 |
|
МЕНЮ
|
Учебное пособие: Проектирование резьбонакатных затылованных роликовУчебное пособие: Проектирование резьбонакатных затылованных роликовМинистерство Образования Российской Федерации Тольяттинский Государственный Университет Кафедра Профессиональное обучение и педагогические технологии Факультет Профессиональное обучение Проектирование резьбонакатных затылованных роликовМетодическое пособие к курсовому проектированию по дисциплине Металлорежущие инструменты Тольятти – 2003 Содержание Введение 1. Стали, применяемые для изготовления резьбонарезных роликов 1.1 Технические условия на изготовление роликов 2. Проектирование резьбовых роликов 2.1 Расчет резьбового профиля резьбонакатных роликов с открытым контуром 2.2 Определение числа заходов резьбы роликов 2.3 Определение ширины роликов 2.4 Расчет диаметров роликов 2.5 Выбор типа загрузочно-разгрузочных участков и определение их основных конструктивных элементов 3. Расчетные формулы РТМ – 018 4. Пример расчета резьбонакатных роликов для резьб M12x1,25 – 6g Перечень рекомендуемой литературы сталь проектирование резьбовой ролик Введение Резьбовые соединения в автомобиле «Жигули» являются весьма распространенными и ответственными конструктивными элементами наиболее сложных и высоконагруженных узлов. При выходе АвтоВАЗа на выпуск 660 тысяч автомобилей в год завод будет употреблять около 1,5 миллиардов болтов, винтов и др. метизных резьбовых деталей. Двигатель содержит в себе 147 корпусных и других деталей, изготовляемых из различных конструкционных материалов (без неметаллов). Из них в 37 деталях, т.е. в каждой четвертой, имеются резьбы в количестве 214 штук. При сборке двигателя употребляется 214 шпилек (с резьбой нулевого класса точности), болтов и др. резьбовых метизов. Таким образом, на каждую корпусную и др. металлическую деталь двигателя приходится почти три резьбовые поверхности, т.е. коэффициент наличия резьб «P» составляет 3. Аналогичная картина наблюдается и по остальным основным узлам, выпускаемым у нас в стране, легковых автомобилей. Наружные резьбы в механосборочном производстве ВАЗа изготавливаются методами накатывания и резьбонарезанием различными головками, причем метод накатывания составляет 55,7% от общего количества. Накатывание наружной резьбы является одной из наиболее прогрессивных, высокопроизводительных технологических методов, позволяющих получить резьбу с увеличенной прочностью. Процесс накатывания в зависимости от конструкции детали производится на различном оборудовании и несколькими разновидностями резьбонакатного инструмента. При накатывании резьбы вместо процесса резания осуществляется процесс, близкий к прокатке. При постепенном сближении накатных роликов и обкатывании заготовки происходит выдавливание ее материала с поверхностных слоев в витки резьбы роликов. Процесс продолжается или до полного заполнения витков резьбы роликов (при замкнутом контуре инструмента) или до получения полного профиля резьбы на детали (при работе роликов с открытым контуром). Таким образом, при накатывании резьбы роликами происходит пластическое деформирование наружного слоя заготовки, которое вызывает изгиб наружных волокон металла, эквидистантно профилю резьбы. Следовательно, процесс накатывания резьбы роликами происходит без снятия стружки с заготовки. Благодаря изгибу, а не резанию волокна не перерезаются, и резьба получается более прочной. Кроме того, поверхность резьбы получается уплотненной и с наличием наклепа. Накатная резьба по сравнению с нарезной имеет увеличенную усталостную прочность (до 30%). В настоящем руководящем техническом материале (РТМ–018) рассмотрены вопросы, связанные с изготовлением наружных резьб накатыванием с затылованным профилем на резьбонакатных станках фирмы «Pee Wee». Указанные станки позволяют получить резьбу на деталях: а) типа валов, шпилек, болтов; б) с точностью 4h6h; в) с чистотой Ñ6. На ВАЗе этот метод применяется широко и обеспечивает изготовление более 30% деталей, изготавливаемых методом накатывания. Особенностью накатывания наружной резьбы затылованными роликами является использование 2-х роликов, один из которых с затылованным резьбовым профилем, а другой цилиндрический, конструкция которого ничем не отличается от конструкции обычных роликов, за исключением паза под шпонку. Затылованный ролик в отличие от цилиндрического ролика по окружности имеет заборную, калибрующую и сбрасывающие части. Подъем профиля на заборной части ролика обеспечивает [6]: а) внедрение витков в заготовку при постоянном межосевом расстоянии роликов без участия механизма радиальной подачи станка; б) возможность сделать на окружности ролика по два-три заборных и калибрующих участка и, таким образом получать за один оборот роликов не одну, а две или три детали с резьбой; в) более благоприятное профилирование накатываемой резьбы, что положительно сказывается на повышении точности обработки и улучшения качества поверхности. При накатывании резьбы двумя роликами деталь устанавливается между двумя принудительно вращающимися роликами. Накатывание резьбы на детали происходит благодаря сближению роликов, которое осуществляется перемещением одного из роликов в радиальном направлении к детали и другому ролику. Чтобы получить правильную по профилю и размеру резьбу, ролики должны быть точно установлены один относительно другого в осевом направлении. Вершина ниток резьбы одного ролика должна совпадать с центром впадины другого или против впадины одного должна быть вершина другого, в зависимости от числа заходов резьбы. В противном случае резьба получится с уступами и сдвоенная. Правильный расчет (выбор) всех участков затылованного ролика, оказывает большое влияние на производительность процесса накатывания. От основных участков, заборного и калибрующего, зависят не только производительность процесса, но точность и качество изготавливаемой резьбы. Заборная часть роликов (рис. 3.6.1) выполняется с затылованием по спирали Архимеда по всем элементам профиля резьбы ролика, имеющего те же высотные параметры, что и цилиндрический ролик. Калибрующая часть ролика выполнена с диаметром, равным диаметру цилиндрического ролика; выходная часть выполняется затылованной по полному профилю резьбы. В настоящее время в цехах МСП ВАЗа применяются резьбонакатные ролики с затылованным профилем с одним загрузочным участком. При выполнении совместной научно-исследовательской работы ТПИ-ВАЗ разработана усовершенствованная конструкция аналогичных роликов с двумя загрузочными участками, что значительно повысит производительность процесса. Типовой чертеж новых роликов прилагается к настоящему РТМ-018. 1. Стали, применяемые для изготовления резьбонарезных роликов Холодное накатывание резьб характеризуется высокими удельными давлениями на рабочий инструмент. Поэтому материалы, применяемые для изготовления накатного инструмента, должны обладать следующими свойствами: высокой износостойкостью, прочностью и сопротивлением пластической деформации; высокой износостойкостью; достаточной вязкостью и повышенной теплостойкостью. Опыт холодного накатывания показал, что инструмент, как правило, выходит из строя из-за разрушения, а не из-за износа. Поэтому при выборе сталей для накатного инструмента и их последующей обработке необходимо стремиться к получению максимальной прочности рабочей части инструмента. Практика передовых заводов показывает, что при изготовлении инструмента для холодного накатывания рекомендуется применять стали Х12М, Х12Ф1, Х6ВФ и 55Х6В3СМФ (ЭП569). По классификации Ю.А. Геллера эти стали относятся к группе 3в – стали высокой прокаливаемости и с минимальными объемными изменениями после термообработки. При накатывании резьб на заготовках из легированных термообработанных сталей HRC 33-37 применяется быстрорежущая сталь марки Р18. Всесоюзным научно-исследовательским инструментальным институтом (ВНИИ) разработаны две новые стали 55Х6В3СМФ (ЭП569) и 80Х4В3М3Ф2 (ЭП570) для изготовления накатных роликов. Эти стали обладают более высокими показателями механических свойств и повышенной теплостойкостью. Широкое применение высокохромистых инструментальных сталей типа Х12 для изготовления накатного инструмента объясняется более высокой прочностью их по сравнению со среднелегированными и высокоуглеродистыми сталями. Высокое содержание углерода (1% и выше) при наличии 6-12% хрома и таких легирующих элементов, как молибден, ванадий и вольфрам, позволяет после закалки получать в этих сталях максимально твердую мартенситную основу с включением карбидных частиц. Такое сочетание структурных составляющих придает сталям относительно высокую прочность и износостойкость. Недостатком сталей типа Х12 является грубая карбидная неоднородность. Ковкой и прокаткой карбидная неоднородность несколько снижается, но полностью не устраняется. Стали Х6ВФ и 55Х6В3СМФ по сравнению со сталями типа Х12 за счет пониженного содержания хрома и углерода имеют значительно меньшую карбидную неоднородность. Карбидная неоднородность в структуре металла инструмента, предназначенного для деформирования, ведет к резкому сокращению срока его службы. Как показали результаты исследований, карбидная неоднородность высокохромистых сталей оказывает существенное влияние на стойкость накатного инструмента: стойкость инструмента тем выше, чем меньше карбидная неоднородность стали. Разрушение накатного инструмента происходит прежде всего на участках скоплений карбидных включений. Для оценки качества проката сталей типа Х12 и Х6ВФ разработаны 10-бальные шкалы карбидной неоднородности, которые вошли в ГОСТ 5950-63 под названием «Шкалы макро- и микроструктур». Шкала №2 предназначена для оценки карбидной неоднородности сталей марок Х12 Х12М Х12Ф1, шкала №3 – стали Х6ВФ. Как показала отечественная и зарубежная практика, эффективным средством повышения механических свойств ледебуритных сталей и стойкости инструмента является ковка заготовок с применением многократной осадки и вытяжки. Ковка приводит к раздроблению крупных избыточных карбидов, измельчению остатков ледебуритной сетки и равномерному распределению карбидов в структуре металла. Степень карбидной неоднородности в поверхностном слое металла заготовок резьбонакатных роликов можно уменьшить путем ковки с многократной осадкой и вытяжкой. Карбидная неоднородность после ковки не должна превышать 1-3 балла. Поковки для роликов изготовляются из отдельных заготовок, отрезаемых от штанг диаметром 100…150 мм. Нагрев заготовок из сталей Х12М и Х12Ф1 под ковку рекомендуется производить по следующим стадиям: 4.1. предварительный прогрев в течение 30-45 минут при температуре печи 700°С; 4.2. повышение температуры печи до 850…900°С и выдержка при этой температуре также в течение 30…45 минут; 4.3. нагрев заготовок до температуры 1080±20°С (для стали Х12М допускается нагрев до температуры 1160±20°С); 4.4. выдерживание при этой температуре в течение 10…20 минут. Для стали Х6БФ необходим медленный нагрев заготовок до 800…850°С и выдержка при этой температуре в течение 30…45 минут. Затем следует быстрый нагрев до 1050°С и выдержка при этой температуре 10…20 минут. Ковку следует производить частыми ударами под молотом мощностью 3 тонны. Ковка крупных профилей сталей типа Х12М может быть рекомендована путем трехкратной осадки вытяжкой, обеспечивающей снижение карбидной неоднородности в среднем на 2…3 балла. Окончание ковки сталей Х12М и Х12Ф1 следует производить при температуре 870…920°С Система технологических переходов при ковке должна обеспечить степень укова не менее трехкратной. Контроль балла карбидной неоднородности производится путем разрезки одной поковки из партии и её исследовании вдоль образующей на глубине 15…20 мм. Для отжига поковок применяют камерные или муфельные печи, работающие на нефтяном или газовом топливе, либо электрические печи. Поковки укладывают в печь в открытом виде. Режим отжига: температура отжига 830-8500С (для стали Х12М 850…870°С) нагрев до этой температуры со скоростью не более чем 30° в час; выдержка при 830…850°С в течение 3 часов; охлаждение со скоростью не более 30° в час до 550°С и далее вместе с печью. Твердость поковок в отожженном состоянии HB 187…228 (диаметр отпечатка 4,0…4,4 мм). 1.1 Технические условия на изготовление роликов С целью повышения стойкости роликов и качества изготовления резьбы по ее геометрическим параметрам, по ее чистоте и качеству поверхностного слоя инструмент изготовлять с конечной твердостью в пределах HRC 61-63 и обязательным шлифованием профиля [13]. Для осуществления новых требований, предъявляемых к роликам их изготовление следует вести в несколько этапов: a) предварительное изготовление профиля резьбы методом накатывания с оставлением припуска под окончательное шлифование; b) окончательная термообработка; c) окончательное шлифование с целью удаления дефектных слоев и получения заданной точности. 1. Материал – сталь марок Х12М, Х12Ф1 по ГОСТ 5950-63 с карбидной неоднородностью материала в переделах 1…3 балла и с твердостью HRC 58…60. 4.5. Заготовку роликов подвергать 3-х кратной проковке с последующими отжигами. 4.6. На заготовке профиль резьбы накатывать с припуском 0,3-0,5 мм с последующей окончательной термообработкой и шлифовкой профиля по наружному диаметру для удаления «кратера» и по среднему диаметру с необходимой точностью по профилю. 4.7. Число заходов резьбы роликов – (15)* (угол подъема 2±04). 4.8. Комплект состоит из двух штук. Разность наружных и средних диаметров роликов одного комплекта не более ±0,05мм. 4.9. При изменении размера между комплектами (пункт 5) размеры радиусов роликов изменить в соответствии с изменением наружного диаметра. 4.10. Биение наружного и среднего диаметров резьбы относительно посадочного отверстия не более 0,015 мм. 4.11. Конусность и овальность резьбы по среднему диаметру не более 0,02 мм на 100 мм длины. 4.12. Накопленная погрешность шага резьбы роликов на длине 25 мм не более 0,01 мм. 4.13. Предельные отклонения половины угла профиля резьбы с шагом 1,25 … 1,5 мм ±10’. 4.14. Биение торцов ролика относительно отверстия на диаметре 100 мм не должно превышать 0,010 мм. 4.15. Остальные технические требования по ГОСТ 9539-60. 4.16. Элементы профиля должны быть проверены на всех заходах. 4.17. Маркировать материал, шифр, резьбу, дату изготовления. 4.18. Через каждые 15…20 тыс. накатанных деталей ролики подвергнуть низкотемпературному отпуску. 4.19. Ролики хранить и транспортировать в таре. 2. Проектирование резьбовых роликов 2.1 Расчет резьбового профиля резьбонакатных роликов с открытым контуром
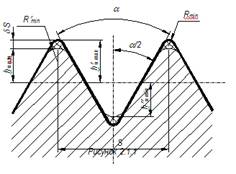
Рис. В общем случае максимальная высота головки профиля инструмента, формирующей впадину профиля резьбы детали определяется по формуле (1) (рис.2.1.1):
где: d2 max – максимальный средний диаметр резьбы детали; d1 max – максимальный внутренний диаметр резьбы детали;
DH – допуск на наружный диаметр резьбы детали. Минимальная высота ножки профиля резьбы инструмента:
где: DS = 0,025S – дополнительная величина, исключающая касание впадин профиля резьбы инструмента и вершин профиля резьбы изделия. Примечание: Для резьб с шагом до 1,5 мм включительно DS = 0. Радиус закругления профиля резьбы инструмента в общем случае определяется по формуле:
Для метрических резьб, у которых угол профиля a = 60°, высота головки резьбового профиля инструмента определяется по формуле:
где: da – величина допуска на изготовление. Допустимая высота изношенного профиля резьбы:
Минимальная высота ножки резьбового профиля инструмента для резьб с углом профиля a = 60° определяется по формуле:
Для накатываемых резьб с шагом до 1,5 мм включительно:
Примечание: Величина H²u ограничивает прямолинейный участок ножки резьбового профиля инструмента. Форма впадины должна выполняться закругленной. Величина радиуса R произвольна, но не должна превышать величины:
Минимальный радиус закругления вершины головки профиля резьбы инструмента для резьб с углом профиля a = 60° определяется соотношением:
Размеры высотных параметров профиля метрической резьбы по ГОСТ 16093–70 приведены в таблице 2.1.1 Таблица 2.1.1
|
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.