 |
|
МЕНЮ
|
Курсовая работа: Технология печати
Cobra Python Cobra 8 4. Выбор материалов и оборудования для изготовления печатных формОфсетные монометаллические пластины VERONA LASTRE(VELA)(Italy)
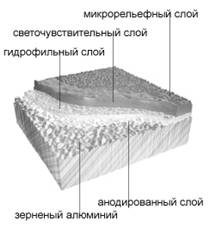
LPN-100 — предварительно очувствленные позитивные пластины VELA для ролевого и листового офсета. Электрохимическое зернение и анодирование поверхности пластин обеспечивают высокие печатно-технические свойства. Толстый слой анодированного покрытия предотвра-щает образование царапин, износа, окисления, гарантирует устойчивый баланс краска-вода и неизменные качества пластин во время печати тиража.
Экспонирование офсетных пластин
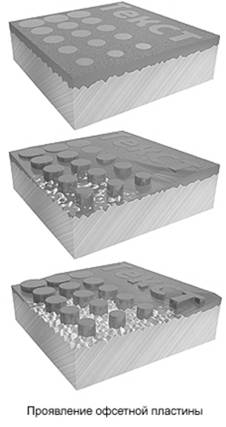
Тип лампы — металлогалогенная (Мощность 5000 Вт, расстояние 110 см). Рекомендуемая степень экспонирования — по полутоновой шкале UGRA-82. Определение оптимального времени экспонирования по шкале — должно быть 3 чистых поля, воспроизводится 12 микро линий. Цвет поверхности светочувствительного слоя изменяется: голубой до экспонирования, зеленый — после экспонирования. Проявление офсетных пластин Проявление офсетных пластин производится как вручную, так и автоматически. Проявитель DEVELOPER фирмы MGF поставляется в концентрированном виде. Для применения его необходимо разбавить водой в соотношении 1:9, то есть, из одного литра концентрата получается 10 литров готового к работе проявителя. Рекомендуемая температура проявителя 20 – 24 °C. Время проявления вручную 45 – 60 сек., в процессоре 15 – 30 сек. Проявление вручную Готовый раствор проявителя из расчета 200 – 300 мл на 1 м2 тампоном равномерно нанести на поверхность офсетной пластины. Проявление происходит в течение 20 – 30 секунд. После проявки удалить раствор проявителя с пластины резиновым ракелем. После проявления пластину необходимо промыть водой. По необходимости этот процесс можно повторить. Автоматическое проявление
Для автоматического проявления желательно использовать процессоры, оснащенные ваннами полного погружения. Скорость движения пластины в процессоре необходимо установить на уровне 70 – 80 см в минуту. Для поддержания стабильного проявляющего раствора, рекомендуется использовать одинаковый проявитель, только большей концентрации. Например, проявитель DEVELOPER 1+9, следует развести водой в соотношении 1+4. Расход подкрепляющего раствора проявителя составляет 40 – 50 мл на квадратный метр пластины. Проявитель сохраняет рабочие свойства в среднем 12 – 15 дней, в зависимости от интенсивности использования. По истечении этого срока необходимо слить отработанный проявитель, процессор промыть водой и залить новый готовый к применению проявитель. При повышенной температуре проявителя проявление пластин осуществляется быстрее. Чрезмерно высокая температура проявителя приводит к активному окислению, ухудшает свойства проявителя и негативно отражается на качестве проявленных пластин. В жаркое время года при повышенной температуре в помещении типографии, температура проявителя может превышать 24º С. В таких случаях рекомендуется снизить стандартную концентрацию рабочего раствора проявителя на 5-10%, и увеличить скорость проводки пластины, но не более чем на 100 - 110 см в минуту. Средства корректуры офсетных пластин Для удаления с пластин ненужных следов копировального слоя, после процесса экспонирования и проявки применяются следующие корректирующие средства: • Корректирующие карандаши — K 966 (тонкий), K 967 (средний) и K 964 (толстый), производства фирмы KRUSE. Карандашом необходимо обработать тот участок, который необходимо удалить. • POSI-DEL — корректирующий гель, полностью удаляет копировальный слой. Корректирующий гель необходимо нанести кисточкой или тампоном на участки пластины, подлежащие удалению и оставить на несколько секунд. Затем гель следует стереть с поверхности и промыть пластину водой. Гуммирование офсетных пластин
Покрытие офсетных пластин защитным гуммирующим слоем предотвращает контакт пробельных элементов с воздухом, улучшает их свойства и защищает пластину от внешних воздействий. Гуммирование производится после проявки и промывки офсетных пластин. Ручное гуммирование Для ручной обработки пластин рекомендуем применять концентрат декстрина — End Gum Bianco — MGF. Концентрат гуммирующего раствора необходимо разбавить водой, в соотношении 1:3 и нанести на поверхность пластины. Автоматическое гуммирование Для автоматического гуммирования используют декстрин — Pure Gum Arabic или Syntetic Gum производства MGF. Обжиг офсетных пластин
Обжиг повышает тиражестойкость офсетных пластин. Проявленные пластины, заблаговременно покрытые специальным гуммирующим раствором, подвергаются обжигу при температуре 230 – 260 °С. Время обжига зависит от формата и толщины пластины. Для печей вертикального типа время обжига составляет 4 – 8 минут, для печей горизонтально-конвейерного типа 1 – 4 минуты, в зависимости от типа печи. После обжига защитный слой с пластины следует удалить водой. Для обжига рекомендуем использовать термопечи фирмы EGRAF engineering и EUROgrafica. Подготовка офсетных пластин к печати и печать Перед установкой офсетной пластины в печатную секцию необходимо удалить с пластины гуммирующее покрытие. Для нейтрализации остаточной кислотности, после использования корректирующих и чистящих средств, поверхность пластины рекомендуем обработать активатором — DISO AL 80 или Cleaner Plate MGF. В процессе печати для предотвращения эффекта "тенения" можно применять этот же активатор. Хранение офсетных пластин Офсетные пластины следует хранить в заводской упаковке при температуре +15, +25 °C, при относительной влажности не более 70 %. Пластины следует оберегать от попадания активного освещения и перепадов температуры. Хранение и перенос пластин должен осуществляться так, чтобы избежать залома металла и повреждения светочувствительного слоя. При выполнении этих условий срок хранения составляет 24 месяца со дня производства.
ОФСЕТНЫЕ АЛЮМИНИВЫЕ ПЛАСТИНЫ. Цифровые CtP пластины. Компания ЗАО "ИПРИС" предлагает офсетные цифровые CtP пластины ведущих мировых производителей, компании IPAGSA (Испания). Характеристики пластин Офсетные пластины Arte IP -21 (IPAGSA) предназначены для изготовления высококачественных печатных форм при помощи прямой записи CtP для оборудования ведущих производителей. При помощи технологии CtP (с применением лазерного излучения на поверхность пластин) обеспечиваются высокие показатели по повторяемости, разрешения, линиатуре и др. Пластины поставляются стандартной толщины 0,15 и 0,30 мм. Основой CtP пластин является алюминиевая подложка. Пластины IPAGSA Arte IP -21 являются позитивными термальными офсетными пластинами, предназначенными для экспонирования в CtP устройствах, оснащённых термальным лазером, работающем в спектре 830 нм.
Печатные формы изготовленные из пластин Arte IP -21 применяются для ролевой и листовой офсетной печати. Копировальный слой имеет насыщенный синий цвет. В процессе экспонирования происходит реакция разложения термочувствительного копировального слоя, таким образом, создаётся максимальный контраст между печатными и пробельными элементами, что значительно облегчает контроль качества воспроизведения формы и её корректуру. Позитивные пластины Arte IP -21 не требуют предварительного нагрева и обеспечивают гарантированную тиражестойкость без обжига около 150 000 оттисков. В случае проведения термообработки данных пластин тиражестойкость повышается до 1 000 000 оттисков. Работа с термальными пластинами Arte IP -21 возможна при дневном свете на протяжении не более 2 часов без изменения их физико-химических свойств. Термальны пластины Arte IP -21 могут храниться при соблюдении норм хранения без изменения физико-химических свойств в течении 12 месяцев. Технологический процесс изготовления печатных форм Технологический процесс изготовления печатных форм на термальных пластинах Arte IP -21 фирмы IPAGSA состоит из следующих операций: • экспонирование • проявление • промывка • нанесение гуммирующего раствора • корректура (при необходимости) • термообработка (при необходимости) ЭКСПОНИРОВАНИЕ Процесс экспонирования осуществляется при помощи воздействия на термальные пластины Arte IP -21 инфракрасного излучения. Спектральная чувствительность при экспонировании составляет 800–850 nm, пик чувствительности обеспечивается при 830 nm , при этом потребляемая энергия экспонирования должна составлять 140 мДж/см 2. Перед экспонированием рекомендуется произвести калибровку СТР устройства по 9 точкам на пластине, по три на каждую сторону пластины и одну в центре. Результат калибровки может быть оценен лишь по двум критериям – экспонированный участок (энергия экспонирования превысила характерную пороговую для слоя величину) или неэкспонированный участок (энергия экспонирования не достаточна). Для контроля качества экспонирования и/или калибровки СТР устройства на термальных пластинах Arte IP -21 рекомендуется использовать цифровые контрольные шкалы для СТР, например Ugra / FOGRA Digital Plate Control Wedge. ПРОЯВЛЕНИЕ Для проявки в процессорах экспонированных термальных пластин Arte IP -21 могут использоваться щелочные проявители для термальных пластин, например фирм IPAGSA, Eggen, Kodak. Время проявления проявителями для термальных пластин может варьироваться в районе 30 ± 5 секунд, при температуре рабочего раствора 23 ± 1 С. Средний расход раствора проявителя может составлять 150 мл/м 2 . При несоблюдении температуры рабочего раствора проявителя возможно быстрое его "истощение". В процессе проявления рабочий раствор проявителя с каждой пластиной снижает свою насыщенность. Поэтому важно постоянно подпитывать рабочий раствор процессора свежим раствором проявителя. ПРОМЫВКА Промывка осуществляется струйным способом в секции промывки. Избыток воды на форме отжимается валиками на выходе. НАНЕСЕНИЕ ГУММИРУЮЩЕГО РАСТВОРА Нанесение гуммирующего раствора производиться автоматически на выходе процессора. Тонким слоем, наноситься гуммирующий раствор Gum Solution фирмы Kodak. КОРРЕКТУРА Корректура – операция, производимая в виде исправления отклонений на форме (удаление присутствующих элементов и/или добавление отсутствующих элементов) во избежание проявления дефектов и технологических простоев при печати. ТЕРМООБРАБОТКА Термообработка - это операция обжига, необходимая для увеличения тиражестойкости офсетных форм, а также для печати заказов ультрафиолетовыми красками. Кроме того, обжиг усиливает химическую стойкость печатных элементов. Обжиг должен проводиться в статичной термопечи при температурных режимах 220 – 230 С. Прежде чем установить печатную форму в статичную печь, необходимо покрыть форму тонким слоем специального раствора для термообжига. Для этой цели рекомендуется использовать Baking Solution фирмы Kodak. При выше указанных температурах термообработка формы должна проходить в течение 3-5 минут. Автоматические линии для обработки CtP и аналоговых пластин
Автоматическая линия для обработки пластин состоит из следующих компонентов: ü Процессора для проявки пластин CTP ü Стола для проводки пластин от проявочного процессора к печи ü Горизонтальной печи для обжига офсетных пластин ü Моющей машины ü Стекера для укладки пластин Процессор для проявки пластин CTP (Computer to plate) LADY CTP 70
Корпус проявочного процессора изготовлен из прочной, кислотостойкой стали, емкости для обработки пластин изготовлены из нержавеющей стали. Рабочий цикл полностью автоматизирован, процессор оснащен мультифункциональным компьютером. Проявление пластин происходит при помощи щетки с регулируемой скоростью обработки. Смывка реагентов происходит также при помощи щеток. После нанесения гуммирующего раствора следует этап сушки пластин (с обеих сторон под воздействием циркуляции горячего воздуха). В процессе обработки пластин происходит охлаждение проявителя. По окончании процесса производится автоматическая чистка валиков.
Cтол для проводки пластин от проявочного процессора к печи Transly
Стол для проводки пластин из проявочной машины предназначен для проверки качества пластин перед поступлением в печь для обжига. Горизонтальная печь для обжига офсетных пластин Ghibli 70
Рабочая температура при обжиге пластин - 250°C. Печь оснащена регулятором температуры, имеет превосходную теплоизоляцию. Температура нагрева пластины устанавливается путем регулирования температуры в печи и скорости подачи ленточного конвейера. Равномерный обжиг пластины достигается при помощи непрерывной циркуляции горячего воздуха. Режим циркуляции горячего воздуха, позволяет снизить энергопотребление печи, по сравнению с режимом прогрева. Также печь оборудована вытяжным колпаком через который происходит выход излишнего тепла.
Моющая машина с нанесением гуммирующего раствора Lady Gum 70
Моюще-гуммирующий модуль Lady Gum состоит из секции очистки от термозащитного слоя и равномерного нанесения на пластину гуммирующего раствора. Стекер для укладки пластин Staecker
Стекер для укладки пластин - устройство для последовательной укладки подаваемых в стопу пластин. Подключается как завершающее устройство проявочной линии; укомплектован тележкой для перемещения пластин. 5. Сквозной контроль качестваUGRA Plate Control Wedge (UGRA 1982) Шкала, позволяющая очень эффективно контролировать качество изготовления печатных форм UGRA Plate Control Wedge. Для получения печатной формы высокого качества необходимо использование объективного количественного контроля процесса копирования путем применения контрольных шкал. Применение в офсетном производстве контрольной шкалы UGRA дает возможность не только объективно оценивать качество форм, но и определить причины возникновения отклонений от технологических норм. Назначение шкалы UGRA 1982 Контрольная шкала UGRA 1982 сконструирована для контроля процесса изготовления форм, а также может быть использована и для тестирования печатных оттисков, если попадает в поле печати. С помощью этой шкалы печатная форма может быть оценена по следующим показателям: - время экспонирования - разрешающая способность - градация светочувствительного слоя - воспроизведение полутонов. В процессе печати с помощью шкалы UGRA 1982 можно определить наличия двоения и скольжения. Структура шкалы Шкала состоит из пяти элементов: 1. тоновый клин, состоящий из 13 полей с оптической плотностью от 0,15 до 1,95 и с шагом 0,15 ± 0,02. Принцип работы с тоновым клином шкалы UGRA 1982 такой же, как и с полутоновой шкалой СПШ-К или Fuji Step Guide P, которую мы рассматривали в предыдущей статье. Поэтому эту часть шкалы мы рассматривать не будем. 2. микролинии – 12 окружностей диаметром 4,5 мм, с позитивными и негативными частями для определения разрешающей способности 3. полутоновый участок шкалы с линиатурой 60 л/см (150 л/дюйм) – 10 полей с шагом 10% 4. поля для определения скольжения и двоения в процессе печати. 5. Растровые поля от 0,5% до 5% и от 95% до 99,5% с шагом 1%, дающие нам возможность оценить воспроизведение высоких светов и глубоких теней. Определение оптимальной разрешающей способности печатной формы Штриховая часть шкалы содержит позитивные и негативные микролинии от 4 до 70 мкм. Определение оптимального разрешения происходит по следующей схеме. Шкалу копируют на форму при пяти различных экспозициях, из которых каждая последующая вдвое больше предыдущей: 20, 40, 80, 160, 320 секунд. Оптимальному разрешению на печатной форме соответствует поле шкалы с четко визуально различимыми, не прерывистыми как негативными, так и позитивными микролиниями наименьшей толщины. Здесь следует напомнить, что согласно ОСТ 29.128-96 должны воспроизводиться микролинии с 12 мкм. Определенная описанным выше способом экспозиция может быть определена как минимально требуемая. Дальнейшее увеличение экспозиции ведет к потере точек на позитивных пластинах и к растискиванию их на негативных формах. Таким образом, существует некоторый промежуток, в течение которого возможно нормальное экспонирование. Этот отрезок ограничивается минимально возможной экспозицией, при которой потеря небольшого количества точек представляется незначительной. Иными словами это компромисс. В зависимости от вида работы, оно может быть выбрано по следующим критериям: - все тени достаточно открыты; - в светах не теряется растровая точка 2-3%; - края пленки и склейки устраняются небольшими корректировками на форме. По рекомендациям института FOGRA время экспонирования должно быть выбрано так, что последнее воспроизведенное поле микролиний должно быть на 4 микрона выше оптимальной разрешающей способности. И следует помнить, что воспроизведение микролиний должно оцениваться после проявления. Воспроизведение высоких светов и глубоких теней После изготовления печатной формы с учетом выше перечисленных рекомендаций на 5-ой части шкалы UGRA 1982 проверяется воспроизведение растровых полей 2% и 98% (согласно ОСТ 29.128-96). Часто в погоне за воспроизведением растровых точек 2% и далее 1%, форма изготавливается недопустимо "мягкой". При этом забывают о пробелах. Даже если допустить, что удастся избежать проблем при печати с таких форм, а это как правило тенение и вынужденная работа с повышенной подачей увлажнения, в итоге качество передачи изображения на бумагу будет потеряно из-за безнадежно "заваленных теней". Применение растрового полутонового клина Денситометрические измерения полей полутонового клина имеют смысл только на оттиске, так как на форме данные замеры дают слишком большую погрешность. С помощью этих полей возможно получить более полную характеристику растискивания по сравнению со шкалами контроля печатного процесса, содержащими обычно только 2 растровых поля. Контроль двоения и скольжения Скольжение возникает вследствие различия скоростей цилиндров в парах формный - офсетный или офсетный – печатный. В этом случае штрихи, расположенные перпендикулярно направлению печати, становятся темнее, чем штрихи параллельные движению печатного листа. Двоение может возникнуть в любом направлении и если посмотреть в лупу можно будет увидеть два изображения, одно обычно светлее другого. Обычно этот дефект возникает из-за плохого технического состояния печатной машины, а также сверхнормативной толщины декеля. Шкала UGRA Plate Control Werge может быть использована как для позитивных, так и для негативных пластин. В результате ее применения вы получаете оперативные и достоверные данные о фактических параметрах формного процесса и состоянии печатной формы, а в конечном итоге достигается высокое качество печатной продукции, а при регулярном ее использовании – качество становится стабильным. Заключение Современные офсетные печатные машины - это высокоавтоматизированные скоростные механические системы с просчитанными и выверенными жесткостными параметрами основных нагруженных функциональных узлов и механизмов. Область применения печатных машин исключительно широка. На них печатается издательская, акцидентная и промышленная продукция. Высокая степень автоматизации печатных машин позволяет исключить многие "рутинные" операции при их обслуживании. Успешное же внедрение логистики в полиграфию позволит в ближайшем будущем создать типографию-автомат. Список литературы 1. http://www.r-cr.ru 2. http://www.ipris.ru/index.htm 3. http://www.pechatnoedelo.ru 4. http://print-salon.ru/ |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||













Страницы: 1, 2