|
|
МЕНЮ
|
Дипломная работа: Процесс сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4
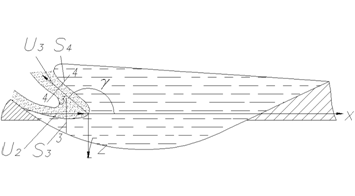
Выбрав оси координат, как показано на (рисунке 3.7), проектируем на них это уравнение. Принимая U2=U3=U0 , получим выражения для проекций и величины результирующей силы
где
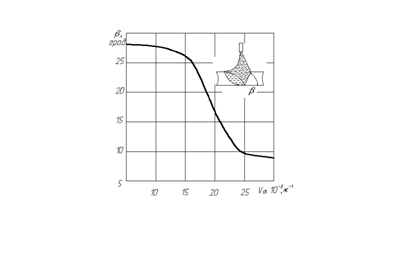
Рисунок 3.7 – Схема взаимодействия плазменного потока с жидким металлом хвостовой части сварочной ванны. Анализ приведенных уравнений (3.18)-(3.20) показывает, что силовое воздействие плазменного потока на участке его разворота в хвостовой части сварочной ванны определяется распределением потока на передней стенке плавления, его мощностью и углом разворота. Изучение продольных макрошлифов конечного кратера показало, что угол наклона передней стенки плавления β в интервале скоростей сварки 0,5-1,2х10-2мс-1изменяется незначительно, а затем по мере её увеличения до 1,6-1,2х10-2мс-1, оголения поверхности плавления и развития полости кратера, заметно уменьшается (рисунок 3.8). При заданной глубине проплавления основного металла, повышение скорости сварки должно сопровождаться увеличением мощности дуги. С ростом последней, мощность плазменного потока увеличивается. В соответствии с (3.15) и (3.16), уменьшение угла β должно сопровождаться перераспределением плазменных потоков на передней стенке плавления. Приращение мощности плазменного потока, обтекающего полость кратера в хвостовой части сварочной ванны, несколько уменьшается. При интервале скоростей
1,2х10-2мс-1 - 1,6х10-2мс-1наблюдалось
значительное смещение жидкого металла в хвостовую часть ванны и его нависания
над полостью кратера ( С дальнейшим увеличением скорости сварки (Vсв >2,3 х10-2мс-1) и мощности дуги , угол наклона передней стенки плавленем практически не меняется и составляет 8-12º. Перераспределение плазменных потоков на передней стенке плавления прекращается. Мощность потока плазмы обтекающего полость кратера в хвостовой части сварочной ванны, определяется лишь мощностью дуги. С ростом последней аэродинамическое воздействие плазменного потока уже не может уравновеситься силами со стороны жидкого металла. Угол разворота резко уменьшается. Жидкий металл практически полностью перемещается в хвостовую часть сварочную ванны, что приводит к образованию протяжных подрезов.
Рисунок 3.8 – Зависимость угла наклона передней стенки плавления от скорости варки. Чтобы предотвратить образование газовых полостей и снизить вклад газодинамической составляющей силового воздействия дуги в процессе перемещения жидкого металла и образования подрезов, согласно (3.18) – (3.20), необходимо уменьшить мощность потока плазмы на участке его разворота в хвостовой части ванны. Очевидно без изменения мощности дуги этого можно достичь путем разворота дуги «углом вперед» путем воздействия на нее магнитного поля тока протекающего по присадочной проволоке. В общем случае, сила
действующая на участок проводника длиной
Однако, в электрической дуге помимо направленного движения заряженных частиц, обусловленного наличием электрического поля, существует газодинамическое движение нейтральных частиц, вызванное разностью давлений. Внешнее магнитное поле воздействует на движение заряженных частиц и стремиться отключить их от первоначального направления. Нейтральные потоки, наоборот, стремятся сохранить свою форму и направление. Они препятствуют указанному действию электромагнитных сил. Результирующее перемещение или изменения формы дуги как единого образования зависит от соотношения этих двух сил. Пространственная стабилизация электрической дуги во многих случаях оказывается связанной с её энергитической устойчивости. К вопросам пространственной стабилизации и энергетической устойчивости дуги в различных областях ее использования подходят по разному. Для получения управляемых термоядерных реакций необходимо наличие пространственно стабилизированного и энергетически устойчивого плазменного шнура. Устойчивое направление горения дуги необходимо и при ее использовании в технологических целях при сварке. Для количественной оценки происходящих здесь процессов можно принять, что на единицу длины дуги необходимо и при ее использовании в технологических целях при сварке. Для количественной оценки происходящих здесь процессов можно принять, что на единицу длины дуги действуют три различные по своему характеру силы (рисунок 3.3). Сила Fм взаимодействия тока в дуге
Электромагнитная сила F2, препятствующая деформации дуги и изменению ее энергетического состояния, пропорциональна квадрату тока:
где Газодинамическая сила F2, возникающая в результате наличия потоков плазмы и инерции движения газовых частиц, определяется на основании законов газодинамики, как центробежная сила.
Рисунок 3.9 – Схема дуги в поперечном магнитном поле
где S – площадь сечения дуги; V – скорость частиц; R – радиус кривизны этой траектории, на которую стремиться перевести прямолинейное движение частиц. Сила F2 появляется только при стремлении изменить прямолинейное движение частиц. Величина этой силы растет с увеличением скорости частиц V и с уменьшением радиуса кривизны R. Скорость частиц плазмы V, входящей в выражение для силы F2, зависит от величины тока I. максимальное значение этой скорости определяется уравнением [45].
где
Подставляя это значение в уравнение (3.27), получаем:
Сила Fм деформирует дугу, силы F1 и F2 препятствуют этой деформации. Составив отношение деформирующих сил и сил сопротивоения, получаем:
Соотношение сил, входящих
в уравнение (3.26) и (3.27), исследовалось экспериментально [45]. При заданном
угле
Из последнего уравнения
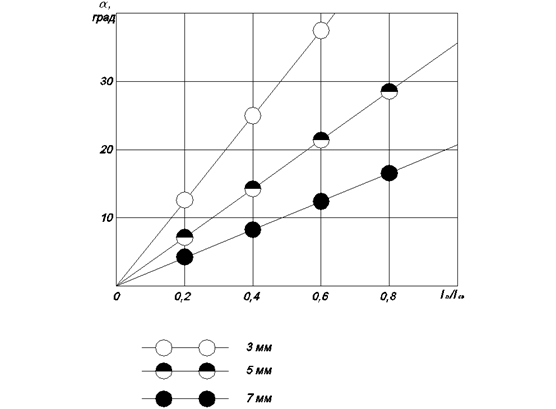
следует, что с увеличением тока Результаты полученные в представленной работе показали, что сварочная дуга хорошо управляется магнитным полем, генерируемым током присадочной проволоки, в пределах угла отклонения 0-40°(рисунок 3.10), что обеспечивает качественное формирование швов при существенном повышении скорости сварки (рисунок 3.11).
Рисунок 3.10 – Зависимость угла отклонения дуги от тока в присадочной проволоке.
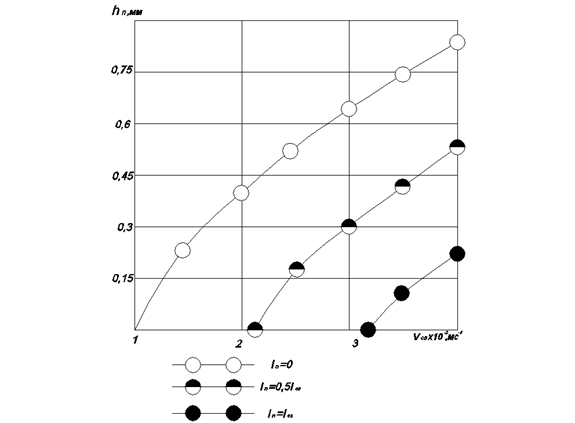
Iсв=240А Рисунок 3.11 – Зависимость величины подреза от скорости сварки. 3.3 Свойства сварных соединений По базовой технологии принятой на предприятии, сварку крупногабаритных изделий из титанового сплава ОТ4, толщиной до 4 мм выполняли вольфрамовым электродом с присадочной проволокой того же состава, что и основной металл в аргоне. Попытки повышения производительности сварочных работ, путем повышения скорости сварки приводили к образованию протяженных подрезов. Результаты исследований, представленных в предыдущих разделах работы, говорят о том, что скорость аргонодуговой сварки может быть существенно повышена путем введения в хвостовую часть сварочной ванны токоподводящей присадочной проволоки. Выбор режимов сварки изделий с толщиной стенки до 4 мм, при которых бы одновременно достигалась высокая производительность и качество формирования швов, осуществляли экспериментальным путем с учетом ранее накопленного опыта. В ходе экспериментов изменялись следующие параметры режима сварки: сварочный ток Iсв ; ток в присадочной проволоке In; скорость подачи присадочной проволоки Vn, её диаметр dn и расход защитного газа Q. Ориентировочные режимы сварки крупногабаритных изделий из титанового сплава ОТ4 приведены в таблице 3.1. При выбранных режимах сварки происходит формирование симметричного шва с плавным переходом от усиления к основному металлу, без подрезов и прожогов основного металла. Таблица 3.1 – Ориентировочные режимы аргонодуговой сварки вольфрамовым электродом сплава ОТ4.
Структура металла швов состоит из мартенсиной α’ – фазы (рисунок 3.12). В околошовной зоне сварного соединения наблюдается три характерных участках (3.13): участок крупного зерна (перегрева), где температура нагрева изменяется от температуры плавления до 1300°С; участок полной перекристаллизации, где при охлаждении, структуры аналогичны тем, которые возникают на участке крупного зерна; участок неполной перекристаллизации, где структурные изменения в металле по сравнению с другими участками околошовной зоны оказывает менее отрицательное влияние на свойства сварных соединений. Очевидно, [10-13] из рассматриваемых структурных участков наиболее опасен участок максимального перегрева. Механические свойства сварных соединений приведены в таблице 3.2. Как следует из приведенных результатов, предел прочности сварного соединений составляет больше 90% прочности основного металла; угол загиба, в зависимости от свариваемых толщин, составляет ~ 60-70% от угла загиба основного металла. Эти результаты позволяют говорить о том, что механические свойства сварных соединений, выполненных с токоподводящей присадочной проволокой, не уступают механическим свойствам сварных соединений изготавливаемых на предприятии. При этом скорость сварки возросла более чем в два раза. Таблица 3.2 – Механические свойства основного металла и сварных соединений
На основании полученных результатов можно сделать следующие выводы: - по вопросу образования подрезов нет существенных противоречий, так как одни авторы работ, посвященных этой проблеме, рассматривают условия формирования шва на основе всеобщего закона равновесия действующей и противодействующих сил, а другие акцентируют внимание на особенностях образования дефектов в связи с нарушениями этого равновесия, вызываемыми пространственными изменениями источника нагрева и перераспределения нагрева и перераспределениями плотности Лоренцевых сил по жидкому металлу сварочной ванны; - увеличение скорости дуговой сварки приводит к концентрации тока в головной части сварочной ванны, что способствует образованию протяженных подрезов; - введение обесточенной присадочной проволоки в хвостовую часть сварочной ванны уменьшает её протяженность, что очевидно, приводит к некоторому снижению концентрации тока перед двужущейся дугой; - применение токоподводящей присадочной проволоки позволяет в широких пределах регулировать распределение тока в зоне дуговой сварки, что может расширить возможности формирования швов без подрезов при сварке с повышенной скоростью; - сварочная дуга с вольфрамовым катодом в аргоне хорошо управляется магнитным полем тока в присадочной проволоке в пределах угла ее отклонения 0-40°; - разворот дуги «углом вперед» магнитным полем тока присадочной проволоки позволяет формировать швы без подрезов при увеличении скорости сварки более чем в два раза; - механические свойства сварных соединений из сплава ОТ4, выполненных с токоподводящей присадочной проволокой, не уступают аналогичным соединениям, выполненным обычной аргонодуговой сваркой.
Рисунок 3.12 – Структура металла шва х300
Рисунок 3.13 – Характерные структурные участки сварных соединений. Литература 1. Гуляев А.П. Металловедение. – М.: Металлургия, 1986.-544с. 2. Калачев Б.А., Ливанов В.А., Гиагин В.И. Металловедение и термическая обработка ценных металлов и сплавов.- М.: Металлургия, 1972 - 480с. 3. Пульцин Н.М. Титановые сплавы и их применение в машиностроении. - М.: Машиностроение,1982.-214с. 4. Носова Г.И. Фазовые превращения в сплавах титана. – М.: Металлургия, 1978 - 154с. 5. Rosenthal I.A. \\ Mod. Metals. – 1974 - N20, s. 4-8 6. Smit J. \\ Metallwerking. -1976 - N31. – s.25-28 7. Прохоров Н.Н. Технологическая прочность сварных швов в процессе кристаллизации. – М.: Металлургия, 1979.-248с. 8. Пантон Б.Е. Технология электрической сварки металлов и сплавов плавлением. – М.: Машиностроение, 1974. – 768с. 9. Орлов Б.Д. Технология и оборудование контактной сварки. – М.: Машиностроение, 1986. – 352с. 10. Третьяков В.Ф. Сварка плавлением титана и его сплавов.- М.: Машиностроение, 1977.-144с. 11. Петров А.В. Сварка закрытой стальной дугой. Сварочное производство.-1972. – N4 – с.15-17 12. Гуревич С.М. Сварка высокопрочных титановых сплавов. – М.: Машиностроение, 1975.-150с. 13. Хореев А.И. Основные принципы разработки высокопрочных свариваемых титановых сплавов. \\ Сварочное производство.-1975. – N10.-c.4-7. 14. Рыкалин Н.Н. Расчеты тепловых процессов при сварке. – М.: Машгиз, 1951.- 296с. 15. Фролов В.В. Теоретические основы сварки. – М.: Высшая школа, 1970.-592с. 16. Лебедев В.К. Устойчивость металлической ванны при сварке тонкого металла. – Автоматическая сварки, 1975, N6, с.71. 17. Пантон Б.Е., Мандельберг С.Л. Некоторые особенности формирования швов при сварке с повышенной скоростью//Автоматическая сварка. – 1971.- №8.– С.1–6. 18. Ерохин А.А., Букаров В.А., Ищенко Ю.С. Влияние угла заточки вольфрамового катода на образование подрезов и газовых полостей при сварке. – Сварочное производство, 1972, N5, с.20-21. 19. Robinson J.B. High – Speed Gas Tungsten – Answelding of Aluminium Sheet Welding Journal, 1968, N1. 20. Hicken G.K. and Jackson C.E. The Effect of applied magnetic filds on welding arcs. Welding Journal, 1966, N11. 21. Ando K.et.ol. A Consideration the mechanism of penetration in the arc welding. Journal of the Japan welding society, 1968, N4. 22. Wealleans. J. W. Adams B. Undarcutting and Weld Bead in T.J.G. Welding/ Welding and Metal. Fabrication, 1969, N6. 23. Ковалев И.М. Пространственная устойчивость движущейся дуги с неплавящимся катодом. – Сварочное производство, 1972, N8, с. 1-3. 24. Ковалев И.М. Некоторые особенности формирования сварных соединений при сварке с неплавящимся катодом. – Сварочное производство, 1974, N10, с. 3-5. 25. Ковалев И.М. Изучение потоков жидкого металла при аргонодуговой сварке неплавящимся электродом. – Сварочное производство, 1974, N9, с. 10-12. 26. Ковалев И.М. Влияние движения металла в сварочной ванне на устойчивость дуги и формирование шва. – Сварочное производство, 1974, N11, с. 5-7. 27. Ковалев И.М., Кричевский Е.М., Львов В.Н. Аргоно-дуговая сварка труб из стали 1Х18Н10Т неплавящимся электродом с формированием шва в поперечном магнитном поле. – Сварочное производство, 1975, N5, с. 15-17. 28. Кудояров Б.В., Руссо В.Л.. Суздалев И.В. О взаимосвязи между отклонением сварочной дуги и образованием газовых полостей в сварном шве. – Сварочное производство, 1972, N4, с.9-10. 29. Руссо В.Л., Кудояров Б.В., Суздалев И.В. и др. Образование газовых полостей в металле шва при автоматической сварке титана сжатой дугой. – Сварочное производство, 1972, N9, с. 48-50. 30. Суздалев И.В., Руссо В.Л., Кудояров Б.В., и др. Влияние угла наклона электрода на образование газовых полостей в корне шва при аргоно-дуговой сварке титана. Сварочное производство, 1972, N11, с. 5-7. 31. Жуковский В.Д., Зильберштейн Л.Н., Петрунин Е.П. Влияние предварительного подогрева на скорость аргоно -дуговой сварки труб. – Сварочное производство, 1968, N9, с. 11-13. 32. Чернышов Г.Г., Ковтун В.Л. Влияние теплового потока и давление дуги на предельную скорость сварки. – Сварочное производство, 1985, N2, с. 14-15. 33. Ерохин А.А., Букаров В.А., Ищенко Ю. С. Расчет режимов автоматической сварки стыковых соединений с заданной величиной проплавления. – Сварочное производство, 1971, N2, с. 22-25. 34. Таран В.Д., Чудинов М.С. Определение поверхностного натяжения ванночки расплавленного металла в условиях сварки.- Сварочное производство, 1972, N1, с. 7-8. 35. Данилов В.А., Чернышов Г.Г. О механизме воздействия импульса тока на ванну. – Сварочное производство, 1974, N1, с. 54-56. 36. Гладков Э.А., Гуслитов И.А., Сас А.В. Динамические процессы в сварочной ванне при вариации действующих сил. – Сварочное производство, 1974, N4, с. 5-6. 37. Ищенко Ю.С., Букаров В.А. Методика оценки статического равновесия жидкой ванны при У-образной разделки кромок. – Сварочное производство, 1978, N10, с. 9-13 38. Петров А.В. Вопросы дуговой сварки в среде защитных газов тонколистовых материалов: Дис… д-ра техн. Наук: 05.04.05.- Защищена 29.06.69; Утв. 11.05.72 – М., 1969.-338с. 39. Демянцевич В.П., Матюхин В.Л. Особенности движения жидкого металла в сварочной ванне при сварке неплавящимся электродом. – Сварочного производство, 1972, N10, с. 1-3. 40. Мендельсберг С.Л., Сидоренко Б.Г., Лопата В.Е. Влияние скорости сварки на положение столба дуги. – Автоматическая сварка, 1975, N6, с. 41-44. 41. Мендельсберг С.Л., Сидоренко Б.Г., Лопата В.Е. Влияние расположения токоподвода на формирование швов при однодуговой сварке. - Автоматическая сварка, 1976, N8, с. 11-15. 42. Ситников В.В. Распределение плотности тока в проводящей среде при импульсно-дуговой сварке. – В сб.: Молодые ученые и специалисты Харькова – ХIХ съезду ВЛКСМ. – Харьков: 1982, с.20. 43. Райчук Ю.М. Распределение тока по пластине при дуговой сварке. – Автоматическая сварка, 1967, N4, с. 19-22. 44. Харьков Е.И., Лысов В.И., Федоров Р.Е. Физика жидких металлов. – Киев: Высшая школа, 1979. – 246 с. 45. Леснов Г. И. Электрическая сварочная дуга. – М.: Машиностроение, 1970.- 335 с. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 (3.21)
(3.21)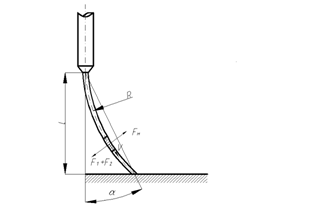
 (3.24)
(3.24) (3.25)
(3.25) (3.27)
(3.27)