 |
|
МЕНЮ
|
Курсовая работа: Внепечная обработка сталиКурсовая работа: Внепечная обработка сталиЗадание Ёмкость конвертера 125 т.
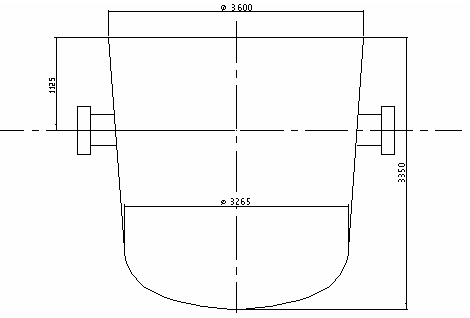
В графической части представлен порционный вакууматор. Введение Качество стали – это постоянно действующий фактор, который на всех исторических этапах побуждал металлургов искать новые технологии и новые инженерные решения. Ограниченные возможности регулирования физических и физико-химических условий протекания процессов плавки в традиционных сталеплавильных агрегатах (конвертерах, дуговых, мартеновских и двухванных печах) привели к созданию новых сталеплавильных процессов, комплексных технологий, обеспечивающих получение особо чистых по содержанию нежелательных примесей марок стали. В тех случаях, когда технологические операции, обеспечивающие получение металла требуемого качества, непосредственно в самом агрегате приводят к потере его производительности, их выполняют во вспомогательной емкости (ковше или др.), то есть переводят в разряд внепечной, или вторичной, металлургии. Основную цель вторичной металлургии можно сформулировать как осуществление ряда технологических операций в специальных агрегатах быстрее и эффективнее по сравнению с решением аналогичных задач в обычных сталеплавильных агрегатах быстрее и эффективнее по сравнению с решением аналогичных задач в обычных сталеплавильных печах. В настоящее время методами внепечной металлургии обрабатывают сотни миллионов тонн стали массового назначения. Установки для внепечной обработки имеются практически на всех заводах качественной металлургии. Обработке подвергают металл, выплавленный в мартеновских печах, дуговых печах и конвертерах. 1. Обоснование параметров сталеразливочного ковша Выход годной стали до раскисления – MМеп/д раск = 91,55 т.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
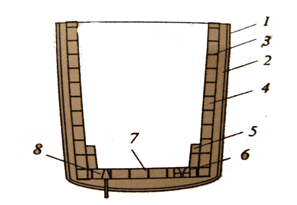
Периклазофорстеритоуглеродистый
огнеупор MgO=65-80%, SiO2
|
||||||
|
Плотность |
Температура 0С |
Теплопроводность
|
Теплоёмкость с ,кДж/(кг К) |
Температуропроводность а ,м2/ч |
||
| огнеупорность | начала деформации | рабочая | ||||
| 2600-2800 | 2200-2400 | 1500-1700 | 1650-1700 |
4,7-170 |
1,05+29 |
3 |
1.2 Выбор дутьевых продувочных устройств
Наиболее преимущественным (простота устройства, отсутствие дополнительных огнеупорных материалов) способом продувки является продувка металла через шиберный затвор.
Газ вводят через металлическую трубку-фурму диаметром 8-16 мм, вставленную в выпускные отверстия деталей шиберного затвора. По окончанию продувки подвижная плита устанавливается в положение «закрыто» и при этом она перерезает трубку фурму.
2. Расчет основных параметров обработки стали
2.1 Расчёт раскисления и легирования
Для данного расчета при выплавке стали марки 12ГС принят следующий угар элементов раскислителей: углерода – 15%; марганца – 15%; кремния – 20%; хрома - 10. Угар алюминия условно принимаем равным 100%, а расход его зависит от марки выплавляемой стали. В данном расчете расход алюминия принят равным 0,030%.
В таблице 2 приведен принятый состав ферросплавов.
Таблица 2 – Состав примененных ферросплавов
| Ферросплав | Марка | Содержание элементов % | ||||||
| C | Mn | Si | P | S | Cr | Al | ||
| Феррмарганец | Мп4 | 6,5 | 76 | 2 | 0,38 | сл | - | - |
| Ферросилиций | СИ45 | 0,3 | 0,8 | 45,0 | 0,05 | сл | - | - |
| Феррохром | Фх010 | 0,1 | - | 1,5 | 0,03 | 0,03 | 65-73 | - |
Среднезаданное содержание элементов в рассчитываемой стали 30Х принято равным: [Mn]=0,55% , [Si]=0,27%, [Cr]=0,9
Необходимое количество каждого ферросплава определяется по формуле:
Мраск = 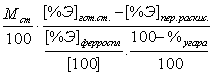 кг,
кг,
где Мст – выход жидкой стали в конце продувки, кг;
[%Э]гот.ст. – содержание соответствующего элемента в готовой стали, %;
[%Э]пер.раск – содержание соответствующего элемента перед раскислением, %;
[%Э]ферроспл. – содержание соответствующего элемента в ферросплаве, %.
МFeSi = 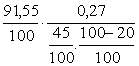 = 0,687 кг.
= 0,687 кг.
МFeМп =  = 0,523 кг
= 0,523 кг

2.2 Расчёт процесса десульфурации стали в ковше
Расчет процесса десульфурации cтaлu в ковше ТШС
Химический состав ТШС:
СаО = 50%
А12О3 = 36%
SiO2 = 10%
MgO = 3%
MnO = 0%
Расход ТШС 10 кг/т стали.
Необходимое количество ТШС: ![]() т.
т.
Mпгот.ст. =0,542% , угар 20%
Siгот.ст. =0,289% , угар 20%
А1гот.ст. =0,03% , угар 100%
Таблица 3 – Состав печного шлака
| СаО | MnO | MgO |
SiO2 |
А12О3 |
| 51,293% | 4,834% | 2,076% | 14,656% | 1,816% |
Принимаем, что в ковш попадает 5 % печного шлака
Таблица 4 – Количество оксидов образующихся при раскислении стали
| Элемент | Концентрация в стали % | Угар элементов | Введено в сталь с учётом угара, % | Образуется оксидов, кг |
| Mn | 0,542 | 0,065 |
|
|
| Si | 0,289 | 0,072 | 0,361 |
|
| А1 | 0,03 | 0,03 | 0,03 |
|
| Cr | 0,878 | 0,098 | 0,976 |
|
| ИТОГО | 6,86 | |||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.