секционный; · по количеству изготавливаемых изделий – одномодельный; · по преемственности смен – несъемный (все смены делают одно изделие); · по ритмичности – свободный ритм. По характеру расположения (в монтажной секции) относительно поточной линии рабочие места являются поперечно расположенными. Данная форма является самой распространенной. Расположение рабочих мест таким образом, обеспечивает рациональное пространственное расположение оборудования, полуфабрикатов, местоположения самого рабочего. Это способствует высокопроизводительной работе с наименьшими трудовыми затратами. Для изготовления и соединения деталей одежды применяют ручные и машинные работы. Технологические процессы швейных цехов занимают более 90% всей трудоёмкости изготовления изделий. Основные задачи швейного цеха: · увеличение объёма производства швейных изделий; · повышение качества; · проектирование технологических процессов; · разнообразие ассортимента швейных изделий и материалов; · разнообразие методов обработки изготавливаемой одежды. Штатное расписание швейного цеха фабрики «Восход»:
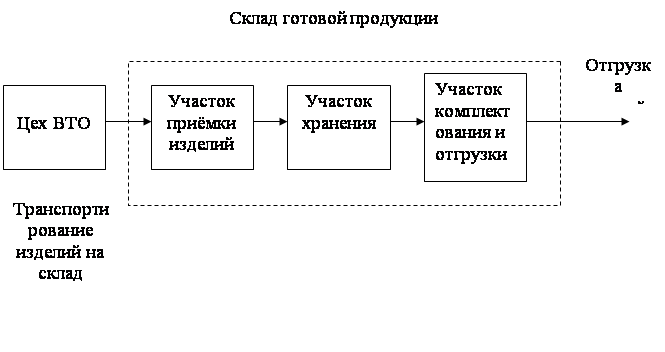
Управление качеством продукции За управлением качества продукции на фабрике следит Отдел Технического Контроля (ОТК). Главными задачами ОТК является предотвращение выпуска (поставки) предприятием продукции, не соответствующей требованиям стандартов и технических условий, утвержденным образцом (эталоном), условиями поставки и договоров; осуществление контроля качества продукции по всем технологическим этапам производства, своевременное выявление, предотвращение нарушений в объектах контроля, а также укрепление производственной дисциплины. Качество продукции проверяется в соответствии со следующими государственными стандартами: · ГОСТ 15467-79 (Управление качеством продукции. Основные понятия, термины, определения) · ГОСТ 15895-77 (Статистические методы управления качеством продукции) · ГОСТ 16504-81 (Система государственных испытаний продукции. Испытания и контроль качества продукции). Фабрика может реализовать лишь продукцию, принятую ОТК. Ответственный на фабрике за предупреждение простоя производства из-за необеспеченности материально-техническими ресурсами товаровед по снабжению. В его обязанности входит: · получение и доставка товарно-материальных средств на фабрику для дальнейшего производства; · внеплановые закупки; · проверка счет-фактур от поставщиков; участие в плановых ревизиях и т.д. Ответственность за получение фабрикой максимальной прибыли путем организации ритмичного сбыта продукции, несёт товаровед по сбыту. Он обязан по должностной инструкции: · обеспечивать реализацию продукции фабрики; · вести учет выполнения договоров поставки и остатков нереализованной продукции; · осуществлять контроль за хранением готовой продукции; · передавать документы в бухгалтерию и т.д. 6. ОРГАНИЗАЦИЯ РАБОТ СКЛАДА ГОТОВОЙ ПРОДУКЦИИ Складское хозяйство обеспечивает на фабрике транспортировку, хранение сырья, полуфабрикатов, готовой продукции и т.д. Склад готовой продукции находиться в пределах производственных помещений. Схема технологического процесса складирования швейных изделий:
Готовая продукция укладывается на поддоны, хранящиеся на стеллажах. Стеллажи стационарные и подвижные механизированные. При ручной организации труда готовую продукцию хранят на стационарных стеллажах-подставках, стеллажахполках. Стационарные стеллажи представляют собой обычные полкиплоскости, размещенные по высоте в несколько ярусов. 7. ОХРАНА ТРУДА НА ПРЕДПРИЯТИИ швейный производство цех Охрана труда - важнейший и необходимый элемент организации. Допуск к работе разрешается после прохождения вводного инструктажа, первичного инструктажа на рабочем месте и стажировки. Повторный инструктаж в дальнейшем проводится один раз в квартал. Производственные и вспомогательные помещения оборудованы отопительной и вентиляционной системой. Обеспечивающие нормальные условия работы. Всё оборудование прочно закреплено на своих основаниях, опасные места должны быть ограждены. Рабочие места и проходы цехов не загромождены, хорошо освещены. Помещения оборудованы системами вытяжной вентиляции, обеспечивающие нормированные параметры воздуха. Двери производственных помещений, предназначены для эвакуации, открываются в сторону выхода из здания. Все производственные и бытовые помещения содержаться в чистоте и порядке, ежедневно убираются с увлажнением пола. Предприятие обеспечено: подачей воды, аптечками и медикаментами. Организовывает работу по созданию безопасных условий труда на предприятии старший инженер по охране труда и техники безопасности. Для защиты от шума используются: покрытие стен звукопоглощающими материалами, кожухи на агрегаты, штучные звукопоглотители. Для предохранения от вибрации используют резиновые коврики. ВЫВОД В ходе производственной практики осуществилось ознакомление с цехами фабрики «Восход» в виде экскурсии по предприятию. Изучены: · структура предприятия и его история; · ассортимент, выпускаемый данным предприятием; · функции цехов предприятия; · конструкторская и технологическая документация; · прогрессивные методы обработки деталей и узлов швейных изделий; · экономический отдел, отделы снабжения и сбыта; · основные мероприятия по охране труда. Также прошло ознакомление с должностными инструкциями основных работников предприятия; особенностями нормирования материалов, выполнения экспериментальных раскладок, автоматизации этих работ; мероприятиями по экономии сырья. ЛИТЕРАТУРА 1. Адамова Н.А. Организация поточного производства в швейной промышленности / Адамова Н.А., Авсеев Е.Г., Малова Т.Л. – К.: Техника, 1986 г. – 127с. 2. Бабаджанов С.Г. Экономика предприятий швейной промышленности: [Учебное пособие для высших учебных заведений ] / Бабаджанов С.Г., Доможиров Ю.А. – М: «Легкая индустрия», 2002. – 330 с. 3. Кокеткин П.П. Промышленная технология одежды: [Справочник ] 4. / Кокеткин П.П., Кочегара Т.Н., Барышникова В.И. – М.: Легпромбытиздат 1988г. – 640с. 5. Проектирование предприятий швейной промышленности: [ Учебник для втузов ] / под ред. Изместьевой А.Я. – М.: Легкая и швейная промышленность, 1983 г. – 264 с. 6. Першина Л.Ф. Технология швейного производства: [ Учебник для средних учебных заведений ] / Першина Л.Ф. Петрова С.В. – М.: Легпромбытиздат 1991г. – 416с. 7. Савостицкий А.В. Технология швейных изделий: [учебник для высших учебных заведений] / Савостицкий А.В., Мелихов Е.Х. – М.: Издательство «Легкая и пищевая промышленность» 1982. – 440с 8. Никитина И.Г. Экономика, организация и планирование швейного производства / Никитина И.Г., Шишова В.А. – М: Легкая индустрия, 1968г. – 374с. Адамова Н.А. Организация поточного производства в швейной промышленности / Адамова Н.А., Авсеев Е.Г., Малова Т.Л. – К.: Техника, 1986 г. – 127с. 9. Бабаджанов С.Г. Экономика предприятий швейной промышленности: [Учебное пособие для высших учебных заведений ] / Бабаджанов С.Г., Доможиров Ю.А. – М: «Легкая индустрия», 2002. – 330 с. 10. Кокеткин П.П. Промышленная технология одежды: [Справочник ] 11. / Кокеткин П.П., Кочегара Т.Н., Барышникова В.И. – М.: Легпромбытиздат 1988г. – 640с. 12. Проектирование предприятий швейной промышленности: [ Учебник для втузов ] / под ред. Изместьевой А.Я. – М.: Легкая и швейная промышленность, 1983 г. – 264 с. 13. Першина Л.Ф. Технология швейного производства: [ Учебник для средних учебных заведений ] / Першина Л.Ф. Петрова С.В. – М.: Легпромбытиздат 1991г. – 416с. 14. Савостицкий А.В. Технология швейных изделий: [учебник для высших учебных заведений] / Савостицкий А.В., Мелихов Е.Х. – М.: Издательство «Легкая и пищевая промышленность» 1982. – 440с 15. Никитина И.Г. Экономика, организация и планирование швейного производства / Никитина И.Г., Шишова В.А. – М: Легкая индустрия, 1968г. – 374с. |