|
|
МЕНЮ
|
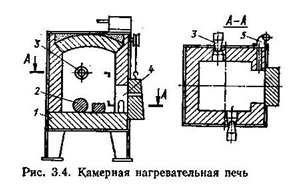
Отчет по практике: Работа компрессорного завода ОАО "КазанькомпрессормашСреда, поставляющая углерод к поверхности цементируемых деталей, называется карбюризатором. Находят применение два способа цементации: 1) цементация в твёрдом карбюризаторе; 2) газовая цементация. 1-й способ: цементация в твёрдом карбюризаторе. В качестве твёрдого карбюризатора используется активированный уголь в зёрнах с добавками активизаторов. Детали, подлежащие цементации, укладываются в стальные ящики попеременно с карбюризатором. По заполнении ящика, он закрывается крышкой, и щели замазывают огнеупорной глиной, чтобы не было свободного выхода газам, образующимся при нагреве. При нагреве внутри цементационного ящика образуется окись углерода. На поверхности стальных деталей окись углерода диссоциирует с выделением активного атомарного углерода, который адсорбируется поверхностью детали и растворяется в ней. 2-й способ: газовая цементация. Газовая цементация осуществляется нагревом изделий в среде газов, содержащих углерод. В качестве карбюризаторов при газовой цементации применяются природный газ, а также жидкие углеводороды: керосин, синтин, бензол. При использовании жидких углеводородов их подают в рабочее пространство печи каплями. При нагреве углеводороды диссоциируют с выделением активного атомарного углерода, который адсорбируется поверхностью детали и диффундирует в аустенит. Цементацию обычно проводят при температуре 500-600°С. Для получения высокой твёрдости цементированной поверхности после цементации необходимо провести закалку с отпуском. 7.5.2 Азотирование Азотирование – это процесс диффузионного насыщения поверхностного слоя стали азотом при нагреве её в аммиаке. Азотирование очень сильно повышает твёрдость поверхностного слоя, его износостойкость, предел выносливости и сопротивление коррозии в таких средах, как атмосфера, вода, пар и т.д. Твёрдость азотированного слоя заметно выше, чем цементированной стали. Азотирование проводят в аммиаке при температуре 500-600°С. При нагреве аммиак диссоциирует с выделением атомарного азота: 2NH3 ® 2N + 6H Образовавшийся атомарный азот адсорбируется, а затем диффундирует в поверхность, образуя там твёрдые нитриды железа и нитриды металлов. Технологический процесс азотирования предусматривает несколько операций: 1) предварительная термическая обработка, состоящая из закалки и высокого отпуска стали для получения повышенной прочности и вязкости в сердцевине изделия; 2) механическая обработка деталей, а также шлифование, которое придаёт окончательные размеры детали; 3) защита участков, не подлежащих азотированию (нанесение обмазки из жидкого стекла или лужение); 4) азотирование; 5) окончательное шлифование или доводка изделия. Азотированию подвергают среднеуглеродистые легированные стали. Наибольшее применение находит сталь 38Х2МЮА. 7.6 Поверхностная закалка стали Поверхностная закалка стали осуществляется путём индукционного нагрева детали, которая помещается в переменное магнитное поле. Индукционный нагрев происходит вследствие теплового действия тока, индуцируемого в изделии, помещённом в переменное магнитное поле. При этом закаливается только поверхностный слой детали, тогда как сердцевина изделия остаётся незакалённой. Основное назначение поверхностной закалки: повышение твёрдости, износостойкости и предела выносливости обрабатываемого изделия. Сердцевина изделия остаётся вязкой и воспринимает ударные нагрузки. Поверхностная закалка с индукционным нагревом осуществляется в установках ТВЧ (ток высокой частоты). Для нагрева изделие устанавливают в индуктор, представляющий собой один или несколько витков медной трубки. Переменный ток, протекая через индуктор, создаёт переменное магнитное поле. В результате явления индукции в поверхностном слое возникают вихревые токи, и происходит выделение тепла. После закалки с индукционным нагревом детали подвергают низкому отпуску. Время нагрева при закалке ТВЧ измеряется в секундах. 7.7 Метод замера твёрдости Метод замера твёрдости основан на вдавливании твёрдого наконечника в поверхность детали. После снятия нагрузки остаётся отпечаток, величина которого характеризует твёрдость детали. 7.8 Печи
Печи состоят из металлического каркаса, выложенного огнеупорным кирпичом, по стенкам расположены нагреватели, по которым пропускается электрический ток. В рабочее пространство печи помещается термопара, которая передаёт сигнал на прибор контроля температуры. 7.9 Оборудование термического цеха, приспособления, инструменты –шахтные печи: низкотемпературные, с рабочей температурой до 700°С, высокотемпературные – до 1000°С; – камерные печи – с рабочей температурой до 1000°С; – соляная ванна с расплавом BaCl2; –камера холода для обработки холодом (при -70°С) колёс из стали 07Х16Н6; –шахтные печи для химико-термической обработки (цементации и азотировании); –установка высокочастотная для поверхностной закалки; –приборы для измерения твёрдости: Бриннель и Роквелл. Используемые приспособления: корзины, подвески, подставки, этажерки, приспособления для термофиксации пружин и т.д. Инструменты: клещи различной конфигурации, кочерга, лопаты и т.д. Таблица.3.Используемые марки сталей:
8. Котельно-сварочное производство 8.1 Краткая характеристика Котельно-сварочный цех №2 входит в состав сварочно-заготовительного комплекса. Численность котельно-сварочного цеха составляет 103 человека, из них руководителей и специалистов – 15 человек, производственных рабочих – 69 человек, вспомогательных рабочих – 19 человек. В котельно-сварочном цехе изготавливают такие узлы, как сосуды (ресиверы), рамы-маслобаки, рамные конструкции, трубопроводы, монтируемые на агрегате, трубопроводы, монтируемые на монтаже, барабаны маслоотделителей, охладители масла и газа, трубные батареи, шкафы автоматики, корпуса компрессора высокого давления.
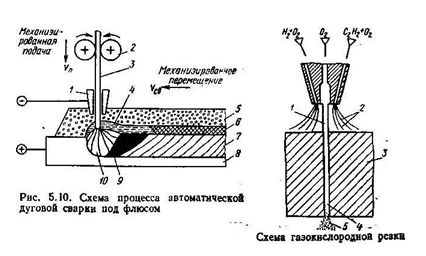
8.2 Специализированные участки В котельно-сварочном цехе имеются специализированные участки: - участок сборки корпусов; - участок изготовления шкафов автоматики; - участок изготовления трубопроводов; - участок намотки барабанов маслоотделителей; - участок сборки трубных батарей и газо-маслоохладителей; - механический участок; - участок пайки трубных батарей. 8.3 Выполняемые работы На этих участках выполняются следующие работы: - дробеструйка деталей перед сваркой, а также дробеструйка готовых узлов после сварки в дробеструйных камерах (3шт); - зачистка кромок деталей под сварку; - вальцовка обечаек из листов на вальцах; - ручная дуговая сварка покрытыми электродами; - полуавтоматическая и автоматическая сварка в среде углекислого газа; - аргонодуговая сварка неплавящимся электродом; - автоматическая сварка под слоём флюса; - газовая сварка; - электрострижка; - контактная сварка; - гибка стальных труб в холодном состоянии в разных плоскостях на трубогибочных станках; - накатка оребрения латунных, стальных трубок на накатном станке; - термическая обработка чугунных отливок и снятие напряжения в сварных конструкциях в термической печи; - изготовление, сборка под пайку оребренных трубок, трубных досок, пайка трубных батарей радиаторов и газомаслоохладителей; - гидро- и пневмоиспытание узлов для определения прочности и герметичности на стендах; - зачистка сварочной проволоки и прокалка электродов и флюса перед сваркой с последующим их хранением в специальном помещении; - изготовление и упаковка узлов газовых коммуникаций и труб метражом; - строжка кромок под сварку на специальном кромкострогальном станке; - развальцовка трубок трубных батарей. Для вырезки деталей сложной конфигурации толщиной до 3 мм имеется установка лазерной резки с программным управлением «Севан», виброножницы. Котельно-сварочный цех оснащён печами для прокалки электродов и термошкафами для их сушки и хранения. В котельно-сварочном цехе имеется газовая печь для термообработки крупных сварных конструкций, а также шахтные электропечи, где производится термообработка. Все печи оборудованы самопишущими приборами для контроля и регистрации температуры. Также цех №2 оснащён двумя установками для подготовки (очистки от ржавчины и загрязнений) сварочной проволоки диаметром от 0,8 до 3 мм и от 3 до 5 мм и намотки её в кассеты; имеется печь для прокалки флюса, комплекс термического оборудования для прокалки и хранения электродов. 9. Изготовление типовых деталей центробежных машин (на примере центробежных компрессоров) Цель занятия: изучение механической обработки центробежных колёс, валов и разъёмного корпуса ЦК – механосборочное производство завода центробежных машин. В состав завода ЦК входят участок редукторов, участок автоматики, участок запасных частей, цех роторов, цех корпусов, цех подшипников, цех тары, цех по сборке ЦК и лаборатория балансировки. Завод выпускает центробежные компрессоры в однокорпусном, двухкорпусном и трёхкорпусном исполнении для сжатия воздуха, кислорода, азота, хлора, природного газа и др. Унифицированный ряд компрессоров состоит из верхних и нижних половин корпуса, ротора, подшипников и закладных деталей (направляющий аппарат, диафрагма, лабиринтные уплотнения). 9.1 Оборудование для изготовления лопаток колёс В основном диске фрезеровать лопатки на копировально-фрезерном станке модели 6441Б. Деталь устанавливают в приспособление, фрезеруют лопатки по копиру концевой фрезой на копировально-фрезерном станке. Проверяют шаблоном и штангенциркулем. 9.2 Точение валов ЦК. Станки и инструменты Для изготовления вала применяется заготовка из поковки легированной стали. Точение валов производится на токарно-винторезном станке модели 1М63 проходными или проходно-упорными резцами. Устанавливают на станке в четырёхкулачковый патрон, в центрах. Применяют люнет. Проверяют штангенциркулем, микрометром. Наиболее точные посадочные поверхности вала обрабатываются на круглошлифовальных станках шлифовальным кругом. Проверяют микрометром и микрометрическим индикатором. 9.3 Сборка дисков центробежных колёс Все рабочие колёса ЦК – закрытого типа. Каждое колесо состоит из основного, покрывного дисков и лопаток. В зависимости от условий работы, параметров, размеров, вида перекачиваемого газа применяют разные способы изготовления колёс: а) Лопатки получают путём штамповки из листа. Их приваривают к основному диску, а основной диск с лопатками соединяют пайкой с покрывным диском. б) Сборка дисков центробежных колёс методом клёпки. В основном диске через лопатки и в покрывном диске сверлят отверстие. Вставка заклёпок производится вручную. Клепальная работа осуществляется на установке для электроклепки колес ЭКП-5. 9.4 Пайка основного и покрывного дисков на вакуумных установках На лопатки основного диска накладывают припой ПЖК-1000 (лента толщиной 0,1 мм, шириной 5 мм, длиной 12 мм). Закрепляют методом точечной сварки. Устанавливают покрывной диск, закрепляют и – в вакуумную печь. Закрывают камеру печи, откачивают воздух до разряжения (10-3 мм рт. столба). В печи температура повышается до 1000°С. Колесо паяют согласно карте режимов. После пайки охлаждают колесо в вакууме до температуры 200°С. Затем необходимо отключить вакуумную систему, напустить в камеру воздух, открыть под печи и выгрузить колесо. 9.5 Сборка и балансировка роторов Ротор представляет собой вал с посаженными на него рабочими колёсами. Необходимо скомплектовать, промыть, обдуть и замерить детали. Затем устанавливают вал ротора правым концом вниз на подставку и закрепляют. Нагревают в электропечи шахтного типа до температуры 300°С в течение не более часа колесо, втулку и напрессовывают их на вал ротора. Балансировка роторов центробежных компрессоров производится на балансировочных станках с маятниковой рамой с целью определения положения неуравновешенной массы. Устраняют либо методом сверления (снимают лишний металл), либо винт вворачивают. Если величина неуравновешенности определена правильно, то амплитуда колебаний не должна превышать 1-2 колебаний. 9.6 Механическая обработка и сборка корпуса Заготовку получают методом литья. Обработка производится на горизонтально-расточных станках. Инструменты: торцевые фрезы, оправочные расточные резцы, штангенциркуль, глубиномеры, специальные приспособления и инструменты. Сборка корпуса происходит следующим образом. Устанавливают нижнюю половину корпуса. Устанавливают закладные детали (направляющие аппараты, диафрагмы, лабиринтные уплотнения). Затем устанавливают ротор на опорных и опорно-упорных подшипниках. Затем выставляют ротор и находят совпадение канала колеса с каналом диафрагмы и закрывают верхней половиной. 9.7 Слесарные операции при сборке компрессоров. Шабрение Шабрение – операция металлообработки для пригонки плоских и цилиндрических плоскостей путём соскабливания микроскопически тонких стружек режущим инструментом – шабером. Шабрение применяется при укладке ведущих и ведомых валов мультипликатора, для обеспечения плоскостности плит. Операции шабрения проверяют краской. Плита красится, на неё кладут проверяемую деталь. Отпечаток должен быть сплошным. 9.8 Испытание, окраска и упаковка компрессоров Испытания компрессора проводится в испытательном боксе в рабочем режиме (вода, воздух, масло). Все компрессоры оснащены системой автоматического управления и контроля работы по параметрам. Каждая часть агрегата красится в определённый цвет: корпус электродвигателя – в голубой, корпус компрессора – в серебряный, маслобак – в тёмно-синий. Красят пульверизатором, а недоступные места краску наносят кисточкой. Прикрепляется основание, стойка, к стойкам прибивают ДВП. Документация хранится внутри упакованного компрессора. 10. Изготовление типовых деталей винтовых машин (на примере винтового компрессора) Цель занятия: изучение механической обработки литых, без разъёма корпусов винтовых компрессоров (расточка внутренней поверхности, опор подшипников) и получение винтовых поверхностей на роторах – механосборочное производство завода винтовых машин. В состав завода винтовых компрессоров вошли следующие цеха: №№ 1, 12, 13, 17, участок изготовления кузовов цеха № 10, участок запчастей № 26, участок сборки винтовых компрессоров и установок цеха № 8, участок ТНП 31. Винтовая компрессорная машина состоит из корпуса, комплекта роторов, подшипниковых узлов и сальников. Процесс изготовления делится на две части: изготовление корпусов и изготовление роторов. Изготовление корпусов начитается с прибытия в цех литейных заготовок корпуса. Заготовки подвергаются разметке, фрезеровке, искусственному старению, шлифовки плоскостей, сверлению, получистовому растачиванию, алмазной расточке, сверлению боковых отверстий, гидропневмоиспытанию (прочность и плотность), обрубке корпуса, контрольной операции. Всё это происходит в первом ряду цеха. Во втором ряду цеха происходит изготовление роторов винтовых компрессорных машин. Технологами ОГТ был разработан и внедрён оригинальный технологический процесс обработки роторов, включающий нарезку профиля зубьев роторов, контроль профильных зазоров в зацеплении, сборку роторов с охлаждением цапф в жидком азоте. Были применены специальные фрезы для нарезки профилей зубьев роторов, спроектированы и изготовлены копиры для заточки, проведена модернизация стенда для контроля роторов фирмы «Холройд». Изготовление ротора начинается с токарной обработки кованой заготовки. Ротор обрезается и зачищается, делается термообработка, а затем снова подвергают токарной обработке, фрезеруют и шлифуют. После этого производят нарезку зубьев с помощью зубофрезерного станка. Окончательная обработка ротора включает в себя стабилизацию, зачистку, шлифовку, балансировку. После этого ротор сдаётся в отдел технического контроля. После изготовления корпуса, ротора, сопутствующих деталей винтовых компрессорных машин, производят сборку компрессора. Затем компрессор окрашивают и подвергают испытательным проверкам. компрессорный завод производство чугунный Заключение Работникам завода, которые проводили с нами занятия, которые объясняли нам организацию процесса изготовления деталей, начиная от получения заготовок литьём, поковок, обработки заготовок на станках, различных методов сварки заготовок, термообработки, методов контроля размеров полученных в результате механической обработки деталей, и кончая сборкой изделий. Благодаря этому я получил большее представление о том, что представляют из себя технологические процессы изготовления деталей, о которых до этого я знал только из лекций, прочитанных нашими преподавателями, и увидел реально те компрессоры, которые выпускает один из передовых заводов России – Казанский компрессорный завод. Я впервые увидел огромные цеха завода, большое количество оборудования, рабочих, инженеров, которые умело справляются с очень сложным и трудоёмким производством современных типов компрессоров. Во время практики я познакомился с работой литейного, кузнечного, сварочного, термического, механического и сборочного цехов завода. Всё это позволило наглядно представить себе выбранную специальность. Поэтому я считаю, что экскурсионно-практические занятия на ОАО «Казанькомпрессормаш» оказались интересными, полезными и нужными. |