 |
|
МЕНЮ
|
Учебное пособие: Проектирование резьбонакатных затылованных роликов2.3 Определение числа заходов резьбы роликов Для резьбонакатных роликов, работающих с ручной загрузкой заготовок, число заходов определяется исходя из наибольшего и наименьшего межосевого расстояния шпинделей резьбонакатного станка [ ]:
где:Amax – наибольшее межцентровое расстояние между накатными роликами; Amin – наименьшее межцентровое расстояние; d2 – средний диаметр резьбы детали; k – число заходов; Примечание: Amax и Amin берутся из паспортных данных станка. Для роликов работающих с автоматизированной загрузкой заготовок число заходов резьбы определяется, исходя из наибольшего и наименьшего диаметров роликов, допустимых по паспорту применяемой модели станка:
где: Dmax – наибольший диаметр накатных роликов, определяемый паспортными данными станка; Dmin – наименьший диаметр накатных роликов. Примечание: Определенное число заходов k должно быть целым числом. Определение величины фаски на роликах Величина фаски на роликах зависит от величины сбега резьбы детали и определяется по формуле:
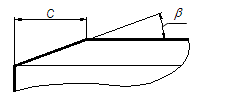
где: С – величина фаски; H – высота профиля резьбы ролика; b - угол наклона фаски.
Рис. В зависимости от формы сбега резьбы детали угол b может быть определен следующими соотношениями: a) для формы сбега показанной на рис. 2.2.2. b)
Рис.
где: hg – высота профиля резьбовой детали. c) для формы сбега показанной на рис. 2.2.3
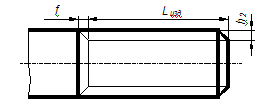
Рис. Наиболее оптимальным значением угла является b = 20°. Определение ширины роликов Ширина роликов одностороннего действия (и затылованных) определяется по формуле:
где:B – ширина роликов; Lизд – длина накатываемой детали; C – величина фаски роликов; S – шаг резьбы. Ширина цилиндрических роликов двустороннего действия определяется по формуле:
Примечание: Наибольшая допустимая ширина роликов для данной модели резьбонакатного станка не должна превышать величины, указанной в паспортных данных станка. Расчет диаметров роликов В зависимости от назначения резьбонакатных роликов, расчет наружных диаметров выполняется следующим образом [ ]:Для резьбонакатных роликов по формуле:
где: Dнар – наружный диаметр роликов; k – число заходов резьбы роликов; d2 – средний диаметр резьбы детали; d1 – внутренний диаметр резьбы детали; Для резьбонакатных роликов, предназначенных для калибровки предварительно нарезанной резьбы по формуле:
где: h¢u – высота головки резьбового профиля инструмента. Средний диаметр резьбы роликов рассчитываются по формуле [19]:
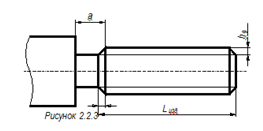
где: D2 – средний диаметр резьбы роликов. Расчет заборной частиРазмеры заборной части затылованного ролика определяются величиной затылования Kp и длиной затылованного участка, определяемого углом заборной части j3. Величина затылования Kp состоит из величины запаса K3 и теоретической величины затылования KТ, т.е.
Или, с учетом составляющих величин K3 и KТ:
где: S – шаг накатываемой резьбы; h’u – высота головки резьбового профиля инструмента; d3 – диаметр заготовки под накатывание; d2min – минимальный средний диаметр накатываемой резьбы; Длина затылованного участка на чертеже ограничивается величиной угла заборной части j3, зависящего от общей величины затылования Kp и величины подачи на оборот накатываемой заготовки S0.Угол заборной части определяется по формуле:
где: d2 – средний диаметр накатываемой резьбы; Dнар – наружный диаметр ролика определяемый по формуле( ) или ( ); S0 – величина подачи на оборот накатываемой заготовки. В таблицах 2.4.1 и 2.4.2 приведены рекомендации по выбору подач S0 в зависимости от материала накатываемой детали и шага резьбы. Рекомендуемая радиальная подача при накатывании резьбы для трудно обрабатываемых металлов [ ]. Таблица 2.4.1
Рекомендуемая радиальная подача при накатывании резьбы для материалов применяемых на АО «АВТОВАЗ». Таблица 2.4.2
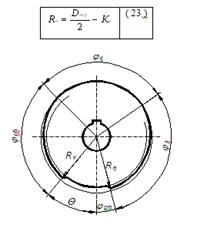
Радиус начала заборной части Rн (рис.) определяется по формуле:
Рис. Расчет калибрующей частиКаллибрующая часть роликов определяется числом оборотов заготовки, необходимым на калибрование резьбы и характеризуется величиной угла калибрующей части jк. Угол калибрующей части jк определяется по формуле:
где: d2 – средний диаметр резьбы детали; D2 – средний диаметр резьбы ролика, определяемый по формуле (19); nк – число оборотов необходимое на калибрование резьбы. Число оборотов на калибрование резьбы затылованными роликами для углеродистых и легированных конструкционных сталей должно быть большим или равным одному обороту заготовки по среднему диаметру резьбы, но не должно превышать ¼ часть величины заборной части, т.е.
где: Примечание: Для материалов sв £ 100 кг/мм2 назначать nк ближе к 1. Расчет сбрасывающей частиСбрасывающая часть затылованных роликов определяется числом оборотов заготовки ncб необходимым на безударный выход детали из зоны накатывания и характеризуется величиной угла jсб и величиной затылования Ксб сбрасывающего участка. Величина угла сбрасывающей части jсб определяется по формуле:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.