 |
|
МЕНЮ
|
Реферат: Загальні поняття про якість виробів та основні її показники
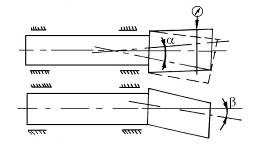
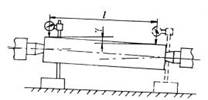
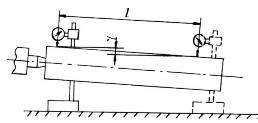
Рис. 3. Неспіввісність шийок вала у двох координатних площинах Щоб отримати при контролі найбільш повне уявлення про значення параметра, що контролюється, необхідно виключити, наскільки це можливо, вплив похибок взаємозв’язаних з ним параметрів. Наприклад, співвісність переднього і заднього центрів токарного верстата звичайно перевіряють за допомогою оправки, закріпленої в центрах. Переміщуючи вздовж по оправці розташовані в двох координатних площинах і встановлені на супорті індикатори, роблять висновки про величину і напрямок відхилення від співвісності центрів (рис. 4, а). Але аналогічні покази можуть дати індикатори за наявності повороту осі оправки відносно напрямних станини при абсолютній співвісності центрів (рис. 4, б). Тому, перш ніж приступати до перевірки співпадання осей центрів у передній і задній бабках токарного верстата, необхідно забезпечити паралельність осей отворів під центри в шпинделі і пінолі в більш жорстких межах у порівнянні з допустимим відхиленням від співвісності центрів. Контроль деяких параметрів потребує матеріалізації геометричних представлень (наприклад, відстань між осями двох отворів, відхилення від площинності поверхні деталі).
а) б) Рис. 4. Перевірка співвісності центрів токарного верстата за допомогою оправки l – довжина вимірювання; γ – різниця показів індикаторів Геометричні представлення матеріалізують за допомогою спеціальних деталей або пристосувань (оправки, контрольні плити тощо). Оскільки все це пов’язано із введенням у вимірювальні розмірні ланцюги додаткових ланок, які мають похибки, то велике значення має власна точність всіх деталей і пристосувань, що використовують при перевірках, а також точність їх встановлення. За цих умов вважається допустимою похибка розпізнання параметра, що контролюється, яка не перевищує 10…20 % його поля допуску. 3.2 Випробовування машин Метою випробовування машин є перевірка правильності роботи і взаємодії всіх механізмів машини, перевірка її потужності, продуктивності та точності. Таким чином, випробовування машини є перевіркою якості машини, одержаної в результаті всього виробничого процесу її виготовлення. В залежності від виду, призначення та масштабу випуску машини проходять випробування на холостому ходу (перевірка роботи механізмів і паспортних даних) і в роботі під навантаженням, а також випробовування на продуктивність, жорсткість, потужність та точність. Випробовування на холостому ходу. При цьому випробовуванні перевіряють всі включення і переключення органів керування та механізмів машини, правильність їх взаємодії та надійність блокування, безвідмовність дії та точність роботи автоматичних пристосувань. Разом з тим перевіряють додержання норм правильності роботи підшипників, зубчастих коліс. Випробовування машин під навантаженням повинні виявити якість її роботи у виробничих умовах, близьких до умов експлуатації. Під навантаженням на певних режимах, що встановлюються технічними умовами або правилами, випробовують всі машини. Випробовуванню на продуктивність піддають звичайно не всі машини, а лише машини спеціального призначення та дослідні зразки. В процесі випробовування виявляють, чи відповідає продуктивність виготовленої машини вимогам замовлення, чи має машина потрібну швидкість. Випробовування на жорсткість. На жорсткість випробовують головним чином верстати. В наш час норми жорсткості та методи випробовування широкого кола верстатів стандартизовані. Випробовування на потужність. Цим випробовуванням піддають всі машини при одиничному виробництві і всі або вибірково машини, виготовлені серійно. Не випробовують на потужність машини простої конструкції, а також машини, що заздалегідь мають великий запас потужності. Мета випробовування машини на потужність – визначити її коефіцієнт корисної дії при максимально допустимому навантаженні. Навантаження машині створюють за допомогою спеціальних гальмівних пристосувань, які відтворюють максимальні сили, що виникають при експлуатації машини. Випробовування на точність. На точність випробовують звичайно машини, які виробляють, сортують та контролюють продукцію (верстати, преси та ін.). Контроль машин на точність повинен дати заключну оцінку якості машини, її спроможності виробляти продукцію потрібної якості. Тому оцінку точності машини при проведенні випробовувань дають за результатами досягнення нею точності виконання роботи. Для машин поширених типів (токарні, фрезерні та інші верстати) порядок проведення випробовувань на точність, зразки деталей, що виготовляються, і точність обробки зразків регламентовані державними стандартами. Для оригінальних машин програму і режими випробовувань розробляють в залежності від їх призначення, конструкції та потрібної точності. 4. Розсіювання характеристик якості При розгляді цього пункту і далі прийняті наступні позначення: X – ім’я випадкової величини;
x – можливі значення випадкової величини X; xj – поточне значення незгрупованих значень X; xi – середина інтервалу (за наявності згрупованих даних); N – генеральна сукупність спостережень (вимірювань); n – обсяг вибірки (число деталей у вибірці); mi – частота (кількість деталей, що мають однакове значення вимірюваного параметра);
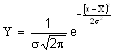
f – число інтервалів; Y – значення ординати теоретичної кривої розсіяння (Y = m1 – частота, що відповідає x); S – емпіричне середнє квадратичне відхилення випадкової величини; s – середнє квадратичне відхилення випадкової величини; s2 – дисперсія випадкової величини; e – основа натурального логарифму e = 2,7128; p = 3,14. Випадкова величина (випадкова похибка) – це змінна величина, яка в результаті досліджень (випробовувань) може прийняти те чи інше значення в межах певного інтервалу (на певний момент її значення і напрямок невідомі). Систематична постійна похибка – це така похибка, значення і напрямок якої можна визначити вимірюванням. Систематична змінна похибка – це похибка, значення і напрямок якої можна визначити за законом згідно з яким вона змінюється. 4.1 Загальні поняття про розсіювання характеристик якості виробів При протіканні будь-якого технологічного процесу на нього впливає велика кількість різноманітних факторів. Наприклад, при обробці заготовок на верстаті беруть участь верстат, пристрій для встановлення та закріплення заготовки і різального інструмента, самі оброблювані заготовки, робітник, середовище тощо. В силу ряду причин всі ці фактори безперервно змінюються, в результаті чого виникають випадкові похибки які змінюють і всі показники кінцевого результату технологічного процесу. Тому незважаючи на те, що вироби виготовлені за допомогою одного й того ж технологічного процесу, всі вони відрізняються один від одного і від розрахункового прототипу по всіх характеристиках якості. Це явище одержало назву розсіяння характеристик якості виробів. Сукупність значень істинних розмірів заготовок, оброблених за незмінних умов і розташованих у зростаючому порядку із вказанням частоти повторення цих розмірів, називається розподілом розмірів заготовок. За різних умов обробки заготовок розсіяння їх істинних розмірів підкоряється різним математичним законам. В технології машинобудування велике практичне значення мають наступні закони: нормального розподілу (закон Гаусса); рівної ймовірності; трикутника (Сімпсона); ексцентриситету (Релея) і функції розподілу, що представляють собою композиції цих законів. 4.2 Закон нормального розподілу (Закон Гаусса) Експериментально встановлено, що у більшості випадків при стійкому процесі механічної обробки заготовок на налагоджених верстатах з точністю 8–10 квалітетів і грубіше та за відсутності змінюваних в часі систематичних похибок точність обробки підкоряється закону нормального розподілу, який зображується кривою Гаусса, рівняння якої має вигляд:
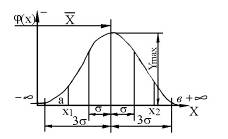
Графічно закон нормального розподілу (закон Гаусса) зображується у вигляді кривої горбоподібного типу (рис. 5), гілки якої входять у + ∞ та – ∞, асимптотично наближуючись до осі абсцис.
Рис. 5. Крива нормального розподілу (закон Гаусса) Закон нормального
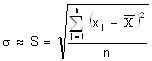
розподілу характеризується двома параметрами: s і s приблизно, за результатами вимірювань, розраховується за формулою:
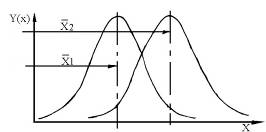
Рис. 6. Вплив середнього квадратичного відхилення на форму кривої нормального розподілу Параметр
Рис. 7. Вплив
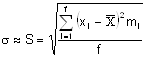
або при розподілі згрупованих даних за f-інтервалами:
Оскільки гілки
кривої нормального розподілу прямують до нескінченності, то поле розсіяння
випадкової величини Х дорівнює нескінченності. З віддаленням значень х від
де Значення t вибирається в залежності від прийнятої ймовірності Р знаходження значень x в межах поля розсіяння Δp та ймовірності q = 1 – p виходу значень x за межі Δp Вибір значень t провадять за відповідними таблицями, які додаються до курсу математичної статистики. Найчастіше приймають t = 3. Цьому значенню відповідає ймовірність Р = 0,9973 і q = 0,0027. Отже, при t = 3,99,73 % всіх можливих значень х буде лежати в межах поля розсіювання, рівного Δp = 6s, і тільки 0,27 % значень вийде за його межі. Цей відсоток настільки малий, що значеннями s, які виходять за межі Δp = 6s, можна знехтувати і практично вважати, що всі значення лежать в межах поля розсіювання. Часто на практиці спочатку будують емпіричну криву розподілу, де емпіричне середнє квадратичне відхилення визначається за формулою (2), а потім визначається s за формулою: s = γS,(6) де γ – коефіцієнт, який враховує похибку визначення s при малих розмірах партії вимірюваних заготовок. Таблиця 1 Поправковий коефіцієнт γ [3]
Нормальний закон розподілу спостерігається в тих випадках, коли досліджувана випадкова величина є результатом дії великої кількості різних факторів, причому всі фактори за інтенсивністю свого впливу діють однаково. Цьому закону підкоряється велика кількість безперервних величин: розміри деталей, оброблених на настроєних верстатах; маса заготовок і деталей машин; твердість та інші механічні властивості матеріалу; висота мікронерівностей на оброблених поверхнях; похибки вимірювань та деякі інші величини. У всіх перелічених випадках доводиться спостерігати невеликі відхилення від нормального закону. 4.3 Побудова кривої нормального розподілу деталь машина обробка точність 1. Береться поточна вибірка із партії заготовок, оброблених підряд одна за одною за одних і тих же умов обробки на одному й тому ж верстаті. Для отримання достовірних результатів обсяг вибірки повинен бути в межах 1000 ³ n ³ 50. Вимірюють всі заготовки за потрібним параметром інструментом зі шкалою з мінімальною ціною поділки. Ціну поділки вимірювального інструменту вибирають з умови:
де Т – допуск вимірюваного параметра. За результатами вимірювань визначається різниця між найбільшим і найменшим розмірами, тобто: wp = xmax – xmin. 3. Отримані значення параметра заготовок вибірки розбивають на f інтервалів. Ширина d інтервалу повинна не менше ніж у два рази перевищувати ціну поділки вимірювального інструменту (приладу): d ³ 2с; d = Δp/f. Число інтервалів визначається за таблицею:
або за формулою: f = 1 + 3,322 lg n. 4. Для кожного інтервалу розраховують частоту mi та частість mi/n і заносять їх у табл. Таблиця 2 Розподіл розмірів заготовок
|
 .
.
 .(2)
.(2)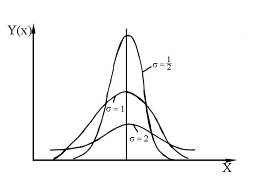
 ,
, .(3)
.(3)
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.