|
|
МЕНЮ
|
Реферат: Загальна теорія точності механічної обробкиЩоб встановлена на столі верстата чи пристрої заготовка не змістилась під дією сил різання, до заготовки прикладають сили, які б були більші від сил різання і забезпечили б постійний контакт заготовки з установчими елементами. Таке затискання заготовки прийнято називати силовим замиканням. Під похибкою закріплення εз розуміють величину зсуву заготовки в напрямку витримуваного розміру відносно різального інструменту під дією затискних сил. Похибка закріплення виникає в результаті пружних деформацій бази заготовки і установчих елементів пристрою під дією сил закріплення. Похибку закріплення можна розрахувати за формулою: εз = (уmax – ymin)cosα, де y – контактна деформація стику заготовка – установчий елемент; α– кут між напрямками одержаного розміру і прикладання сили затискання. Похибка закріплення εз – випадкова величина, оскільки зміна сили затискання Q для партії заготовок випадкова.
y = Cqm, де C – коефіцієнт, що залежить від матеріалу та якості поверхні заготовки; q – питомий тиск у місцях контакту; m – показник степеня (визначається експериментально). Контактні деформації залежать від величини і сталості питомого тиску на стику і від шорсткості цих поверхонь. Так, якщо технологічна база – необроблене литво, εз =0,1…0,15 мм, після чорнової обробки εз = 0,05…0,075 мм, після чистової обробки εз = 0,010…0,015 мм [2]. При закріпленні в призмі заготовок діаметром до 100 мм з шорсткістю поверхні 5…0,32 мкм і твердістю НВ120–250 контактні деформації, які зміщують вісь заготовки, можна визначити за залежністю [2]: Δ = (0,017 + 3/HB + 0,001Rz + 1,7D)P0,7, де Rz – висота мікронерівностей заготовки, мкм; D – діаметр заготовки, мм; Р – сила закріплення на 10 мм довжини твірної, по якій відбувається контакт із призмою, Н. При розрахунку деформацій затискання використовують положення опору матеріалів і теорії пружності. Обробляючи партії заготовок, похибки затискання можна звести до мінімуму, застосовуючи затискні механізми, які забезпечують сталу силу затискання (пневматичні, гідравлічні механізми), а також скеровуючи відповідним чином сили затискання та обробляючи базуючі поверхні для збільшення площі контакту. Наприклад, змінюючи точкові опори на плоскі, можна досягти зменшення контактних деформацій. Похибку закріплення при розрахунках наведено в [2]. Зменшити похибку закріплення можна також такими шляхами: 1) правильний вибір точок прикладання затискних сил (навпроти опор); 2) додержання послідовності прикладання сил; 3) застосування особливих заходів при обробці нежорстких та тонкостінних деталей. Шляхи зменшення похибок пристроїв: 1) обгрунтоване призначення допусків на розташування опорних поверхонь установчих елементів; 2) дотримання потрібної точності при виготовленні пристрою; 3) періодичний контроль точності пристрою та своєчасна зміна зношених елементів. Шляхи зменшення похибки вивірення: 1) правильний вибір засобів і методів вивірення; 2) підвищення точності вимірювальних засобів, які застосовують при вивіренні; 3) підвищення кваліфікації робітника. Похибка виготовлення пристрою εпр безпосередньо входить у похибку встановлення. В процесі експлуатації пристрою відбувається спрацювання його установчих елементів, а також елементів для спрямування різального інструменту. В залежності від ступеня точності оброблюваної заготовки встановлюють гранично допустиме спрацювання установчих елементів. Наприклад, при обробці заготовок середніх розмірів за 6–9 квалітетами точності допустиме спрацювання не повинно перебільшувати 0,015 мм. Неточність пристрою при його виготовленні в загальному випадку складає 0,25…0,10 допуску відповідного точнісного параметра оброблюваної заготовки. Лінійне
спрацювання u установчих елементів пристрою (опор)
визначає похибку Δu (Δu= u – для опор, Похибку визначають за рівнянням [2]:
де N – кількість встановлюваних заготовок; Коб – коефіцієнт, який враховує умови обробки; L – довжина шляху ковзання заготовки по опорах при досиланні її до упора, мм (визначається з умов експлуатації пристрою); tм– машинний час обробки заготовки в пристрої, хв; m, m1, m2– коефіцієнти; П1 – критерій стійкості проти спрацювання; Q – навантаження на опору, Н; F – площа дотику опори з базовою поверхнею заготовки, мм2; HV – твердість матеріалу опори за Віккерсом (1Hv ≈ 11,6HRCe). Міжремонтний період П, який визначає необхідність заміни чи відновлення установчих елементів пристрою, визначають за рівнянням [2]:
де К – коефіцієнт запасу, який враховує нестабільність спрацювання установчих елементів (К = 0,08…0,85); [N] – допустима кількість встановлених заготовок до граничного спрацювання установчих елементів, що визначається з рівняння для Δu:
де [Δu] – допустима величина спрацювання, мкм:
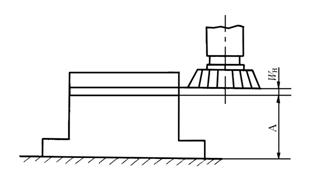
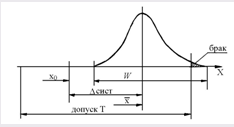
де D – сумарна похибка; Np– річна програма випуску деталей. Установчі елементи виготовляють з вуглецевих сталей У7А–У10А із загартуванням до твердості HRC 50…51 або зі сталей марки 20, 20Х з цементацією робочих поверхонь на глибину 0,8…1,2 мм і загартуванням до тієї самої твердості, а в деяких випадках наплавляють твердим сплавом, покривають хромом тощо. 6.3 Розсіяння розмірів, пов'язане з похибками налагодження технологічної системи Загальні поняттяНалагодженням технологічної системи називають процес початкового встановлення потрібної точності відносного руху і положення виконавчих поверхонь інструменту та устаткування (або пристрою) з метою забезпечення потрібної точності оброблюваних заготовок. До налагодження горизонтально-фрезерного верстата входять: встановлення фрези відносно пристрою, перевірка правильності встановлення, фіксація упорів, що обмежують хід стола. Під налагодженням розуміють встановлення режиму роботи: частоти обертання шпинделя, хвилинної подачі, подачі на оберт тощо. Похибка налагодження Δн – це відхилення фактичного положення різального інструменту відносно потрібного в напрямку витримуваного розміру, яке визначається як різниця між потрібним і фактичним положенням різального інструменту (рис. 23).
Рис. 23. Похибка налагодження технологічної системи на обробку Розрізняють два основних методи налагодження: шляхом обробки пробних заготовок і за еталоном. Налагодження шляхом обробки пробних заготовокПри цьому методі виконується послідовне наближення до заданого налагоджувального розміру в результаті обробки на верстаті пробних заготовок. За результатами вимірювань оброблених пробних заготовок робиться висновок про величину і напрямок необхідного зміщення інструмента. Розміри оброблюваних деталей – величини випадкові і, підлягаючи тому чи іншому закону розподілу, можуть коливатись в межах поля розсіювання. Тому за результатами вимірювання однієї заготовки не можна сказати, до якої точки поля розсіювання цей розмір належить. Для цього необхідно обробити і виміряти декілька заготовок (зазвичай 3–5) і за середнім значенням їх розмірів можна розв’язати цю задачу. Налагодження вважається правильним, якщо середнє арифметичне розмірів пробних заготовок збігається з серединою поля допуску, або перебуває від нього в межах допуску на налагодження ТН. При виконанні налагодження шляхом обробки пробних заготовок похибка налагодження може бути обчислена за формулою:
де Δрег – похибка регулювання положення різального інструменту і окремих вузлів верстата; Δвим – похибка вимірювання пробних заготовок; Δзм – величина зміщення центра групування групових середніх. Оскільки регулювання положення інструменту ведеться за допомогою лімбів, похибка регулювання Δрег залежить від похибки відліку, викликаної несуміщенням штрихів лімба і покажчика, від ціни поділки лімба, зазору в з’єднанні "гвинт–гайка", маси супорта тощо. Легким постукуванням по ручці лімбу точність регулювання підвищується на 30–40 %. При подачі в стик під тиском повітря, мастила похибка Δрег доходить до 1 мкм, а при використанні магнітострикційних пристроїв для переміщення вузлів Δрег = 0,1 мкм (числові значення наведені в [2]). Похибка вимірювання пробних заготовок Δвим залежить від точності вимірювальних засобів (так, для мікрометрів 6-го квалітету Δвим = 19 мкм, а для мікрометрів 7-го квалітету – Δвим = ±18 мкм). Величина зміщення центра групування групових середніх Δзм залежить від точності методу обробки і кількості m пробних заготовок:
Цю похибку проф.
А.Б. Яхін називає також похибкою зміщення, маючи на увазі, що розраховане для
малої кількості m пробних
заготовок середнє арифметичне значення розмірів максимально може відрізнятись
(зміщуватись) від середнього арифметичного значення розмірів всієї обробленої
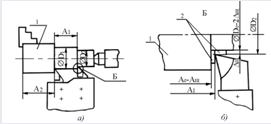
партії заготовок не більше, ніж на У середньому Δн може складати 30–70 мкм. Недоліки налагодження шляхом обробки пробних заготовок: а) при малій кількості пробних заготовок точність налагодження сильно знижується; б) налагодження трудомістке; в) частина пробних заготовок може вийти в брак, що не дозволяється для великих і дорогих заготовок. Через це метод використовують для верстатів з відносно простим налагодженням і при порівняно невеликих розмірах оброблюваних заготовок. Налагодження за еталономСуть цього налагодження полягає в тому, що в розмірні ланцюги технологічної системи включається точно виготовлена копія оброблюваної деталі – еталон з відповідними розмірами. Часто за еталон використовують раніше оброблену заготовку. При цьому налагодження, наприклад, багаторізцевого токарного напівавтомата, зводиться до встановлення всіх різців у радіальному (ØD1, ØD2) і поздовжньому (A1, A2) напрямках шляхом приведення різальних лез різців до дотику з відповідними поверхнями встановленого замість заготовки еталона (рис. 24, а). Щоб не пошкодити різальні леза інструменту і підвищити точність налагодження між відповідною поверхнею еталона і різальним лезом інструмента встановлюють смужку тонкого цигаркового паперу або щуп необхідної товщини (рис. 24, б). Зближення інструмента і еталона здійснюється доти, поки смужка паперу або щуп не будуть "закушені" (тобто будуть переміщуватись з легким тертям). Розміри еталона виконують меншими за розрахункові на товщину щупа (рис. 24, б).
Рис. 24. Налагодження багаторізцевого токарного напівавтомата на обробку ступінчастого вала: 1 – еталон; 2 – щуп Іноді для компенсації зміни фактичних розмірів оброблюваних заготовок еталонні деталі виготовляються з відхиленням від креслення заготовки на величину Δпопр Так, для деталей типу тіл обертання будемо мати:
де Хо – рівень настроювання; Δпопр – поправка, що враховує деформацію в пружній технологічній системі та жорсткість поверхні еталонної деталі, по якій проводиться налагодження: Δпопр = Δ1 + Δ2 + Δ3; Δ1= Ру / j враховує дію сил різання; j – жорсткість технологічної системи; Δ2 = Rz – враховує шорсткість; Δz – зазор у підшипниках шпинделя (Δз = 0,04–0,02 мм):
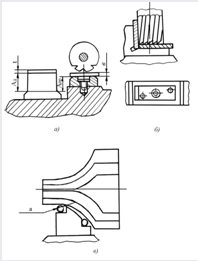
При обробці великих заготовок, а також у ряді інших випадків використання еталонів стає громіздким і неефективним. В цих випадках їх замінюють спеціальними елементами, які називаються габаритами (установами), встроюваними у пристрій (рис. 25).
Рис. 2 Приклад застосування установів і щупів при встановленні фрези: а – циліндричної за висотним установом та щупом товщиною (t – зрізуваний припуск); б – кінцевої за кутовим установом; в – фасонні за використанням циліндричних щупів Похибку налагодження технологічної системи за еталоном можна визначити за формулою:
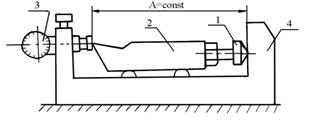
де Δe – похибка виготовлення еталона, Δe = 10…20 мкм; Δврі – похибка встановлення різального інструмента за еталоном [2]. Для скорочення часу на налагодження в масовому виробництві при обробці на автоматах і напівавтоматах, в гнучких виробничих системах тощо виконують налагодження різальних інструментів поза верстатом. Для цього використовують спеціальні прилади, пристосування та пристрої. Один із найпростіших пристроїв для налагодження різця на діаметральний розмір показаний на рис. 26. Попередньо пристрій настроюється на потрібний розмір за допомогою еталона або набору кінцевих мір. Довжина різця регулюється за допомогою спеціального болта, розмір контролюється за індикатором.
Рис. 26. Схема пристрою для налагодження інструменту поза верстатом Переваги налагодження за еталоном і поза верстатом: а) значне скорочення трудомісткості налагодження і краще використання устаткування в часі; б) метод не пов’язаний з витратою пробних заготовок; в) придатність для налагодження автоматичних ліній, багатопозиційних і багатоінструментальних верстатів, верстатів з ЧПК, багатоопераційних верстатів, верстатів гнучких виробничих систем; г) не потрібні наладчики високої кваліфікації, оскільки засоби контролю точності налагодження прості та надійні. Недоліки методу: а) потреба у виготовленні еталонів і допоміжних пристроїв (при налагодженні поза верстатом); б) необхідність внесення поправки на динаміку процесу при визначенні розмірів еталону, що досить складно, тому при обробці перших заготовок партії необхідне додаткове регулювання положення інструментів і упорів. Взагалі при будь-якому методі налагодження з достатньою для практичних цілей точністю можна приймати похибку налагодження не більше ніж 0,1 допуску відповідного розмірного параметра. 7. Визначення сумарної похибки обробки розрахунково-аналітичним методом Розрахунок сумарної похибки обробки звичайно виконують за чотири етапи: 1. Проводять схематизацію реальної операції з відкиданням факторів, які не можуть суттєво впливати на точність (наприклад, для корпусу не враховують похибку форми технологічних баз). 2. Виконують теоретичний аналіз ситуації, встановлюють співвідношення для розрахунку складових похибок Δі. 3. Визначають складові похибки Δі за теоретичними чи емпіричними залежностями. 4. Підсумовуючи за певними правилами складові похибки Δі, визначають сумарну похибку обробки. При розрахунку за методом максимуму-мінімуму [2]:
де n – кількість складових похибок. При розрахунку за ймовірнісним методом:
де Кі – коефіцієнт відносного розсіювання, який характеризує відмінність між дійсним розсіюванням складової і-ої похибки і розсіювання за нормальним законом. Для закону Гаусса К = 1,0, для закону рівної ймовірності К = 1,73, для закону Сімпсона (трикутника) К = 1,22, для композиції закону Гаусса і рівної йморівності К = 1,2…1, Зазвичай при розрахунках невідомий закон розподілу елементарної складової похибки, тому для всіх похибок приймають К = 1,2. Тоді:
Сумарну похибку обробки заготовок на налагоджених верстатах визначають за рівнянням [5]:
де Δм – похибка методу обробки; εу – похибка встановлення заготовки; Δн – похибка налагодження з технологічної системи. Після визначення сумарної похибки перевіряють можливість обробки без браку за двома умовами (див. п. 6.12). При невиконанні цих умов необхідно визначити конкретні заходи щодо зменшення Δр. Методика розрахунку елементарних і сумарної похибок обробки на верстатах з ЧПК відрізняється тим, що сумарна похибка складається з більшої кількості елементарних похибок. До додаткових похибок відносять: Δп.с – похибка позиціонування супорта, за величиною приймається рівною двом дискретам приводу подач за відповідною координатною; зазвичай Δп.с = 1…2 мкм; Δn.різ – похибка позиціонування різцетримача (інструментальної головки або блока), для сучасних верстатів Δn.різ = 6–8 мкм; Δкор – похибка відпрацювання коригування (у випадку роботи з коректором), яка дорівнює двом дискретам приводу подач за відповідною координатою. Разом з тим, при роботі з коректором із формули може бути виключена систематична похибка від розмірного зношування інструмента Δзн.і, оскільки можна проводити періодичне коригування положення інструмента, при розрахунку похибки розмірного налагодження Δн можна виключити складову Δрег., оскільки вона враховується похибкою корекції Δкор. Для визначення
сумарної похибки обробки, що складається із систематичних та випадкових похибок,
потрібно застосовувати графо-аналітичний метод складання. Як відмічалося вище,
систематичні похибки (рис. 2.14, б, в) зміщують центр групування дійсних
відхилень розмірів
Рис. 27. Зміщення вершини кривої розподілу відносно рівня настроювання за наявності систематичних похибок
Величина Δсист представляє собою алгебраїчну суму систематичних похибок, що не усуваються при обробці заготовок і впливають на їх розміри, та найбільших значень змінних систематичних похибок. Використана література 1. Балакшин Б.С. Основы технологии машиностроения. – М., 1969. – 559 с. 2. Бондаренко С. Г. Розмірні розрахунки механоскладального виробництва. – К. 1993. – 544 с. 3. Корсаков В.С. Основы технологии машинобудування. М., 1977. – 415 с. 4. Косилова А.Г., Мещеняков Р.К. Справочник технолога-машиностроителя. Том 1. – М., 198 – 655 с.; Том 2. – М., 1986. – 496 с. Маталин А.А. Технология машиностроения. – Л. – М., 198 –496 с. 6. Руденко П.А. Теоретические основы технологии машиностроения: Конспект лекций. – Чернигов, 1986. – 258 с. 7. Сборник задач и упражнений по технологии машиностроения. / В.А Аверников, О.А. Горленко, В.Б. Ильецкий и др.; Под общ. ред. О.А. Горленко. – .М., 1988. – 192 с. 8. Справочник технолога-машиностроителя / Под ред. А.Н. Малова. Том 2. – М., – 986. – 446 с. |
 ,
,