 |
|
МЕНЮ
|
Курсовая работа: Автоматизация участка по обработке зубчатого колесаЧисло оборотов шпинделя:
Рабочий ход №1: Глубина снимаемого слоя: t=0.05 мм; Подача на оборот: Скорость резания: Число оборотов шпинделя:
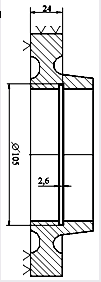
05.4. Чистовое растачивание цилиндрической поверхности - Æ105
Глубина снимаемого слоя: t=1.6 мм; Подача на оборот: Скорость резания: Число оборотов шпинделя:
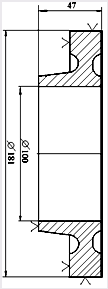
05.5. Черновое подрезание торца - Æ181,74/Æ100
Глубина снимаемого слоя: t=1.1 мм; Подача на оборот: Скорость резания: Число оборотов шпинделя:
05.6. Чистовое обтачивание цилиндрической поверхности - Æ181,74
Глубина снимаемого слоя: t=1.3 мм; Подача на оборот: Скорость резания: Число оборотов шпинделя:
05.7. Фрезерование зубьев.
10 Шлифовальная операция.
15 Зубошлифовальная операция.
Полученные расчеты сведем в таблицу 1.2 Таблица 1.2 Технологическое нормирование операций
1.3 Выбор оборудования1.3.1 Выбор основного технологического оборудованияОпределение необходимого количества технологического оборудования.Перед выбором основного технологического оборудования необходимо определить требуемое его количество для обеспечения выполнения поставленного задания. Расчетное количество оборудования определяется по формуле:
Коэффициент загрузки оборудования по времени определяется следующим образом:
Полученные результаты сведем в таблицу: Таблица 1.3. Расчет количества основного оборудования
Общее количество применяемого основного оборудования: N = 3. Выбор оборудованияТехнологическое оборудование определяет технико-экономические характеристики ГПС, а также показатели обрабатываемых изделий. С учетом поставленного технического задания и технологии получения конечного изделия выбираем следующее технологическое оборудование: С целью концентрации операций на одном рабочем месте (операция 05) используем токарный станок с ЧПУ модели ИРТ180ПМФ4, позволяющий в условиях автоматизированного производства при патронном закреплении обрабатываемой заготовки выполнять операции точения, фрезерования плоскостей, пазов, производить сверление и растачивание отверстий, а также нарезать резьбу. Таблица 2 Характеристики токарного станка ИРТ180ПМФ4
Для достижения точности и значений шероховатости применим следующие шлифовальное оборудование: внутришлифовальный станок 3А227В и зубошлифовальный станок 5843 |




Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.