 |
|
МЕНЮ
|
Курсовая работа: Автоматизация участка по обработке зубчатого колесаВнутришлифовальный станок 3А227В предназначен для шлифования внутренних цилиндрических поверхностей. Данную модель выбираем, так как она соответствует по размерам, массе обрабатываемой детали. Зубошлифовальный станок 5843 предназначен для шлифования зубьев. Данную модель выбираем, так как она соответствует параметрам детали и параметрам зубьев, которые мы должны получить. 1.3.2 Выбор вспомогательного оборудования Для построения ГПС наряду с основным оборудованием применяют и вспомогательное, которое обеспечивает работу основного оборудования в автоматическом режиме в течение заданного срока. К таким вспомогательным средствам относят: робототехническое оборудование (загрузка-разгрузка, смена инструмента, приспособления); средства складирования заготовок, готовых изделий, приспособлений, инструментов; транспортно-накопительные устройства, контрольно-измерительные средства и др. Для поштучной выдачи заготовки из магазина будем использовать отсекатель. Отсекатель на выходе содержит склиз для перемещения заготовки в зону действия промышленного робота и ее точного позиционирования. Для транспортировки заготовки от отсекателя к токарному станку ИРТ180ПМФ4 будем использовать встроенный промышленный робот М10П62.01. Данный робот имеет сферическую систему координат, поэтому его можно использовать для сложных движений и точного позиционирования руки робота. После токарной обработки деталь поступает на склиз, который направляет заготовку в магазин стержневого типа. Данный магазин удобен для складирования простыми средствами. С целью обеспечения точной установки заготовки в патроне основного оборудования и удобства автоматической загрузки-выгрузки заготовок для шлифовальных операций применим промышленный робот "Универсал-5". Данный робот выбираем с учетом грузоподъемности и возможности точного позиционирования схвата руки робота. Транспортировка деталей на участок термической обработки и обратно к накопителю перед шлифовальным станком производится с помощью автоматических транспортных тележек, которые перевозят детали в магазинах. 1.4 Разработка ГПС – планировка РТУ Роботизированные комплексы для механообработки заготовок типа тел вращения могут иметь различные компоновочные схемы в зависимости от выполняемых ими технологических задач. Наибольшее применение в машиностроении получили РТК, состоящие из автоматизированных станков (токарных, кругло-шлифовальных, многоцелевых и др.), оснащенных накопительными устройствами для заготовок и деталей, системой программного управления и обслуживаемых с помощью ПР. В первую очередь такие РТК предназначаются для серийного изготовления деталей мелких и средних размеров с небольшим временем обработки. Комплексы могут оснащаться как встроенным в станок, так и внешним ПР напольного или портального типа. Разработанный участок состоит из трех единиц технологического оборудования: токарного центра, внутришлифовального станка и зубошлифовального станка. Обслуживание станков производится двумя промышленными роботами со сферическими системами координат. Обработка заготовок начинается по мере поступления заготовок на участок с помощью транспортной тележки. Она подвозит и разгружает магазины с заготовками. Максимальная емкость магазина – 8 заготовок. Дальше производится поштучная выдача заготовок в зону встроенного промышленного робота токарного станка с помощью отсекателя и склиза. ПР токарного станка захватывает заготовку со склиза и переносит ее в зону станка. После обработки заготовки на первом установе ПР переворачивает заготовку и снова вставляет ее в патрон. После токарной обработки ПР по склизу отправляет заготовку в магазин стержневого типа. Транспортная тележка с помощью встроенного ПР ставит магазин себе на платформу и отвозит его на термообработку. После термообработки заготовки подвергаются отделочным операциям – шлифованию. Для этого в начале производится их поштучная выдача с помощью отсекателя того же типа, что и для токарной обработки. После отсекателя заготовка с помощью промышленного робота "Универсал-5" транспортируется в зону внутришлифовального станка. После шлифования внутренней цилиндрической поверхности производится шлифование зубьев на зубошлифовальном станке 5843. Обработка на этом станке осуществляется длительное время, поэтому чтобы внутришлифовальный станок не простаивал ПР осуществляет его дополнительную загрузку с других участков. После шлифовальных операции готовые детали складируются в магазин стержневого типа с помощью склиза. II. Выбор датчиков и разработка циклограммы работы ГПС – РТу Технические средства для контроля объектов на нижнем (исполнительском) уровне АСУ ГАУ определяются их назначением, конструкцией и условиями работы. Для металлорежущих станков ими могут быть датчики перемещений рабочих органов, путевые (контактные и бесконтактные) выключатели, датчики контроля параметров процесса (усилия резания, температуры в шпиндельном узле, положения режущей кромки инструмента, виброускорений в резцовой головке, работы привода и другие), обеспечивающие работу станка в автоматическом режиме. Промышленные роботы обычно оснащаются датчиками позиционирования и касания (для контроля захвата изделия), а транспортно-накопительные устройства – датчиками типа путевых выключателей. В качестве датчиков "включения/выключения" приводов станков, а также шагового конвейера применен вращающийся трансформатор. Особенностью такого датчика является непрерывное измерение перемещения контролируемого органа и преобразование результатов измерения в непрерывный электрический сигнал, модулированный по фазе. Для определения "наличия/отсутствия" заготовки в захватном устройстве ПР и в патроне станка, его состояния станка "зажат/разжат" применены тактильные датчики. В общем случае такие датчики состоят из воспринимающего давление со стороны объекта слоя (либо фольга, либо резина с металлическими вкраплениями) и контакторов, вместе они образуют систему реле. В качестве датчиков положения, определяющих состояние рабочих органов оборудования, применены индуктивные бесконтактные выключатели, путевые микровыключатели, а также фотодатчики. Описание циклограммы Циклограмма – это графическое отображение взаимодействия технологического, вспомогательного и транспортного оборудования в пределах ГАУ. Циклограмма также позволяет определить состояние всех элементов ГАУ в определенный момент времени. Рассмотрим построение циклограммы, описывающей момент времени обработки детали, начиная с поступления ее на участок до отправки ее на термообработку. Поступление заготовок на участок регистрирует датчик контактный датчик S3. Далее срабатывает отсекатель – датчик S1. После отделения одной заготовки от остальных она поступает на склиз – датчик S19 (путевой микропереключатель). По его сигналу промышленный робот токарного станка делает установочные движения над заготовкой – датчики S4, S7, S10, S13. Датчики S4, S10 и S13 фиксируют угловое перемещение руки робота, а датчик S7 линейное перемещение в зоне склиза. После точного позиционирования схвата промышленного робота над заготовкой происходит зажим ее – датчик S16 и проверка наличия ее в схвате – S18. Далее промышленный робот совершает поворот руки в вертикальном направлении – S16, поворачивается весь блок руки – датчик S15 и вращается сама кисть – S12. После данных перемещения схват с заготовкой находится напротив патрона станка. Включается электродвигатель линейного перемещения и заготовка оказывается в патроне станка – датчик S9. После срабатывания датчика S9 патрон зажимает заготовку – S21. Наличие заготовки фиксируется тактильным датчиком – S23. Далее промышленный робот, чтобы не мешать процессу обработки, убирает свою руку из зоны обработки – датчики S9, S12. После этого включается привод станка и производится обработка детали на 1-ом установе. Промышленный робот по окончанию обработки и отводу режущего инструмента возвращается в свое прежнее положение в зоне станка – S12 и S9. Схват ПР зажимает заготовку – датчик S16. Проверяется наличие заготовки в схвате – S18 и патрон станка разжимается – S22. Схват отходит от патрона (S9) , делает переустанов (S12) и снова вставляет заготовку в патрон (S9). Патрон зажимает заготовку – S21, проверяется ее наличие – S23. Рука робота отходит – S9 и S6. Производится окончательная обработка заготовки на токарном станке ИРТ180ПМФ4. Обработанная деталь захватывается рукой промышленного робота – датчики S9→S6→S16→S18. Патрон разжимается (S22) и промышленный робот перемещает заготовку на входной склиз магазина стержневого типа (S9, S4, S13 и S7, S17. В качестве датчиков S4, S5, S6, S20 используют вращающиеся трансформаторы. Данный вид датчиков позволяет точно определить угловое перемещение. Датчики S3, S19 и S1, S2, S9 и S7, S8 и S19 служат для определения крайних положений руки робота. Они являются не точными и реализуются с помощью микропереключателей различных конструкций. Датчики S10-S17 и S21, S22 служат для определения положения руки робота по вращению приводящих в движение двигателей робота. Они преобразуют угловое перемещение в электрический сигнал. Тактильные силомоментные датчики – S18 и S23 – служат для определения наличия заготовки. III. Разработка технологических наладок для станков с ЧПУ Для обработки конкретной поверхности детали необходимо определить, каким образом будет перемещаться инструмент. Для этого определяется траектория его движения, включающая рабочие ходы, сопровождающиеся снятием слоя металла, и холостые ходы. Рабочие ходы движения инструмента определяют контур детали, геометрическую точность получаемой поверхности (размер, шероховатость). Холостые ходы характеризуются быстрым перемещением инструмента с точным позиционированием в заданной точке. Траектория движения инструмента в станках с ЧПУ задается с помощью специальных кодов(функций), записываемых в управляющую программу в определенной последовательности. Также в программе задается система координат, в которой описывается перемещение инструмента. С помощью специальных кодов можно управлять также и вспомогательными операциями (подача СОЖ, смена инструмента). Наиболее часто используемые функции при программировании Таблица 3.1 Основные функции ЧПУ
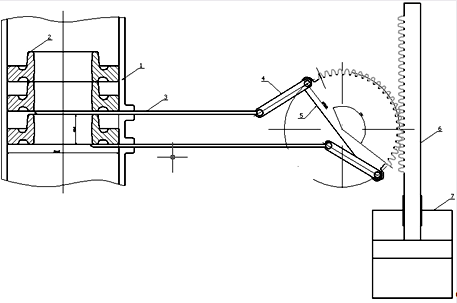
IV. Разработка отсекателя заготовокОтсекатель служит для поштучной выдачи заготовок в зону промышленного робота из магазина шахтного типа. Заготовки поступают на участок в уже упорядоченном виде в магазине. Для заготовки типа зубчатого колеса (шестерни) будем использовать магазин шахтного типа. Данный магазин выберем высотой равной 400 мм. Такая высота магазина позволяет доставлять на участок сразу 8 заготовок. Отсекатель будем разрабатывать следующего вида:
Данная схема содержит магазин (1), заготовки (2), пластины отсекателя (3), планки для передачи движения (4), зубчатый сегмент (5), рейку (6) и гидроцилиндр (7). Последовательность работы отсекателя следующая. В первоначальный момент времени нижняя пластина отсекателя удерживает все заготовки. Потом обе пластины отсекателя начинают одновременно двигаться в взаимнопротивоположном направлении – верхняя пластина влево, а нижняя в правую сторону. Верхняя пластина отделяет верхние заготовки от нижней и та под действием силы тяжести падает вниз. То есть нам необходимо сообщить пластинам отсекателя синхронное взаимное противоположное движение (качания). Это совершается следующим образом. Поступательное движение поршня гидроцилиндра двигает рейку. Рейка через зубчатую передачу преобразует свое поступательное движение во вращательное движение зубчатого колеса. А зубчатое колесо в свою очередь передает движение пластинам отсекателя. Расчет отсекателя состоит в следующем: · расчет зубчатого сегмента передающего движение; · расчет планок создающих кинематическую связь зубчатого колеса с пластинами отсекателя; · расчет зубчатой передачи между зубчатым сегментом и рейкой; · выбор гидроцилиндра. Составим схему замещения отсекателя.
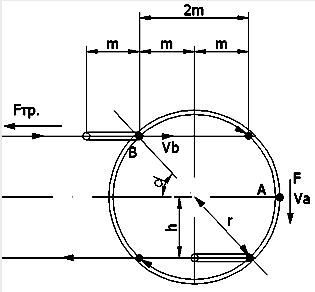
Пластина отсекателя должна переместится на расстояние 2m, равное диаметру заготовки Æ184.5 мм. Расстояние между пластинами равно высоте заготовки 2h=49.2 мм. Пусть длина планки, передающей движение, равняется m=92,25 мм. Тогда радиус точки B будет следующим:
Следовательно Сегмент зубчатого колеса равен: Это почти 180°. Поэтом вместо сегмента будем использовать в отсекателе половину зубчатого колеса. Задачу выбора гидроцилиндра будем решать, применяя закон сохранения энергии. Энергия, переданная поршнем гидроцилиндра равняется энергии, возникающей при движении пластин отсекателя. Энергия поршня:
где А1 и А2 – работа сил трения пластины верхней и нижней соответственно.
где
Следовательно,
где М – масса заготовки. Длина дуги на которую вращался зубчатый сегмент равен следующему выражению:
где
То есть:
Подставим выражения (4.4) и (4.6) в формулу (4.1). Получим следующее:
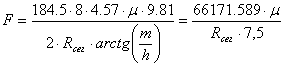
Отсюда,
Для экономии металла возьмем
Тогда
Ход поршня найдем из выражения (4.6):
|
|||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.