 |
|
МЕНЮ
|
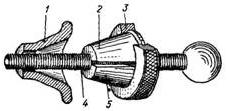
Реферат: Отделочная обработка наружных и внутренних цилиндрических поверхностейТаблица 17 – Поправочные коэффициенты к табличным значениям скоростей резания быстрорежущими резцами Р18
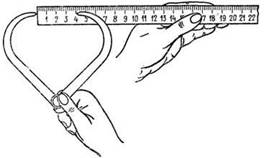
При обработке быстрорежущими резцами сталей и других материалов (кроме серого чугуна) полезно, как это указывалось выше, применять охлаждение. В качестве смазочно-охлаждающих жидкостей при обработке конструкционных и инструментальных сталей используются эмульсия и сульфофрезол, при легированных сталях — эмульсия и сурепное масло, при стальных отливках — эмульсия. При обработке серого чугуна охлаждение не применяется. 1.11 Измерения при черновом обтачивании Грубые измерения диаметров детали при черновом обтачивании наружных цилиндрических поверхностей производятся кронциркулем и линейкой. Простым кронциркулем (рис. 7, а), дужки которого соединены шарниром, можно измерять диаметры до 500 мм и даже более. Пружинные кронциркули (рис. 7, б) применяются при измерении диаметров до 50 мм, реже до 100 мм. Пример измерения диаметра детали пружинным кронциркулем показан на рис. 8. Раствор кронциркуля можно считать соответствующим измеряемому диаметру детали, если кронциркуль свободно проходит через нее с легким касанием и без сильного нажима. Простой кронциркуль устанавливается на требуемый размер легкими ударами наружной или внутренней стороны одной из его дужек об обрабатываемую деталь, рукоятку винта, суппорта и т. д. Установка на требуемый раствор пружинного кронциркуля значительно удобнее, чем простого, благодаря особому устройству гайки винта, стягивающего дужки кронциркуля. Гайка (рис. 9)
Рис 7 – Кронциркули: обыкновенный (а) и пружинный (б)
Рис 8 – Измерение детали контрциркулем
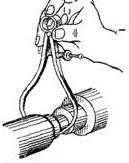
Рис 9 – Гайка пружинного контрциркуля Гайка пружинного контрциркуля состоит из двух частей 2 и 5, соединенных (шарнирно) головкой 3. Втулочка 1 не имеет резьбы. Она свободно перемещается по винту 4 и входит в коническое гнездо, имеющееся в дужке кронциркуля. Внутренним конусом втулочка охватывает части 2 и 5 гайки и сжимает их. При вращении головки 3 раствор кронциркуля изменяется. Винт 4 имеет резьбу с мелким шагом, а поэтому установка раствора кронциркуля может быть очень точной. При необходимости значительно увеличить раствор кронциркуля достаточно сжать его дужки рукой, вследствие чего давление втулочки на части 2 и 5 гайки прекратится, и они разойдутся. Это дает возможность быстро перемещать гайку по винту, не вращая ее. Достоинство пружинного кронциркуля состоит еще в том, что раствор его не изменяется при случайных ударах дужек о деталь, части станка и т. п. Установив раствор кронциркуля, определяют величину его по измерительной линейке (рис. 10). Такие линейки имеют миллиметровые деления. Самое маленькое деление миллиметровой шкалы линейки равно 0,5 или 1 мм. Погрешность измерения кронциркулем и линейкой лежит в пределах от 0,3 до 0,5 мм. При установке кронциркуля на требуемый размер по точному шлифованному валику точность измерения колеблется в пределах от 0,03 до 0,05 мм, но не больше. Точность этого измерения в значительной степени зависит от состояния кронциркуля и линейки. Необходимо, чтобы рабочие поверхности губок плотно сдвинутых дужек кронциркуля соприкасались по всей длине. Вращение дужек простого кронциркуля около соединяющей их оси должно быть не слишком слабым, чтобы дужки сохраняли положение, в котором они были установлены при измерении. Если дужки кронциркуля соединены слишком туго, то при измерении детали они пружинят, а не вращаются около оси.
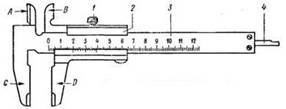
Рис 10 – Определение величины раствора контрциркуля по измерительной линейке Наиболее употребительным инструментом при черновом обтачивании для измерения длин обрабатываемых деталей служит линейка с делениями. При измерении длины цилиндрических деталей необходимо, чтобы линейка соприкасалась с цилиндрической поверхностью по ее образующей (параллельно оси цилиндра). При наклонном положении линейки отсчет будет неправильным (увеличенным). При измерении диаметра линейку необходимо располагать таким образом, чтобы кромка ее проходила через центр детали, иначе будет произведено измерение не диаметра детали, а ее хорды. Отметим, что расположить линейку точно по диаметру детали очень трудно. Поэтому измерять диаметры детали линейкой следует только предварительно. Более точные измерения диаметров обрабатываемых деталей производятся штангенциркулем с точностью отсчета до 0,1 мм. Такой штангенциркуль типа ШЦ-1 (рис. 87) состоит из штанги 3 с губками А и С, рамки 2 с губками В и D и линейки 4, соединенной с рамкой 2. Рамка охватывает штангу 3 и может перемещаться по ней. Для закрепления рамки в требуемом положении служит винт 1 с накатной головкой.
Рис 11 – Штангенциркуль типа ШЦ-1
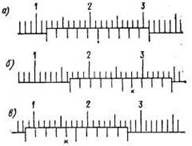
Рис 12 – Отсчет показаний штангенциркуля Губки С и D рассматриваемого штангенциркуля используются при измерении наружных диаметров и длины детали, губки А и В — при измерении диаметров отверстий, ширины различных канавок и т. п., а линейка 4 — для измерения длины деталей, глубины канавок, выточек и т. д. На штанге 3 нанесена шкала, каждое деление которой равно 1 мм. На нижней скошенной кромке выреза рамки 2 нанесена вторая шкала, называемая нониусом. Общая длина шкалы нониуса, разделенная на 10 частей, равна 19 делениям шкалы, нанесенной на штанге, т. е. 19 мм. Штрихи штанги и нониуса, около которых нанесен знак нуль, называются нулевыми. Шкалы на штанге и нониусе расположены таким образом, что когда губки штангенциркуля сдвинуты плотно, нулевой штрих нониуса точно совпадает с нулевым штрихом штанги. Поэтому измерение длин, диаметров и т. д., содержащих целое число миллиметров, производится по нулевому штриху нониуса. Если, например, при измерении какой-либо детали нулевой штрих нониуса точно совпал с 12-м штрихом штанги (рис. 12, а), это значит, что данный размер детали равен 12 мм. Если нулевой штрих нониуса не совпадает с каким-либо штрихом штанги, замечают прежде всего, какой штрих штанги уже пройден нулевым штрихом нониуса. На рис. 12, б это 16-й штрих. Затем смотрят, какой штрих нониуса лучше всех остальных совпадает с каким-либо штрихом штанги. На рисунке это 6-й штрих. Это значит, что штангенциркуль установлен на размер 16,6 мм. Показание штангенциркуля на рис. 12, в соответствует размеру 8,4 мм. Таким образом, величина отсчета по нониусу рассмотренного штангенциркуля составляет 0,1 мм. Погрешность измерения лежит в пределах ±0,1 мм и зависит от точности отсчета по нониусу и от измеряемой длины. Измерение небольшого наружного диаметра детали штангенциркулем показано на рис. 13, а. При таком измерении штанга штангенциркуля не должна касаться поверхности измеряемой детали. Если штангенциркуль окажется в положении, показанном на рис. 13, б, то будет измерена, очевидно, хорда, а не диаметр детали. Правильный способ применения штангенциркуля для измерения большого наружного диаметра детали изображен на рис. 13, в. Если при плотно сдвинутых губках штангенциркуля нулевой штрих нониуса не совпадает с нулевым штрихом штанги, или при совпадении этих штрихов рабочие поверхности губок касаются друг друга не по всей своей длине, это означает, что штангенциркуль неисправен и должен быть сдан в ремонт.
Рис 13 – Приемы измерений штангенциркулем: правильное измерение небольшого диаметра (а), неправильное (б) и правильное (в) измерения большого диаметра
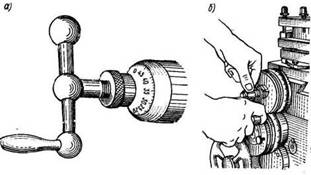
Рис 14 – Лимбы винта поперечного суппорта токарного станка Отметим, что иногда значительное уменьшение времени, затрачиваемого на измерение детали, достигается путем использования лимбов винтов суппорта. Одно деление лимба, показанного на рис. 14, а, соответствует изменению диаметра обрабатываемой детали на 0,1 мм. Если, например, после прохода резца диаметр детали получился равным 40,6 мм, причем с неподвижной риской совпало 26-е деление рассматриваемого лимба, а перед следующим проходом резца рукоятка повернута так, чтобы с неподвижной риской совпало 28-е деление лимба, то диаметр детали получится равным 40,6 — 0,2 = 40,4 мм. Существуют лимбы, обеспечивающие более точный отсчет перемещения резца, а следовательно, и получение более точного диаметра обрабатываемой поверхности детали, как например, лимб, установка по которому резца показана на рис. 14, б. 1.12 Точность размеров деталей и шероховатость поверхностей, получающихся при черновом обтачивании Диаметры детали при черновом обтачивании получаются в пределах 4—5-го классов точности, а шероховатость обработанных поверхностей в пределах 3—4-го классов чистоты. 2. Чистовая обработка и отделка цилиндрических поверхностей 2.1 Предварительные замечания Целью чистового обтачивания является получение поверхностей с малой шероховатостью, точных по форме и размерам. В ряде случаев, однако, чистовому обтачиванию подвергаются и такие детали, поверхности которых могут быть неточными. 2.2 Подготовка станка для чистового и точного обтачивания Поверхность с малой шероховатостью и точные размеры детали могут быть получены только на вполне исправном станке. Поэтому до начала такой работы должны быть устранены излишняя слабина шпинделя в подшипнике, его "игра" в осевом направлении, а также чрезмерные зазоры в подвижных сопряжениях частей суппорта. Если предстоит обработка детали, закрепленной с поддержкой задним центром, необходимо проверить положение задней бабки. Проверка работы шпинделя должна производиться слесарем-ремонтником. Излишняя слабина в сопряжении частей суппорта устраняется обычно самим токарем — регулировкой положения клиньев, нажимных винтов и т.д. Положение задней бабки проверяется также самим токарем. С этой целью в шпиндель передней бабки и пиноль задней бабки вставляют центры с острыми (но не с закругленными) концами и подвигают заднюю бабку к передней настолько, чтобы центры коснулись друг друга. При правильном положении бабки концы центров должны совпадать. Несовпадение центров обнаруживается легче и отчетливее, если под ними держать лист белой бумаги. Оно устраняется смещением задней бабки по ее промежуточной плите. Для более точной проверки положения задней бабки в центрах станка устанавливается пруток наибольшей возможной для данного станка длины. На небольшой длине прутка (15—20 мм) как можно ближе к хомутику протачивают шейку. Глубина резания должна быть при этом не более 0,5 мм, подача — 0,1 — 0,2 мм/об. Затем, не отводя резца назад, снимают пруток со станка и перемещают суппорт в сторону задней бабки, пока резец не дойдет до заднего центра. После этого снова устанавливают пруток в центрах и на правом конце его протачивают вторую шейку длиной 15—20 мм. При правильно установленной задней бабке обе шейки должны иметь одинаковые диаметры. Если диаметр второй шейки больше диаметра первой, бабку надо сдвинуть в сторону токаря; в противном случае бабка должна быть сдвинута назад, от токаря. Переместив бабку в ту или другую сторону, следует закрепить ее, в том же порядке снова проточить обе шейки, измерить их и т. д., пока диаметры обеих шеек не получатся одинаковыми (в пределах требуемой точности). 2.3 Закрепление деталей при чистовой обработке Закрепление детали при чистовой обработке должно быть прочным, чтобы не могло получиться смещения ее во время обработки. Если несколько поверхностей детали будут обработаны хотя бы и при одном закреплении, ко при разных положениях из-за смещения детали, то совпадения осей этих поверхностей не будет и деталь может быть забракована. Чрезмерно прочное закрепление некоторых деталей при чистовой обработке может быть, однако, вредным. Если, например, слишком сильно зажать кулачки патрона при обработке тонкостенного кольца, то после снятия со станка оно будет иметь совсем не ту форму, которую имело, когда производилась его обработка. Если чистовая обработка детали производится сразу после чернового обтачивания, то такого изменения формы детали можно избежать, немного ослабив кулачки патрона перед чистовой обработкой. При закреплении детали в самоцентрирующем патроне за обработанную поверхность, когда требуется, чтобы оси поверхностей, ранее обработанной и обрабатываемой, при данном закреплении детали совпадали, следует учитывать неточность патрона и пользоваться разрезной втулкой или кольцами.
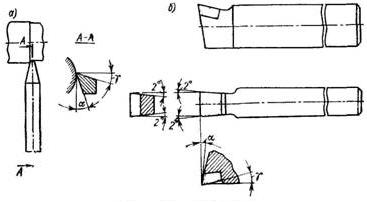
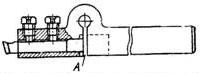
Рис. 15 – Чистовые резцы
Рис. 16 – Пружинящая державка для чистового резца 2.4 Резцы для чистового обтачивания Такие резцы должны обеспечивать получение поверхностей с наименьшей шероховатостью. В соответствии с этим требованием и выбирается их форма. Наиболее желательной там, где он обеспечивает требования , шероховатости поверхности, является работа с обычным проходным резцом. На рис. 15, а показан чистовой резец, применяемый только для чистового обтачивания с малой подачей. При чистовом обтачивании с крупной подачей пользуются резцами, называемыми лопаточными или широкими. Во время работы указанными выше чистовыми резцами иногда происходит вырывание твердых вкраплений, которые бывают в материале обрабатываемой детали. Вследствие этого на поверхности детали получаются углубления, портящие поверхность. Поэтому, если необходимо получить очень чистую поверхность детали, ее обрабатывают резцом, установленным в пружинящей державке (рис. 16). В этом случае режущая кромка резца не вырывает вкраплений в материале детали, а, отходя от обрабатываемой поверхности, как бы заглаживает их. Однако при пружинении резца форма и размеры детали часто получаются неточными даже на хорошем исправном станке. При работе подпружиненным резцом хорошие результаты получаются, если поверхность обрабатывается за несколько проходов. Это следует делать при обработке особо ответственных деталей в индивидуальном производстве, так как производительность при этом резко снижается. Если резец пружинит слишком сильно, то в щель А закладывается кусок кожи или дерева. 2.5 Материалы, применяемые для чистовых резцов При чистовом точении резцы снимают стружку небольших сечений, но работают (сравнительно с черновым точением) при высоких скоростях резания и не должны при этом терять своей твердости. Кроме того, материалы чистовых резцов должны быть такими, чтобы их режущая кромка хорошо сопротивлялась износу от истирания. В соответствии с этими требованиями для чистовых резцов при обработке стальных и чугунных деталей применяются в качестве режущих материалов быстрорежущая сталь, твердые сплавы или минералокерамика марки ЦМ-332. В последние годы кроме минералокерамики в качестве инструментального материала для чистовых резцов стали применять керметы, содержащие кроме окиси алюминия присадки таких металлов, как вольфрам, молибден, бор, титан и др., в количестве до 10%. Эти присадки, уменьшая несколько хрупкость, одновременно, однако, понижают и износостойкость. Испытания кермета марки НС20М2 показали неплохие результаты. Минералокерамику и керметы применяют в тех случаях, когда жесткость системы СПИД достаточно велика. При очень большой жесткости этой системы резцы с минералокерамическими пластинками применяют иногда и для получистового и даже чернового точения. В зависимости от условий резания и обрабатываемого материала твердые сплавы применяются разных марок. Выбор марки твердого сплава для чистового точения указан в табл. 18. 2.6 Углы и другие элементы головки чистовых резцов Форму передней поверхности и значение переднего угла твердосплавных чистовых резцов можно выбирать по табл. 2 и 3. Задний угол а чистовых резцов, используемых для обтачивания стали и цветных сплавов, делается 12°, а при обработке серого чугуна 10°. Вспомогательный угол в плане ф1 чистовых проходных резцов независимо от обрабатываемого материала принимается в пределах 5 —100, а угол наклона главной режущей кромки от —2 до —4°. Остальные элементы те же, что и для черновых твердосплавных резцов. При выборе формы передней поверхности, передних и других углов и прочих элементов чистовых быстрорежущих резцов можно пользоваться данными табл. 4 и 5 и общими указаниями, относящимися к быстрорежущим резцам для черновой обработки. Увеличивается лишь значение заднего угла а до 120. Отметим, что чем чище должна быть обрабатываемая поверхность, тем большим следует брать передний угол резца (т.е. тем меньшим должен быть угол резания). При увеличении переднего угла резца заедание его, а также вибрации уменьшаются, поэтому обрабатываемая поверхность получается более чистой. Таблица 18 – Марки твердых сплавов для чистовой обработки некоторых материалов
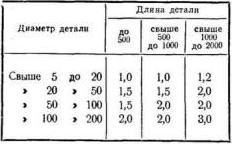
Минералокерамические пластинки весьма редко припаивают. Предпочтительнее для них является механическое крепление, о применением державок типа, показанных на рис. 16. Ширина отрицательной фаски — от 0,2 до 0,4 мм. Передний угол у принимается равным 10—150 при обработке стали с сбв до 70 кгс/мм2, а при большем значении бв — не более 10°; при обработке чугуна — от +5° до —100. Задние углы а в пределах 8—10°. Радиус при вершине резца r = 1 мм. Размеры стружкоотводящей лунки те же, что и для твердосплавных резцов. Угол наклона режущей кромки при равномерном припуске принимается в пределах от 0 до 5°, при неравномерном — до 12°. Рекомендации для выбора угла в плане те же, что и для твердосплавных резцов. 2.7 Установка резцов при чистовом обтачивании Если установить резец так, чтобы вершина его была выше линии центров станка (см. рис. 5, о), то, как это мы отметили выше, резец втягивается в материал детали. Поверхность детали при этом получается нечистой, а диаметр ее уменьшается, что часто недопустимо при чистовой обработке. При установке вершины резца на линии центров станка и тем более ниже ее такого втягивания резца не происходит. Из сказанного вытекает следующее правило. Чистовые резцы следует устанавливать так, чтобы вершина их была расположена на высоте линии центров станка или несколько ниже ее. Припуски при чистовом обтачивании. Припуски при чистовом обтачивании назначаются в зависимости от диаметра и длины детали. Средние величины этих припусков приведены в табл. 19. Таблица 19 – Припуски на диаметр под чистовое обтачивание (V5), размеры в мм
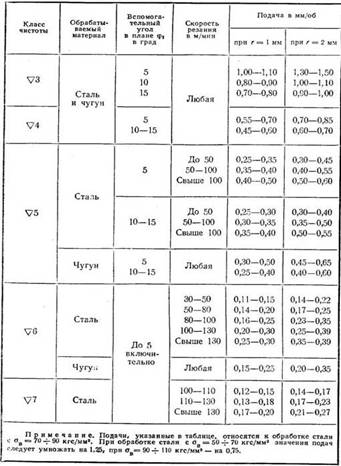
2.8 Режимы резания при чистовой обработке Глубина резания при чистовом обтачивании должна быть небольшой и чаще всего равна величине припуска. Для обеспечения шероховатости в пределах пятого класса (V5) глубина резания может достигать 2 мм, обеспечение же шестого (V6). а тем более седьмого (V7) классов шероховатости достигается лишь при малых глубинах резания, не более 0,3 — 0,4 мм, а в особо ответственных случаях —0,1 мм. Подачи выбираются в зависимости от требуемой шероховатости обрабатываемой поверхности, вспомогательного угла в плане резца, скорости резания и некоторых других факторов. Значения подач, применяемых при чистовой обработке, указаны в табл. 28. Скорости резания при чистовом обтачивании твердосплавными резцами можно принимать по табл. 29 и 30, а при работе быстрорежущими резцами — по табл. 31. При выборе скорости резания в условиях, отличных от указанных в табл. 29 — 30, табличные данные необходимо умножать на поправочные коэффициенты, приведенные в табл. 22 и 25. Подачи и скорости резания при чистовом обтачивании широкими твердосплавными резцами следует принимать по табл. 24. 2.9 Охлаждение при чистовой обработке Хорошо охлаждаемый чистовой резец мало нагревается, не теряет твердости и поэтому сравнительно медленно изнашивается. Благодаря этому повышается точность размеров обрабатываемых деталей. Таблица 20 – Подачи при чистовом обтачивании твердосплавными и быстрорежущими резцами (кроме широких)
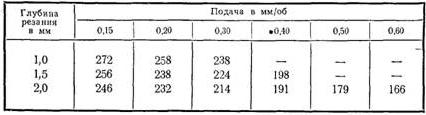
Таблица 21- Скорости резания в м/мин при чистовом продольном обтачивании конструкционной углеродистой, хромистой и хромоникелевой сталей твердосплавными резцами марки Т15К6
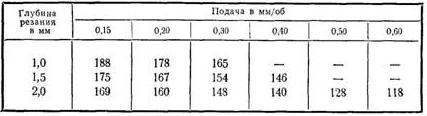
Таблица 22 – Скорости резания в м/мин при чистовом продольном обтачивании серого чугуна твердосплавными резцами марки ВК6
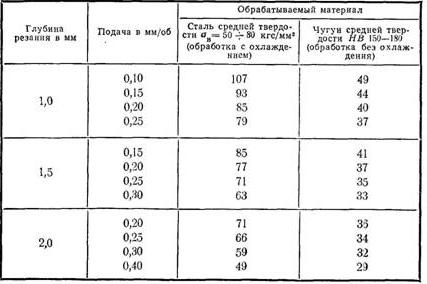
Таблица 23 – Скорости резания в м/мин при чистовом продольном обтачивании быстрорежущими резцами
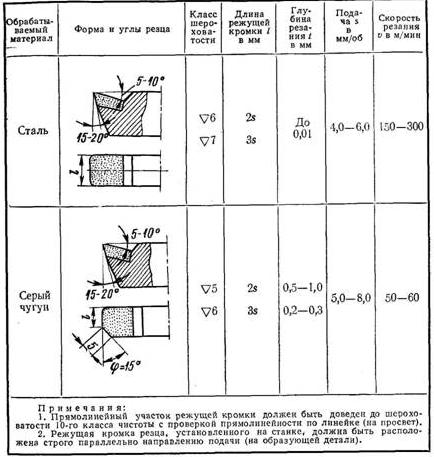
Таблица 24 – Режимы резания при чистовом обтачивании широкими твердосплавными резцами
Применение смазочноохлаждающей жидкости, содержащей маслянистые вещества, например эмульсии, облегчает отделение стружки, вследствие чего обрабатываемая поверхность получается чистой, без рванин. Охлаждение уменьшает нагревание детали, а следовательно, и изменение ее размеров. Это дает возможность измерять деталь с достаточной точностью, не ожидая, пока она охладится. Кроме того, уменьшение нагревания детали понижает опасность ее коробления. |


Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.