 |
|
МЕНЮ
|
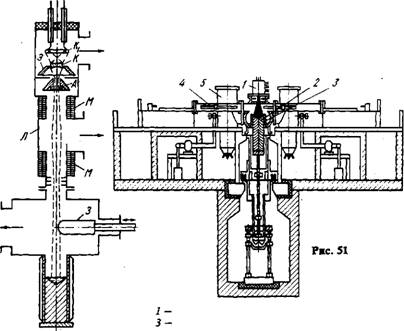
Реферат: Оборудование и основы технологии проектирования электросталеплавильных цеховУскорение электронов осуществляется под действием электрического поля высокого напряжения постоянного тока (ускоряющее напряжение), которое прикладывается с одной стороны к катоду (минус), а с другой — к аноду (плюс). Поток электронов от катода к аноду определяет собой величину так называемого анодного тока. В плавильных ЭЛУ величина ускоряющего напряжения составляет 5—40 кВ. Соуда- -рение электронов, имеющих большие скорости, с анодом вызывает рентгеновское излучение, аналогичное тому, которое возникает в рентгеновских трубках. Это излучение оказывает вредное биологическое воздействие на обслуживающий ЭЛУ персонал. Поэтому если ускоряющее напряжение превышает 20 кВ, то принимаются меры по защите персонала от рентгеновского излучения. При напряжении до 40 кВ уста-, новки размещают в стальном кожухе с толщиной стенок не менее 15 мм, а гляделки выполняют из свинцового стекла толщиной 40 мм. При более высоком ускоряющем напряжении применяют защиту из свинцовых листов. Формирование потока электронов в виде направленного луча и нагрев металла осуществляются в глубоком вакууме (10~2-10_3 Па). Для того, чтобы сосредоточить весь поток электронов в нужном направлении, применяют фокусирующие и отклоняющие устройства, которые основаны на взаимодействии летящих с большой скоростью электронов с электрическим или магнитным полем. Благодаря этим устройствам удается сконцентрировать поток электронов в относительно узкий пучок (луч) и осуществить его развертку на поверхности нагреваемого металла по различным желаемым траекториям. Устройство для получения электронов, сообщения им больших скоростей и сбора потока электронов в луч с выведением его в плавильное пространство называется электронной пушкой. ЭЛУ предназначены для переплава металла в виде заготовок в медный водоохлаждаемый кристаллизатор. В качестве исходной шихты возможно применение также скрапа, гранул, стружки. Слитки формируются в кристаллизаторе с постепенным их вытягиванием. Поверхность слитка имеет низкое качество, что связано с образованием "короны" вследствие испарения в вакууме элементов и их оксидов и осаждения паров и брызг металла на стенках кристаллизатора. Все установки электронно-лучевого нагрева имеют мощные вакуумные системы, которые более сложны, чем на других установках (например, ВДП, ВИП), и которые требуют трехступенчатой системы удаления газов с помощью механических форвакуумных, механических или паромасляных и высоковакуумных паромасляных насосов. Установки ЭЛУ по сравнению с ВДП обладают значительно большими возможностями по дегазации металла и удалению из него неметаллических включений. Объясняется это тем, что в ЭЛУ ванна жидкого металла в верхней части слитка может выдерживаться в вакууме более длительное время, а перегрев металла легко осуществляется в любых целесообразных пределах. Электронный луч позволяет создавать высокую плотность мощности на поверхности 'металла (Ю2-109 Вт/см2), которая легко и плавно может регулироваться. В ЭЛУ можно управлять процессом кристаллизации слитка за счет изменения скорости плавки, подводимой мощности и развертки луча на поверхности жидкого металла. В ЭЛУ источник энергии вынесен из' пространства, где осуществляется технологический процесс, и его мощность в отличие от ВДП и ЭШП можно регулировать независимо от того, что происходит в рабочей камере". Это обеспечивает значительно большую гибкость в управлении процессом переплава металла, чем при ВДП и ЭШП. Вместе с тем следует отметить, что широкое применение ЭЛУ в электросталеплавильном производстве сдерживается рядом факторов, к числу которых относятся: низкие производительность и КПД, сложность изготовления и высокая стоимость высоковольтных источников питания постоянного тока, сложность изготовления отдельных узлов, необходимость применения сложного и мощного вакуумного оборудования и использования высококвалифицированного обслуживающего персонала. Так, при одинаковой мощности 150-200 кВт массовая скорость плавки в ВДП составляет 5—10 кг/мин, а в ЭЛУ - 0,4-0,5 кг/мин, т.е. в 10-20 раз меньше, общий КПД электронно-лучевой плавки составляет только ~ 10 %. Для плавильных установок электронно-лучевого нагрева наибольшее распространение получили агрегаты с аксиальными пушками, единичная мощность которых доходит до 7500 кВт (рис. 50). ЭЛУ с аксиальными пушками характеризуются наличием сильно сфокусированного конусообразного электронного луча, 'формируемого в пространстве, отделенном от плавильной камеры установки. У мощных аксиальных пушек промышленных плавильных установок имеется массивный катод косвенного нагрева, который разогревается до рабочей температуры посредством бомбардировки его электронами от вспомогательного катода К1, выполненного в виде вольфрамовой спирали, нагреваемой за счет прохождения через нее тока от самостоятельного накального трансформатора. Основной катод К представляет собой вогнутую снизу вольфрамовую линзу диаметром 2,5-4,0 см, что обеспечивает формирование сходящегося электронного луча. Между вспомогательным и основным катодами приложено напряжение постоянного тока 3,5-5,0 кВ (основной катод в данном случае по отношению к вспомогательному катоду, играет роль анода). Основной анод/1 имеет специфическую форму, которая обеспечивает прохождение всего электронного пучка полностью через анодное отверстие. Ускоряющее напряжение 30-40 кВ прикладывается к основному катоду (минус) и основному аноду (плюс). Выйдя из основного анода, пучок электронов попадает в лучепровод Л, соединяющий катодную камеру пушки с плавильной камерой ЭЛУ. Длина электронного луча от основного катода до поверхности жидкого металла в кристаллизаторе на промышленных установках с аксиальными пушками достигает 1-2 м. Назначение лучепровода заключается в защите катодного узла пушки от попадания в него газов из плавильной камеры. С этой целью лучепровод имеет самостоятельную систему откачки. Таким образом, в ЭЛУ с аксиальными пушками имеются три автономные системы откачки: катодного узла, лучепровода, плавильной камеры. Благодаря этому в зоне формирования электронного луча поддерживается стабильное остаточное давление в пределах 5 • 10 2-5 • 10 3 Па, исключаются попадание паров металла и вероятность электрических пробоев, что в конечном счете обеспечивает надежную работу катода, стойкость которого составляет сотни часов. Проходя через лучепровод, электронный пучок расширяется, поэтому для его дополнительного сжатия проводят магнитную фокусировку с помощью магнитных линз М (соленоидов). В плавильных ЭЛУ с аксиальными пушками, предназначенными для переплава, заготовки могут подаваться вертикально или горизонтально. Равномерное оплавление заготовок в ряде случаев обеспечивается их вращением. Кристаллизаторы применяются медные водоохлаждаемые. Для облегчения вытягивания слитка кристаллизатор в верхней части имеет цилиндрическую форму, а в нижней он расширяется в виде конуса. Механизм вытягивания слитка представляет собой водоохлаждаемый шток с закрепленной на нем затравкой. Шток проходит через вакуумное уплотнение под плавильную камеру, где он соединяется с приводом механизма вытягивания. В плавильной камере размещаются переплавляемая заготовка, электронные пушки и кристаллизатор. Стенки камеры делаются двойными водоохлаждаемыми. В камеру вварены патрубки для ее соединения с вакуумной системой. Гляделки для визуального наблюдения за процессом переплава снабжены поворотным диском с промежуточными защитными стеклами, которые по мере запыления заменяют. Характеристика ЭЛУ, предназначенных для переплава стали и сплавов, приведена в табл.16. Установка ЕМО-1200, предназначенная для получения стального слитка массой до 18т, показана на рис. 4.
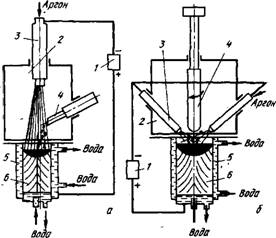
Электроннолучевая печь типа ЕМО-1200 с горизонтальной подачей заготовок 1 - электронная аксиальная пушка; 2 — слиток; кристаллизатор; 4 — подача заготовок; 5 — вакуумные насосы 4. Установки плазменно-дугового переплава в водоохлаждаемый кристаллизатор Установки указанного типа предназначены для переплава заготовок металла, а также гранул и порошка в условиях нейтральной атмосферы - аргона с помощью низкотемпературной - плазмы. Плавка в инертной атмосфере равноценна раскислению и дегазации жидкого металла в вакууме, если парциальное давление азота, водорода, паров воды и оксида углерода в атмосфере печи достаточно мало. Наличие водоохлаждаемого кристаллизатора, в котором формируется слиток в процессе тгереплава заготовки (гранул, порошка), обеспечивает возможность получения плотной мелкозернистой структуры металла. Сохраняя достоинства установок вакуумно-дугового (ВДП) и электронно-лучевого переплава (ЭЛУ), установки плазменно-дугового переплава (ПДП) в кристаллизатор отличаются простотой конструкции, большей безопасностью в эксплуатации. Плазяатроны этих установок выполняются только с металлическими катодами из вольфрама. Схемы плазменных яечей для переплава в кристаллизатор с вертикальным и радиальным размещением плазматронов показаны на рис. 5.
Рис. 5.Схемы плаз-менно-дуговых печей с вертикальным (а) и радиальным (б) размещением плазма-тронов 1 — источник питания; 2 — рабочая камера; 3 — плазма-трон; 4 — переплавляемая заготовка; 5 — кристаллизатор; 6 — слиток Особенностью указанных печей является их оборудование системой рециркуляции, плазмообразующего газа производительностью до 50 м3/ч и вакуумной системой для удадения воздуха из плавильной камеры. Установки ИЭС им. Е.О.Патона нашли применение для переплава жаропрочных и прецизионных сплавов, а также подшипниковых, конструкционных и коррозионностойких сталей с вытягиванием слитка по мере его наплавления из кристаллизатора. Ниже приведена техническая характеристика плазменных печей для переплава в кристаллизатор:
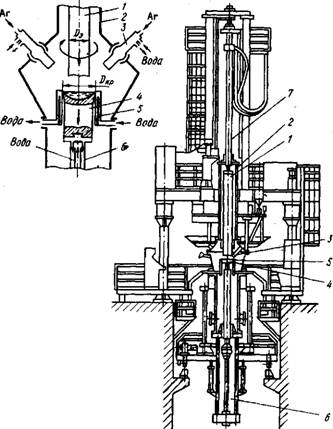
К основным достоинствам плазменной печи для плавки в кристаллизатор относятся: возможность выплавки слитков различного профиля при дозированной подаче флюса в центр металлической ванны; наличие перемешивания жидкой ванны за счет воздействия на него потоков плазмообразующего газа; наличие защитной атмосферы нейтрального газа.
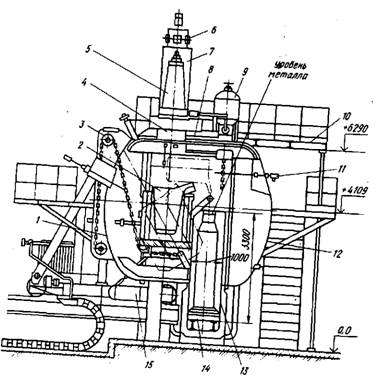
Рис. 6. Схема (а) и общий вид (tf) многоплазматронной переплавной плазменно-дуговой печи типа У-600 1 — расходуемая заготовка; 2 — рабочая камера; 3 — плазматроны; 4 — слиток; 5 - кристаллизатор; 6 -механизм вытягивания слитка; 7 — механизм подачи и вращения заготовки 5. Вакуумные индукционные печи Вакуумные индукционные печи (ВИП) предназначены для плавки и рафинирования высоколегированных сталей, жаропрочных и прецизионных сплавов с низким содержанием углерода с таким расчетом, чтобы во время плавки поддерживалось остаточное давление 10-1—10-2 Па. ВИП работают на отходах собственного металлургического производства и чистых металлических материалах. Крупные ВИП иногда вместо твердой завалки используют жидкий полупродукт, выплавленный в других агрегатах (обычно ДСП). По сравнению с другими плавильными установками специальной электрометаллургии ВИП имеет следующие преимущества: 1) жидкий металл можно длительное время выдерживать в вакууме. Это обеспечивает глубокую дегазацию, раскисление и очищение стали от неметаллических включений и примесей цветных металлов; 2) можно выплавлять любые сложные по химическому составу стали и сплавы, наличие электромагнитного перемешивания металла создает благоприятные условия для быстрого растворения легирующих добавок; 3) простота регулирования мощности и дозировки энергии обеспечивает быстрый перегрев металла до требуемого уровня с высокой точностью. К недостаткам ВИП относятся: загрязнение металла материалом тигля, холодные шлаки, низкая стойкость тигля (20—50 плавок на промышленных печах). Электрический КПД вакуумной индукционной печи при плавке сталей составляет η = 0,7÷0,8. В индукционных тигельных печах, к которым относится ВИП, происходит естественная циркуляция расплавленного металла, обусловленная электродинамическими усилиями. Циркуляция металла возникает при взаимодействии вихревых токов, протекающих в жидком металле, с током индуктора.. Равнодействующая сила, направленная от индуктора на металл, приходится на среднюю часть тигля. Это приводит к возникновению в расплаве так называемой двухконтурной циркуляции, когда расплав в верхней части ванны выдавливается вверх, а в нижней — вниз, образуя самостоятельные контуры движения металла (рис. 55, а). В результате в центре тигля поверхность металла поднимается, образуя выпуклый мениск. Интенсивное перемешивание металла играет- положительную роль, ускоряя процессы растворения легирующих добавок и выравнивая температуру в объеме ванны. Наличие мениска относится к нежелательным явлениям, так как шлак перемещается к стенкам тигля, способствуя ускоренному разъеданию его футеровки, а в центре металл оголяется, что приводит к увеличению потерь тепла и ухудшению условий протекания реакций между шлаком и металлом. Эффект перемешивания металла возрастает с понижением частоты и снижается при переходе к более высоким частотам. Электрическое питание вакуумных индукционных печей осуществляется от машинных высокочастотных генераторов,. ти-ристорных преобразователей частоты и ламповых генераторов (применяются на лабораторных печах). КПД машинных генераторов составляет 70-85%, ламповых 50-70%, тиристорных преобразователей 90-95 %. Особенности конструкции вакуумных индукционных плавильных печей По Принципу работы вакуумные индукционные печи (ВИП) выполняются двух типов — периодического и полунепрерывного действия. Печи периодического действия имеют одну вакуум-камеру, где после эвакуации воздуха производится плавка металла с последующей его разливкой в изложницу или форму. После разливки металла печь разгерметизируют для удаления изложницы со слитком, осмотра и ремонта тигля, загрузки шихты. При этом либо отводится в сторону или снимается крышка корпуса, либо отводится корпус вакуумной камеры. После извлечения слитка, чистки тигля и загрузки в тигель новой порции шихты в вакуум-камеру устанавливают порожнюю изложницу, печь закрывают, производят откачку воздуха и начинают очередную плавку. Печи полунепрерывного действия имеют три вакуум-камеры: плавильную, загрузочную и разливочную. Иногда разливочная камера заменяется камерой изложницы. Тогда металл разливают в плавильной камере. Загрузочная и разливочная камеры (или камеры изложницы) отделены от плавильной камеры шлюзовыми затворами шиберного типа. Это позволяет проводить, в печи без разгерметизации не одну плавку, а серию плавок, количество которых определяется стойкостью футеровки тигля (одной кампании тигля). В печах полунепрерывного действия благодаря наличию шлюзовых затворов одновременно с плавкой металла в вакууме в плавильной камере в загрузочной камере при атмосферном давлении устанавливается корзина с новой порцией шихты. В разливочной камере в это же время проводятся операции по извлечению изложниц с залитым в них металлом и установкой изложниц под разливку. Загрузочная и разливочная камеры отделены от внешней среды технологическими затворами шиберного типа. После проведения всех необходимых операций загрузочная и разливочная камеры герметизируются с помощью затворов и из них эвакуируется воздух. Печи полунепрерывного действия получили широкое распространение благодаря ряду преимуществ по сравнению с печами периодического действия - более высокой производительности из-за отсутствия откачки воздуха из плавильной камеры перед каждой плавкой, более высокой стойкости тигля вследствие уменьшения периодического охлаждения и нагрева при разгерметизации плавильной камеры, исключения времени на остывание изложниц или форм перед удалением их из плавильной камеры, уменьшения окисления металла и его загрязнения из-за напуска воздуха в плавильную камеру. Современная индукционная вакуумная печь полунепрерывного действия вместимостью 2,5 т (ИСВ-2.5-НИ) конструкции ВНИИЭТО показана на рис. 7.
Схема вакуумной индукционной электропечи ИСВ-2.5НИ полунепрерывного действия вместимостью 2,5 т конструкции ВНИИЭТО Печь состоит из плавильной камеры 1 с цилиндрической частью 8, внутри которой расположен индуктор с тиглем 2. Наклон печи осуществляется цепным механизмом 3. Загрузочная камера 7, внутри которой располагается саморазгружающаяся корзина 5, отделена от плавильной камеры вакуумным затвором 4. Корзина с шихтой 5 перемещается с помощью канатного механизма 6. Печь снабжена восьмисекционным дозатором 9 для загрузки в тигель по ходу плавки раскислителей и легирующих добавок. Для удобства обслуживания печи в верхней части корпуса снаружи установлена площадка 10. Зачистка тигля производится ломиком 11, расположенным на глухой крышке 12. Камера изложниц 13 прямоугольной формы соединена с плавильной камерой через вакуумной затвор. Рядом с камерой изложниц установлен специальный стенд, предназначенный 'для установки тележки с изложницами 14 перед их закатыванием в плавильную камеру и после выката их из печи. Печь снабжена самоходной тележкой 15 для отката крышки 16 плавильной камеры 1. Изложницы между плавильной камерой и камерой изложниц перемещаются на тележке с помощью механизма, приводимого в действие от электропривода. Вакуумная система снабжена форвакуумными и бустерными насосами, которые обеспечивают откачку воздуха из плавильной камеры, камеры загрузки, камеры изложниц и дозатора. Заключение В данном реферате были рассмотрены оборудование и основы технологии проектирования электросталеплавильных цехов, а также особенности эксплуатации и конструкции плавильного оборудования электросталеплавильных цехов и цехов специальной электрометаллургии. К плавильному оборудованию цехов специальной электрометаллургии относятся вакуумные дуговые печи (ВДП), установки электрошлакового переплава (ЭШП), электроннолучевые установки (ЭЛУ), плазменные установки и вакуумные индукционные печи (ВИП). Все перечисленные плавильные агрегаты, кроме ВИП, предназначены для переплава литых или кованых заготовок в медный водоохлаждаемый кристаллизатор с целью улучшения качества металла. Особенностью большинства из перечисленных агрегатов является наличие в плавильной зоне вакуума или нейтральной атмосферы (обычно аргона), что позволяет эффективно удалять из переплавляемого металла газы и неметаллические включения, а также обеспечивать минимальный угар легирующих элементов. Используемая литература Никольский Л.Е., 3инуров И.Ю. «Оборудование электросталеплавильных цехов» Учеб. пособие для вузов. - М.: Металлургия, 1993. - С.272 |
Страницы: 1, 2