 |
|
МЕНЮ
|
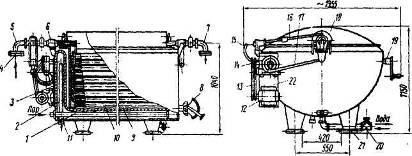
Курсовая работа: Технология производства и упаковывания мороженогоЗамедленное развитие пробиотических культур обусловлено тем, что высокие концентрации сахарозы в стандартных рецептурах повышают осмотическое давление в смесях для мороженого. Поэтому было предложено поэтапное внесение сахарозы: на первом этапе вносить некоторую часть сахарозы, не снижающую интенсивность развития стартовых культур в процессе ферментации, а на втором – в ферментированную смесь вносить необходимое по рецептуре количество сахарозы в виде сиропа при перемешивании смеси мороженого. Следующей важнейшей технологической операцией при производстве мороженого является процесс фризерования, в ходе которого происходит частичное замораживание смеси и насыщение её воздухом. Это основная технологическая операция, приводящая к гибели значительного числа жизнеспособных клеток пробиотических культур при производстве мороженого. Полученные данные свидетельствуют о замедлении процесса ферментации смесей для мороженого до 11-12 ч и достижения титруемой кислотности 70-80ºТ при использовании инкапсулированной формы пробиотических бактерий по сравнению со свободными клетками (6-8 ч). Однако при фризеровании смесей с инкапсулированными клетками их количество оставалось практически на том же уровне, что и до фризерования. Поэтому было предложено вносить инкапсулированные формы культур преобиотки непосредственно после фризерования при формовании батончиков мороженого. Мороженое, изготовленное из ферментированной смеси обладает меньшей скоростью таяния, чем продукт, выработанный из смеси, не подвергавшейся ферментации. Закономерность скорости таяния мороженого, изготовленного из смеси ферментированной свободными и инкапсулированными клетками, была аналогична. 4. ВЫБОР ТИПА И РАСЧЕТ КОЛИЧЕСТВА ОБОРУДОВАНИЯ Определим ведущее оборудование. К нему обычно относится оборудование, на котором сырье становится готовым продуктом или полуфабрикатом с большой степенью готовности, или где выполняются основные технологические процессы. Учитывая технологию производства, в качестве ведущего при производстве пломбира в сливочно-кремовой глазури с пробиотическими добавками выбираем следующее оборудование. Это сливкосозревательная ванна марки ВГСМ, фильтр марки А1-ОШФ, гомогенизатор марки А1-ОГМ, пластинчатая пастеризационно-охладительная установка, пластинчатый теплообменник марки А1-00Я-1,2, резервуар для созревания смеси марки РМВЦ-6, фризер марки ОФИ, экструзионно- формовочный аппарат WN055, скороморозильный аппарат АПС-450, аппарат глазирования АГШ. 4.1 Описание ведущего оборудованияСливкосозревательная ванна (рис. 4.1) имеет полуцилиндрическую форму, снаружи окружена рубашкой. Рубашка заполняется водой и подогревается паром через барботер 1. Давление пара 0,05 МПа. Переливная труба 2 поддерживает постоянный уровень воды в рубашке. Сливкосозревательная ванна имеет крышку 18, которая закрывается с помощью червячного механизма 15 ручного действия. Ванну устанавливают на фундамент с уклоном в сторону сливного крана 8. Расположенная внутри ванны 9 мешалка 10 из труб одновременно является и теплообменником. Концы труб мешалки соединены с коллекторами, через которые подается и отводится теплоноситель или хладоноситель. Патрубки от подающего и отводящего коллекторов являются полуосями - цапфами, которые размещаются в самоустанавливающихся подшипниках 6. К качающимся в подшипниках цапфам присоединены изогнутые отводы с сальниковыми устройствами. Отводы фланцами 4 с другой стороны подсоединены к неподвижным магистралям, по которым подается и отводится тепло - или хладоноситель.
Рис. 4.1. Сливкосозревательная ванна ВСГМ 1 - трубчатый перфорированный барботер; 2 - переливная труба; 3 - корпус; 4 - фланец; 5 - отводы; 6 – п7одшипники; 7 - отводы; 8 - сливной кран; 9 - рабочая ванна; 10 - мешалка; 11 - спускной патрубок; 12 — электродвигатель; 13 - клин временная передача; 14 - редуктор; 15 - червячный механизм; 16 - тяга; 17 - кривошипно-шатунный механизм; 18 - крышка; 19 - рукоятка; 20 - патрубок для подачи воды; 21 - ножки; 22 - плита. Мешалка совершает маятниковое движение, отклоняясь от вертикальной оси на 60-100°. Число качаний мешалки 12 в минуту. Качательные движения мешалке сообщает кривошипно-шатунный механизм 17, который приводится от электродвигателя 12 через клиноременную передачу и редуктор. Мощность электродвигателя 0,6 кВт. Угол качания мешалки регулируется специальным пальцем. Техническая характеристика сливкосозревательных ванн приведена в табл. 4.1. Для уменьшения трудоемкости операций по внесению сухого и сгущенного сырья в смесительные ванны на ряде предприятий используются специальные устройства для подъема и опрокидывания бочек. Потребляемая такими устройствами мощность составляет всего 1 кВт, а продолжительность рабочего цикла не превышает 4 с. Для этой же цели используют тельферы, подъемно-разгрузочные устройства. Таблица 4.1 Техническая характеристика сливкосозревательных ванн
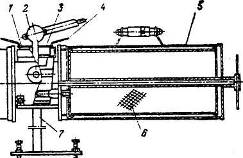
Фильтр А1-0ШФ (рис. 4.2) состоит из двух взаимозаменяемых камер, работающих поочередно. По мере засорения одну камеру отключают на очистку, а в работу включают вторую. Камеры имеют форму цилиндра и расположены горизонтально по обе стороны распределительного устройства 1, укрепленного на опорной стойке 7. Каждая камера состоит из корпуса 5 и сетчатого фильтровального цилиндра 6. Распределительное устройство 1 включает в себя корпус и пробковый кран 2. Смесь для фильтрования подается в верхнее отверстие распределительного устройства и переходит в корпус фильтровальной камеры. Обтекая сверху фильтровальный сетчатый цилиндр, смесь выходит из камеры и поступает в нижнюю часть распределительного устройства. Из нижнего патрубка распределительного устройства смесь направляется в трубопровод для дальнейшей обработки. Производительность фильтра меняется от 2500 до 4600 кг/ч в зависимости от вида смеси. Смесь подается под давлением 0,2-0,25 МПа. Занимаемая фильтром площадь 0,4 м2, масса его 62 кг.
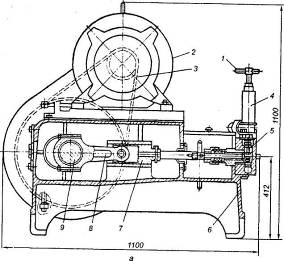
Рис. 4.2. Фильтр А1-0ШФ для смесей мороженого 1 — распределительное устройство; 2 — пробковый кран; 3 — гайка; 4 - ключ; 5 - корпус фильтра с ручкой; 6 - фильтровальная сетка цилиндра; 7 - стойка. Гомогенизатор ОГБ-М (рис. 4.3) горизонтального типа с одноступенчатой гомогенизирующей головкой состоит из станины 6, привода, кривошипно-шатунного механизма 8, блока 5, гомогенизирующей головки 4 и манометрического устройства 1. Привод размещен в нижней части станины. От электродвигателя 2 через клиноременную передачу 3 приводится в движение кривошипно-шатунный механизм 8, который обеспечивает возвратно-поступательное движение плунжеров. Плунжеры (их 3) двигаются в трех камерном блоке 5, установленном на передней верхней части станины. В каждой камере имеются всасывающий и нагнетательный клапаны. Гомогенизирующая головка (рис. 4.7, б) состоит из корпуса 3, гомогенизирующего клапана 2, седла клапана и распылителя 4. Манометрическое устройство 1 имеет корпус, в котором размещен манометр с трубкой, заполненной трансформаторным маслом. Горячая смесь (60-80° С) фильтруется (фильтр располагается на всасывающей линии перед гомогенизатором) и поступает в гомогенизатор. При возвратном ходе плунжера смесь поднимает всасывающий клапан и проходит в рабочую камеру. Когда плунжер делает нагнетательный ход, смесь проталкивается и, поднимая нагнетательный клапан, проходит в нагнетательный коллектор плунжерного блока. Через отверстие в нагнетательном коллекторе смесь поступает в гомогенизирующую головку. Гомогенизация нагретой смеси осуществляется при прохождении ее через кольцевую щель между клапаном и седлом под большим давлением. К основным факторам, обеспечивающим раздробление жировых шариков, относятся изменения давления и скорости потока смеси при прохождении его через гомогенизирующую головку.
Рис. 4.3. Гомогенизатор ОГБ-М 1 - рукоятка для регулирования давления; 2 - электродвигатель; 3 – клиноременная передача; 4 - гомогенизирующая головка; 5 - плунжерный блок; 6 - станина; 7 - ползун; 8 -кривошипно-шатунный механизм; 9 -коленчатый вал Таблица 4.2 Техническая характеристика гомогенизатора типа ОГБ-М
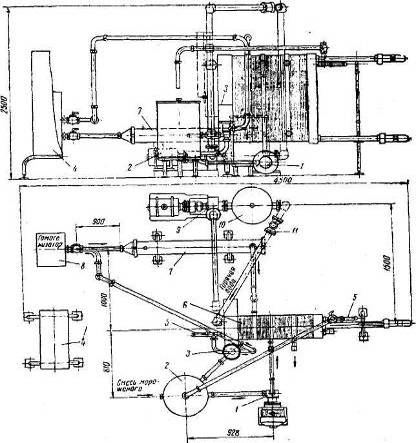
Автоматизированная пластинчатая пастеризационно-охладительная установка (рис. 4.4) состоит из пластинчатого теплообменника 6, уравнительного бака 2 с поплавковым регулятором, насоса 1 для подачи смеси из уравнительного бака в секцию регенерации, бойлера 10 для горячей воды, инжектора 11 для нагрева воды паром, насоса 9 для подачи горячей воды из бойлера в секцию пастеризации, перепускного клапана 3, цилиндрического выдерживателя 7, пульта управления 4. Установка соединяется трубопроводами с необходимой арматурой и укомплектовывается электрогидравлическими регулирующими клапанами подачи пара и рассола. В схему установки входит гомогенизатор марки А1-ОГА-2.5, размещенный между секциями пастеризации и регенерации. Установка занимает площадь 13,5 м2. Теплообменник 6 состоит из четырех секций: пастеризации, регенерации, охлаждения холодной водой и охлаждения рассолом. Теплопередающие пластины (тип П-2) продеты через верхнюю и нижнюю штанги и в каждой секции собраны в пакеты. На каждой пластине выбит порядковый номер. Пакет представляет собой группу пластин, создающих одинаковое направление движения жидкости. Секции отделяются одна от другой промежуточными плитами. По углам плит расположены штуцера для прохода жидкостей. По краям каждой пластины приклеена резиновая прокладка, чтобы плотно зажать пластины во всех секциях нажимной плитой с помощью винтовых устройств, расположенных на концах верхней и нижней штанг. Уравнительный бак 2, через который смесь поступает в пластинчатый теплообменник 6, должен всегда быть заполнен смесью до определенного уровня. Для автоматического поддержания смеси на необходимом рабочем уровне уравнительный бак 2 оборудован поплавковым регулятором прямого действия. Выдерживатель 7 представляет собой трубу большого диаметра, проходя через которую пастеризованная и гомогенизированная смесь теряет скорость и, таким образом, еще 20-50 с выдерживается при температуре пастеризации.
Рис. 4.4. Автоматизированная пластинчатая охладительная установка для смесей мороженого мороженое технологический фасовка закаливание 1- ротационный насос; 2 - уравнительный бак; 3 - перепускной клапан; 4 - пульт управления; 5 - термометр сопротивления; 6 – пластинчатый теплообменник; 7 - цилиндрический выдерживатель; 8 - гомогенизатор (в комплект установки не входит); 9 - насос для горячей воды; 10 - бойлер; 11- инжектор. Перепускной клапан 3 служит для автоматического возврата недопастеризованной смеси в бак 2. Перед пуском прижимают к стойке пластины в пластинчатом теплообменнике. Затем присоединяют трубопроводы для смеси, воды, пара, рассола. Установку промывают и стерилизуют. Таблица 4.3 Технические характеристики пастеризационно-охладительных установок для смесей мороженого
Страницы: 1, 2, 3, 4, 5, 6, 7, 8 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.