 |
|
МЕНЮ
|
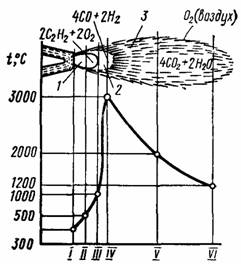
Реферат: Технология конструкционных материаловДеформация может быть упругой, исчезающей после снятия нагрузки, и пластической, остающейся после снятия нагрузки. Упругой деформацией называют такую, которая исчезает после снятия нагрузок, т.е. тело восстанавливает свою первоначальную форму. Пластическая деформация остается после снятия внешней нагрузке, (тело не восстанавливает первоначальную форму и размеры). Пластическая деформация сопровождается смещением одной части кристалла относительно другой на расстояние, значительно превышающие расстояния между атомами в кристаллической решетке металлов и сплавов. Способность металлов и сплавов к пластической деформации имеет важное практическое значение, т.к. все процессы обработки металлов давлением основаны на пластическом деформировании заготовок. Величина пластической деформации не безгранична, при определенных ее значениях может начинаться разрушение металла. При пластической деформации изменяется не только форма, но и свойства деформируемого металла. В реальном поликристаллическом металле происходит изменение форм зерен (кристаллитов) дробление отдельных зерен, а также ориентация их определенных кристаллографических осей в направлении течения металла. Преимущественная ориентация зерен называется текстурой. Текстура металлов обусловливает анизотропию их механических, магнитных и электрических свойств. В общем случае анизотропия свойств металла отрицательно сказывается при дальнейшей его обработки и эксплуатации изделий. В некоторых случаях специально стремятся создать максимально текстурованный в определенных направлениях для повышения механической прочности или магнитно-электрических свойств. При растяжении монокристалла возрастают расстояния между атомами, а при сжатии атомы сближаются. При смещении атомов из положения равновесия нарушается баланс сил притяжения и электростатического отталкивания. После снятия нагрузки смещенные атомы из-за действия сил притяжения или отталкивания возвращаются в исходное равновесное состояние и кристаллы приобретают первоначальные размеры форму. Самое малое напряжение вызывает деформацию, причем начальные деформации являются всегда упругими и их величина находится в прямой зависимости от напряжения. Основными механическими свойствами являются прочность, пластичность, упругость. Важное значение имеет пластичность, она определяет возможность изготовления изделий различными способами обработки давлением. Эти способы основаны на пластическом деформировании металла. Материалы, которые имеют повышенную пластичность, менее чувствительны к концентраторам напряжений. Для этого проводят сравнительную оценку различных металлов и сплавов, а также контроль их качества при изготовлении изделий. Определение пластичности и влияние на нее химического состава, структуры, температуры нагрева скорости и степени деформации Физическая природа деформации металлов Под действием напряжений происходит изменение формы и размеров тела. Напряжения возникают при действии на тело внешних сил растяжения, сжатия, а также в результате фазовых превращений и некоторых других физико-химических процессов, которые связанны с изменением объема. Металл, который находится в напряженном состоянии, при любом виде напряжения всегда испытывает напряжения нормальные и касательные, деформация под действием напряжений может быть упругой и пластической. Пластическая происходит под действием касательных напряжений. Упругая – это такая деформация, которая после прекращения действия, вызвавшего напряжение, исчезает полностью. При упругом деформировании происходит изменение расстояний между атомами в кристаллической решетке металла. С увеличением межатомных расстояний возрастают силы взаимного притяжения атомов. При снятии напряжения под действием этих сил атомы возвращаются в исходное положение. Искажение решетки исчезает, тело полностью восстанавливает свою форму и размеры. Если нормальные напряжения достигают значения сил межатомной связи, то произойдет хрупкое разрушение путем отрыва. Упругую деформацию вызывают небольшие касательные напряжения. Пластической называется деформация, остающаяся после прекращения действия вызвавших ее напряжений. При пластической деформации в кристаллической решетке металла под действием касательных напряжений происходит необратимое перемещение атомов. При небольших напряжениях атомы смещаются незначительно и после снятия напряжений возвращаются в исходное положение. При увеличении касательного напряжения наблюдается необратимое смещение атомов на параметр решетки, т. е. происходит пластическая деформация. При возрастании касательных напряжений выше определенной величины деформация становится необратимой. При снятии нагрузки устраняется упругая составляющая деформации. Часть деформации, которую называют пластической, остается. При пластической деформации необратимо изменяется структура металла и его свойства. Пластическая деформация осуществляется скольжением и двойникованием. Скольжение в кристаллической решетке протекает по плоскостям и направлениям с плотной упаковкой атомов, где сопротивление сдвигу наименьшее. Это объясняется тем, что расстояние между соседними атомными плоскостями наибольшее, т. е. связь между ними наименьшая. Плоскости скольжения и направления скольжения, лежащие в этих плоскостях, образуют систему скольжения. В металлах могут действовать одна или одновременно несколько систем скольжения. Металлы с кубической кристаллической решеткой (ГЦК и ОЦК) обладают высокой пластичностью, скольжение в них происходит во многих направлениях. Процесс скольжения не следует представлять как одновременное передвижение одной части кристалла относительно другой, оно осуществляется в результате перемещения в кристалле дислокаций. Перемещение дислокации в плоскости скольжения ММ через кристалл приводит к смещению соответствующей части кристалла на одно межплоскостное расстояние, при этом справа на поверхности кристалла образуется ступенька. Схема ацетиленокислородного пламени и его строение плавка сталь медь сварка Строение, температура и влияние сварочного пламени на расплавленный металл зависят от соотношения кислорода и ацетилена в горючей смеси. Горение ацетилена может быть представлено следующей реакцией, протекающей в две стадии: С2Н2 + 2,5О2 = 2СО2 + Н2ОпаР В первой стадии в горелку подают один объем ацетилена и один объем кислорода (С2Н2 + О2 = 2СО + Н2). Во второй стадии за счет кислорода окружающего воздуха протекает реакция 2СО + Н2 + 1,5О2 = 2СО2 + Н2О В зависимости от соотношения кислорода и ацетилена в исходной горючей смеси различают три вида кислородно-ацетиленового пламени: - нейтральное, или нормальное восстановительное, пламя при соотношении О2:С2Н2 = 1:1,2; таким пламенем сваривают большинство металлов и сплавов; - науглероживающее пламя при соотношении О2:С2Н2<1, т. е. при избытке ацетилена. Ядро пламени при этом удлиняется по сравнению с ядром нормального пламени; пламя теряет резкие очертания. Такое пламя применяют при сварке чугуна и наплавке быстрорежущих сталей и твердых сплавов; - окислительное пламя при соотношении О2:С2Н2>1,2, т. е. при избытке кислорода. Пламя при этом приобретает голубоватый оттенок, размеры ядра пламени уменьшаются; применяют при сварке латуней. На рис. 5 показана схема строения нормального сварочного пламени, образующегося при горении ацетилена. Пламя состоит из трех зон: ядра 1, восстановительной зоны 2 и окислительной зоны 3. Ядро пламени имеет вид усеченного конуса с округленным концом.
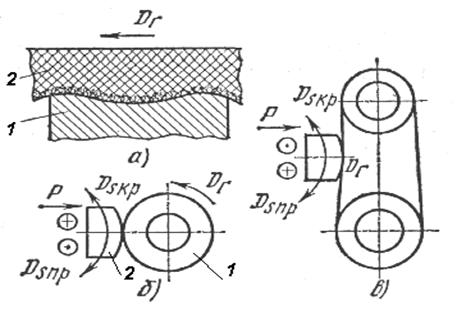
Рис. 5. Схема строения нормального ацетилено-кислородного пламени и график распределения температуры по его длине Эта часть пламени состоит из смеси кислорода и раскаленных продуктов разложения ацетилена и кислорода (самая яркая часть пламени). В восстановительной зоне происходит выделение тепла в основном за счет окисления раскаленных частиц углерода в окись углерода. Наивысшая температура в этой зоне (до 3150°С) создается на расстоянии 3-5 мм от конца ядра пламени; эта зона имеет характерное синеватое свечение. Находящиеся в восстановительной зоне продукты горения ацетилена СО и Н2 нагревают и расплавляют металл; они также могут восстанавливать окислы, в том числе образующиеся при сварке окислы железа. В окислительной зоне при избытке кислорода воздуха СО догорает в СО2 и Н2 в Н2ОпаР. Эта часть пламени имеет желтоватую окраску с красным оттенком. Газообразные продукты этой зоны обладают окислительной способностью. Однако они препятствуют контакту расплавленного металла с воздухом. Особенности сварки меди Сварка меди и медных сплавов, благодаря ее физическим свойствам, имеет ряд специфических особенностей, отличных от технологии сварки железа и его сплавов. В меди встречаются примеси: кислород, висмут, свинец, сера, фосфор, сурьма и мышьяк, — которые в значительной степени ухудшают условия сварки. Наиболее опасен висмут, так как образует хрупкие соединения и легкоплавкие эвтектики (271°), располагающиеся по границам зерен. Кроме того, при нагревании выше 400° медь с кислородом образует окись CuO и закись Cu2O меди. Последняя образует с медью хрупкую эвтектику с температурой плавления 1065°. При остывании металла шва эвтектика кристаллизуется в последнюю очередь, располагаясь по границам зерен и делая тем самым сплав хрупким. При наличии водорода закись меди вступает с ним в реакцию, образуя пары воды: Cu2O + H2= H2O + 2Cu. Пары воды не растворимы в меди и при нагревании создают давление в металле, вызывая в нем трещины. Это явление носит название водородной болезни. Медь сваривают газовой, дуговой и контактной сваркой. В последнее время начинают применять аргоно-дуговую сварку. При газовой сварке меди в зависимости от толщины свариваемых деталей применяют следующие присадочные прутки: 1) из чистой электролитической меди (99,9%) для изделий толщиной до 1—2 мм; 2) с содержанием 0,2% фосфора для изделий толщиной 3—10 мм; 3) с содержанием 0,2% фосфора и от 0,15 до 0,30 % кремния для изделий толщиной свыше 10 мм. Однако наличие примесей фосфора резко снижает теплопроводность металла шва, что для ответственных конструкций, работающих в условиях высоких температур, приводит к местному перегреву шва и как следствие к образованию трещин. Схемы отделочных методов обработки поверхностей (притирка, полирование, обработка абразивными лентами, абразивно-жидкостная обработка, хонингование, суперфиниширование) Отделочная обработка поверхностей шлифовальными кругами и чистовыми резцами Отделочную обработку проводят для того, чтобы повысить точность и уменьшить шероховатость поверхностей. Для отделочных методов характерны малые силы резания, небольшая глубина резания, незначительное тепловыделение. Тонкое шлифование производят мелкозернистыми кругами при весьма малой глубине резания и обильной подаче охлаждающей жидкости. Особую роль играет жесткость доводочных станков, способных обеспечить безвибрационную работу. Тонкое обтачивание применяют вместо шлифования. Процесс происходит при высоких скоростях главного движения резания, малых глубинах и подачах. Для отделки поверхностей используют резцы с широкими режущими кромками, которые располагают строго параллельно оси обрабатываемой заготовки. Обтачивание алмазными резцами применяют для заготовок из цветных металлов и сплавов, пластмасс и других неметаллических материалов. Тонкое растачивание часто используют вместо шлифования, особенно в тех случаях, когда тонкостенные заготовки выполнены либо из вязких цветных сплавов, либо из стали, а также если по условиям работы детали недопустимо наличие абразивных зерен в порах обработанной поверхности. Полирование Полирование применяют для получения высокой точности и зеркального блеска ответственных частей деталей, например, дорожек качения подшипников. Обработку заготовки 1 производят полировальными пастами, которые наносятся на быстровращающиеся эластичные круги или колеблющиеся щетки 2 (рис.6, а, б). Хорошие результаты дает полирование быстродвижущимися бесконечными абразивными лентами (шкурками) (рис.6, в). Эластичная лента огибает всю шлифуемую поверхность, поэтому движения подачи могут отсутствовать.
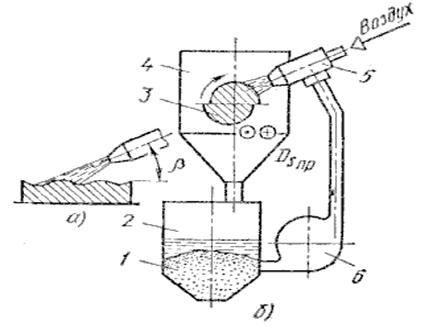
Рис. 6. Схемы полирования поверхностей Полировальные круги изготавливают из войлока, фетра, кожи, капрона и других материалов. Процесс полирования выполняют на больших скоростях (до 50 м/c). Заготовка прижимается к кругу с усилием Р (рис. 4.26, б) и совершает движения подачи Dsпр и Dsкр в соответствии с профилем обрабатываемой поверхности. В процессе полирования не исправляются погрешности формы, а также местные дефекты предыдущей обработки. Абразивно-жидкостная отделка Отделка фасонных поверхностей обычными методами вызывает большие технологические трудности. Абразивно-жидкостная отделка позволяет решить задачу сравнительно просто. На обрабатываемую поверхность, имеющую следы предшествующей обработки, подается струя антикоррозионной жидкости со взвешенными частицами абразивного порошка (рис. 7, а). Водно-абразивная суспензия перемещается под давлением с большой скоростью. Частицы абразива ударяются о поверхность заготовки и сглаживают микронеровности, выполняя работу полирования. Содержание абразивного порошка в суспензии составляет 30-35 %. При жидкостном полировании обрабатываемая заготовка 3 сложного профиля перемещается в камере 4 так, чтобы все ее участки подверглись полированию (рис. 7, б).
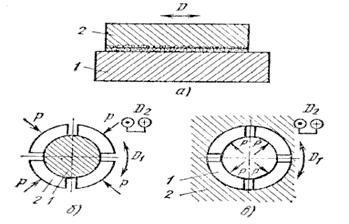
Рис. 7. Схема абразивно-жидкостной отделки Абразивная суспензия 1, помещенная в баке 2, подается насосом 6 в рабочую камеру 4 через твердосплавное сопло 5. Отработанная суспензия поступает обратно в бак 2 и может быть использована многократно. Жидкостное полирование не повышает точность размеров и формы, а только уменьшает шероховатость поверхности. Притирка Поверхности деталей машин, обработанные на металлорежущих станках, всегда имеют отклонения от правильных геометрических форм и заданных размеров. Эти отклонения могут быть устранены притиркой (доводкой). Притиркой достигаются наивысшая точность и наименьшая шероховатость поверхности. Процесс осуществляется с помощью притиров соответствующей геометрической формы. На притир наносят притирочную пасту или мелкий абразивный порошок со связующей жидкостью. Материал притиров должен быть мягче обрабатываемого материала. Паста или порошок внедряются (рис. 8, а) в поверхность притира 2 и удерживаются ею, но так, что при движении D относительно заготовки 1 каждое абразивное зерно может снимать весьма малую стружку. Поэтому притир можно рассматривать как очень точный абразивный инструмент.
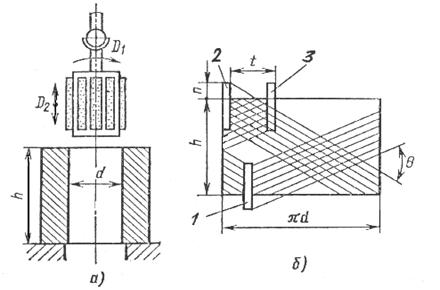
Рис. 8. Схемы притирки Притир или заготовка должны совершать разнонаправленные движения. Наилучшие результаты дает процесс, в ходе которого траектории движения каждого зерна не повторяются. Для обработки наружной цилиндрической поверхности (рис. 8, б) применяют притир 2 в виде втулки, имеющей ряд прорезей, необходимых для его полного прилегания к обрабатываемой поверхности под действием силы Р. Притиру сообщают возвратно-вращательное движение D1 и возвратно-поступательное движение D2. Возможно также равномерное вращательное движение заготовки 1 и одновременное движение D2. Аналогичные движения выполняются при притирке отверстий (рис. 8, в), однако притир должен равномерно разжиматься под действием силы Р. Приведенные схемы притирки осуществляются на притирочных станках. Хонингование Хонингование применяют для получения отверстий высокой точности и малой шероховатости, а также для создания специфического микропрофиля обработанной поверхности в виде сетки для удержания на стенках отверстия смазочного материала при работе машины, например, двигателя внутреннего сгорания. Поверхность неподвижной заготовки обрабатывают мелкозернистыми абразивными брусками, которые закрепляют в хонинговальной головке (хоне), являющейся режущим инструментом. Инструмент вращается (D1) и одновременно перемещается возвратно-поступательно (D2) вдоль оси обрабатываемого отверстия (рис. 9, а). Сочетание движений приводит к тому, что на обрабатываемой поверхности появляется сетка микроскопических винтовых царапин - следов перемещения абразивных зерен. Угол q пересечения этих следов зависит от соотношения скоростей движений D1 и D2.
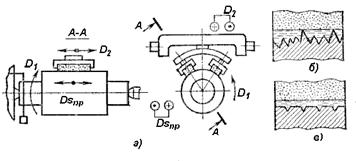
Рис. 9. Схема хонингования Крайнее нижнее 1 и верхнее 2 положения абразивных брусков (рис. 9, б), указанные на развертке внутренней цилиндрической поверхности, устанавливают так, что создается перебег n. Перебег необходим для того, чтобы образующие отверстия были прямолинейными даже при неравномерном износе брусков. Абразивные бруски постоянно контактируют с обрабатываемой поверхностью, так как они раздвигаются в радиальных направлениях механическими, гидравлическими и другими устройствами. Хонингованием исправляют такие отклонения от правильной геометрической формы, как овальность, конусность и другие, если эти отклонения не превышают 0,2 мм. Отклонения расположения оси отверстия этим методом не исправляются Суперфиниширование Отделку поверхностей суперфинишированием выполняют для уменьшения шероховатости, оставшейся от предыдущей обработки. При этом меняется высота и вид микровыступов, а обработанная поверхность приобретает сетчатый рельеф. Суперфинишированием обрабатывают плоские, цилиндрические, конические, сферические поверхности заготовок. Обработка ведется абразивными брусками, которые устанавливают в специальной головке. Для суперфиниширования характерно колебательное движение брусков одновременно с движением заготовки. Резание производится при давлении брусков 3-5 МПа с применением смазочного материала малой вязкости.
Рис. 10. Схема суперфиниширования При обработке цилиндрической поверхности (рис. 10, а) сетка микронеровностей создается сочетанием вращательного движения D1 заготовки, возвратно-поступательного ее перемещения Dsпр и колебательного движения D2 брусков вдоль оси заготовки. Движение D2 ускоряет съем металла и улучшает однородность поверхности. Важную роль играет смазочно-охлаждающая жидкость. Масляная пленка покрывает обрабатываемую поверхность, но наиболее крупные выступы (рис. 10, б) прорывают ее и в первую очередь срезаются бруском. По мере обработки давление бруска снижается, так как все больше число выступов прорывает масляную пленку, и, наконец, наступает такой момент (рис. 10, в), когда давление бруска не может разорвать пленку, она становится сплошной. Создаются условия для жидкостного трения. Процесс отделки автоматически прекращается. Суперфиниширование не устраняет отклонения формы, полученные во время предшествующей обработки (волнистость, конусность, овальность и др.). Список используемой литературы Вишневецкий Ю.Т. Материаловедение для технических колледжей./ М.,Высшее образование; 2008г. – 467с. Чередниченко В.С. Материаловедение. Технология конструкционных материалов/ СПб.,Омега-Л; 2008г. – 346с. Дальский А.М. технология конструкционных материалов./А.М. Дальский и др..-М.: Машиностроение; 2005. – 592с. Лахтин Ю.М.,. – Материаловедение./Ю.М. Лахтин, Я.Д. Коган. - М.: Машиностроение; 1990. – 528с. Кнорозов Б.В., Технология металлов./Б.В. Кнорозов – М.: Металлургия; 1978. 300с. |
Страницы: 1, 2