 |
|
МЕНЮ
|
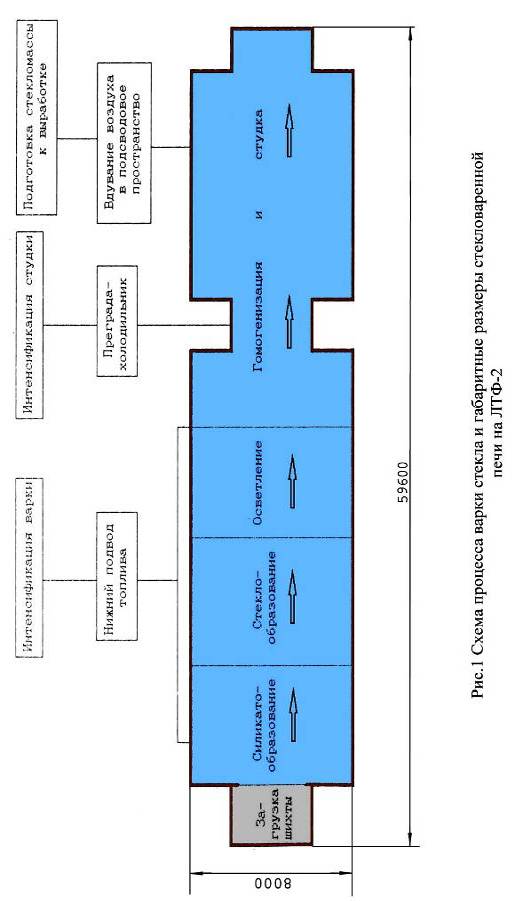
Курсовая работа: Технология производства листового стеклаОбъемный состав продуктов горения, %: CO2=0,993*100/11,28=8,80 H2O=1,939*100/11,28=17,20 N2=8,144*100/11,28=72,23 O2=0,2*100/11,28=1,77 Сумма-100 Определим расход топлива: Составим тепловой баланс варочной части печи. Приходная часть 1.Тепловой поток ,поступающий при сгорании топлива, кВт: Ф1=QнХ, где Qн-теплота сгорания топлива,кДж/м3; Х- секундный расход топлива, м3/с. Ф1=35200Х кВт. 2. Поток физической теплоты, поступающий с воздухом, кВт: Ф2=VLcвtвХ, где VL-расход воздуха для горения 1 м2 топлива,м3; tв- температура нагрева воздуха в регенераторе-горелке˚,С; св-удельная теплоемкость воздуха при температуре нагрева(данные взяты из приложения), кДж/(м3˚С). Принимаем температуру подогрева воздуха в регенераторе1100˚С и повышение температуры в горелкена 50˚С. Тогда Ф2=10,26*1150*1,455=17150Х кВт Потоками физической теплоты топлива, шихты и боя пренебрегаем ввиду их незначительности. Общий тепловой поток будет равен: Фприх.=35200Х+17150Х=52350Х кВт. Расходная часть 1. На процессы стеклообразования, кВт: Ф1=ng, где п- теоретический расход теплоты на варку 1 кг стекломассы, кДж/кг; g- съем стекломассы, кг/с. Так как состав стекла и шихты в расчете не учитываются, то по данным Крегера, можно принять расход теплоты на получение 1 кг стекломассы и продуктов дегазации равным 2930 кДж/кг: g=70*1000/24*3600=0,81 кг/с; Ф1=2930*0,81=2373 кВт Площадь стен бассейна. Верхний F1 и средний F2 ряды имеют одну и ту же площадь F1, F2 =(7,92+1,6)*0,6*2+6,9*0,6=11,42+4,14=15,56 м2. Складываем площади двух продольных и поперечной стены с учетом площади продольных стен загрузочного кармана. Нижний ряд F3 F3=(7,92+1)*0,4*2+6,9*0,4=9,89 м2 1) Площадь стен пламенного пространства Fп.п.=2Fпрод.+Fторц.-Fвл. Принимаем предварительно высоту стены пламенного пространства равной 1 м. Fпрод.=8,2*1=8,2 м2. Площадь Fторц. Определяют по эскизу. Определяем площади F1,F2,Fк: при этом Fторц.=F1+F2-2Fк. Где F1,F2 и Fк – площадь сегмента, прямоугольника и под арками загрузочных карманов. Для определения площади сегмента применяем упрощенную формулу Fсегм. =2/3bf, где b-длина хорды; f-стрела подъема свода, равная 1,02м. Тогда Fсегм.= F1=2/3*7,02*1,2 =5,76м2; Минимальный срок эксплуатации печи[7] – не менее 5 лет. Стекловаренная печь должна быть выполнена: -с применением рациональной кладки печи из высококачественных огнеупоров: а) дно печи - многошамотные брусья, на которые уложена бакоровая плитка; б) стены бассейна, сыпочная арка, влеты горелок – бакор; в) подвесные стены, свод печи, верхняя часть рубашек регенераторов – динас; г) насадки регенераторов – нижние 6 рядов шамотные, затем 16-18 рядов периклазо-хромитовые и 5-6 рядов периклазо-шпинелидные огнеупоры. -с изоляцией поверхности варочного бассейна печи; -с применением средств интенсификации процессов стекловарения, нижний подвод газогорелочных устройств с позонной регулировкой; -с применением рациональной конструкции студочного бассейна (пережим, холодильник, заглубленный в стекломассу). Конструкция печи делится на верхнее и нижнее строение. К верхнему строению относятся – бассейн с подвесными стенами и сводом, т.е. варочный бассейн, студочный бассейн, пережим и загрузочный карман. Для разделения варочного и студочного бассейна в качестве разделительного устройства применяют протоки, пережим, холодильники. На печах ОсОО «Интергласс» применяют пережим и холодильники. В наших печах глубина варочного бассейна более 1,5 м не применяется: -ЛТФ-1 : глубина 1450мм, ширина 9800мм, длина 60200мм; от 5-ой горелки до пережима 9050мм, длина 44680мм. К нижнему строению относятся – регенераторы, подрегенеративные камеры, борова, шиберная система, переводные клапаны, каналы для отвода отходящих газов, фундамент и колонны. Регенераторы – камеры для уменьшения потерь тепла, т.е. горячие отходящие газы, проходя через регенератор нагревают кирпичную кладку, которая в свою очередь после перевода пламени отдает тепло проходящему через регенератор воздуху. Горелки – устройства для приема и смешивания топлива и воздуха и подачи смеси в пламенное пространство и организации факела, а также связывающие элементы между верхним и нижним строениями. На наших печах по 6 пар горелок. Для равномерного нагрева шихты и стекломассы делают перевод пламени с одной стороны на другую : -на ЛТФ-1,2 через 20 мин Печь отапливается природным газом. На наших печах расход газа по зонам следующий: -на ЛТФ-1 I зона – 1750+50 нм3/ч; II зона – 2150+50 нм3/ч; III зона – 200+30 нм3/ч; общий расход 4240+50 нм3/ч. Стекловаренная печь оснащена автоматизированной системой управления и контроля. Варка стекла начинается с загрузки шихты и стеклобоя в стекловаренную печь через загрузочный карман с помощью роторных (ЛТФ-1,2,6) и стольного типа (ЛТФ-4) загрузчиков. Содержание боя составляет 15 – 35%. По мере продвижения вдоль стекловаренной печи под действием высоких температур в шихте происходят различные процессы. Процесс стекловарения состоит из пяти стадий: 1. силикатообразование; 2. стеклообразование; 3. осветление; 4. гомогенизация; 5. студка. Силикатообразование – на этом этапе образуются силикаты и другие промежуточные соединения, появляется жидкая фаза за счет плавления эвтектических смесей и солей. Шихта в период нагревания претерпевает изменения. Из нее испаряется влага, обезвоживаются гидраты, разлагаются некоторые соли. Сульфат натрия и кремнезем переходят в другие кристаллические модификации. В процессе полиморфных превращений зерна кварца увеличиваются в объеме и растрескиваются. При температуре 300-400оС начинают взаимодействовать между собой карбонаты и сульфаты образуются промежуточные сложные соединения и жидкие эвтектики. При дальнейшем повышении температур вступают в реакцию песок и глиноземистые материалы, образующие с солями различные силикаты. Одновременно образуется жидкая фаза, с появлением которой протекание реакций резко ускоряется. Возникшие в шихте силикаты и не прореагировавшие компоненты вместе с жидкой фазой образуют к концу этапа плотную спекшуюся массу. Этап завершается при 950 – 1150оС – для стекол обычного состава. На стадии стеклообразования происходит растворение зерен кварцевого песка в силикатном расплаве и одновременно взаимное растворение силикатов друг в друге. Этот процесс имеет двойную природу – химическую и физико-химическую. Зерна песка растворяются в расплаве с образованием силикатов щелочных материалов, но реакция замедляется из-за накапливания продуктов реакции (силикатов) вокруг зерна кварца. Освобождение зерна кварца от силикатов происходит медленно вследствие движения потоков масс и диффузионных процессов. Скорость стеклообразования зависит от вязкости расплава и поверхностного натяжения. Высокая вязкость затрудняет диффузию, а при увеличении поверхностного натяжения ухудшается смачиваемость зерен песка. На растворение зерен кварца оказывают влияние гранулометрический состав, форма зерен, содержание в зернах кварца примесей. К концу процесса стеклообразования, завершающегося при температурах 1200 – 1250оС, стекломасса становится прозрачной, в ней отсутствуют не проваренные частицы, однако содержится большое количество пузырей и свилей. Процесс стеклообразования протекает медленнее, чем силикатообразование и составляет 60 – 70% общего времени, затраченного на процесс стекловарения. Скорость процесса стеклообразования зависит от состава стекла и температуры варки. Осветление -характеризуется выделением из расплава газов, пересыщающих стекломассу после завершения процессов стеклообразования, и протекает при максимальной температуре варки 1560 – 1600оС. Практически на ОсОО «Интергласс» максимальная температура по верхнему строению печи: на ЛТФ1,2 1560оС, на ЛТФ-4 1540оС. Главный источник газов – шихта, в которой газы находятся в химически связанном виде и в виде гидратной влаги. При протекании реакций силикато- и стеклообразования газы выделяются в атмосферу печи, однако часть пузырьков самых разных размеров остается в расплаве. Скорость освобождения стекломассы от пузырей определяется вязкостью стекломассы, размером пузырей, давлением газов в пузырьках. Когда в стекломассе остаются только крупные пузыри температуру постепенно снижают, чтобы прекратить образование новых пузырей, а крупные пузыри выходят из стекломассы и при более низкой температуре. К концу этой стадии стекломасса освобождается от видимых газовых включений. Гомогенизация – на этом этапе происходит усреднение расплава по составу, он становится химически однородным. Гомогенизация и осветление протекают одновременно при одних и тех же температурах. Гомогенизации способствуют выделяющиеся из стекломассы газовые пузыри, повышение температуры и связанные с этим понижение вязкости, повышение скорости диффузии и массообмена. Студка – это завершающий этап стекловарения. На данном этапе происходит подготовка стекломассы к формованию, для чего равномерно снижают температуру на 300 – 400оС и добиваются необходимой для выработки вязкости стекла. Главное условие во время охлаждения – непрерывное медленное снижение температуры без изменения состава и давления газовой среды. Нарушение этого условия может вызвать сдвиг установившегося равновесия газов и образование так называемой вторичной мошки. Схема процесса варки стекла представлена на рис. 1 В стекломассе, находящейся в ванной печи, существуют различные конвекционные потоки. Основные два цикла конвекционных потоков – сыпочный и выработочный, которые направлены по продольной оси бассейна.
Внутри сыпочного цикла стекломасса движется сначала по верху от зоны максимальных температур к загрузочной части печи, тормозя продвижение шихты и варочной пены в сторону выработки и отдавая им часть своего тепла, затем опускается вниз и движется в обратном направлении к зоне максимальных температур, где снова поднимается кверху и замыкает цикл. Внутри выработочного цикла стекломасса движется также, но уже в противоположную сторону – к выработке. Часть стекломассы вырабатывается, а остальная часть опускается вниз и движется обратно в варочную часть печи к зоне максимальных температур, где поднимается кверху и замыкает выработочный цикл. Вертикальная граница раздела этих циклов в зоне максимальных температур называется квельпунктом. Процесс гомогенизации стекломассы протекает одновременно с процессами стеклообразования и осветления при высоких температурах. Чем полнее протекают диффузионные процессы в силикатном расплаве на стадиях стеклообразования и осветления, тем однороднее получается стекломасса, а поскольку для заданного состава стекла скорость диффузии определяется уровнем температур и вязкости, решающим фактором обеспечения химической однородности стекломассы, является повышение температур варки. После окончания процесса осветления, протекающего при максимальных температурах, процесс химической гомогенизации продолжается и при последующем понижении температуры, но менее интенсивно и постепенно затухает. В конце варочного бассейна температура стекломассы достигает 1390 – 1400оС. Для интенсификации процесса студки стекломассы на пережиме печи используют заградительное устройство типа холодильник, который погружают в стекломассу на глубину до 450 мм, что в свою очередь, позволяет снизить температуру. По мере продвижения стекломассы к выработке происходит постепенное ее охлаждение. Понижение температуры стекломассы определяется конструкцией студочного бассейна и закладывается при разработке проекта печи. Для подготовки стекломассы к выработке, выравнивания термической однородности стекломассы применяют вдувание воздуха в подсводовое пространство студочной части печи, что позволяет снизить колебания температуры стекломассы. ПОРОКИ СТЕКЛОМАССЫ ГАЗОВЫЕ ВКЛЮЧЕНИЯ. Пузыри могут быть различных размеров и формы. Мельчайшие пузыри, размером менее 0,8мм называют «мошкой». Располагаются они на поверхности стекла или в его толще. Первичные пузыри образуются в результате неполного удаления газообразных продуктов разложения шихты, остаются в стекломассе при затянувшемся осветлении. Это происходит при неравномерном зерновом составе песка, недостатке осветлителей, сухой шихте, недостаточном времени пребывания стекломассы в зонах варки и осветления, низких температурах в зоне осветления, завышенных съемах стекломассы, недостаточном количестве теплоты или ее неправильном распределении по длине зон варки и осветления, что ведет к ослаблению потоков сыпочного цикла. Первичные пузыри обычно имеют мелкие размеры. Вторичные пузыри чаще всего возникают при вторичном нагревании стекломассы, содержащей остатки карбонатов и сульфатов натрия. Опасная температура разложения этих остатков 1150-1200оС. Если вторичный нагрев неизбежен, то необходимо избегать перегрева и вспенивания стекломассы. Вторичные пузыри образуются на границе фаз: стекломасса – включение; стекломасса – шихтные остатки; стекломасса свили. Источником пузырей служат также и огнеупоры (вкрапления в огнеупорах железа, углерода и т.д.). Чем ближе к месту выработки образуются пузыри, тем больше их размер. СТЕКЛОВИДНЫЕ ВКЛЮЧЕНИЯ. Свили – включения стекла другого состава, отличаются от основного стекла по химическому составу и физико-химическим свойствам. Причины их образования – неполное растворение и гомогенизация зерен кварца; неточное дозирование компонентов шихты; плохое смешивание шихты; загрузка боя другого химического состава; вовлечение застойных зон в выработочный поток; неправильное распределение теплоты; свили от огнеупорных материалов; продукты взаимодействия огнеупоров с пылевидными компонентами шихты. Способность свилей растворяться зависит от поверхностного натяжения. ТВЕРДЫЕ ВКЛЮЧЕНИЯ. Это опасный порок стекломассы. Они вызывают локальные напряжения, которые снижают механическую прочность и термическую устойчивость изделий и часто приводит к самопроизвольному разрушению. Твердые включения могут быть: -шихтными – непроварившиеся компоненты шихты, которые образуются в результате содержания примесей тяжелых минералов в песке, неоднородности шихты, не хватки плавней, расслоения шихты, неправильного режима варки, образования кремнеземистая пленка; -огнеупорными – образуются в результате использования некачественного огнеупора, нарушения эксплуатации стекловаренной печи (перелеты пламени, колебание уровня стекломассы и др.), а также в случае попадания огнеупора в печь со стеклобоем; -сульфатными (щелочными); -продуктами кристаллизации стекломассы; -посторонними загрязнениями («черные точки», металл и др.). § 2.3 ПРОЦЕСС ФОРМОВАНИЯ ЛИСТОВОГО СТЕКЛА НА РАСПЛАВЕ МЕТАЛЛА Способ формования листового стекла на поверхности расплавленного металла (флоат – процесс) впервые предложили американцы Хил и Хичкок независимо друг от друга в 1902г. Хичкок усовершенствовал свое изобретение в 1925г. Сущность этого способа непрерывного производства листового стекла состоит в том, что регулируемое количество стекломассы в виде струи поступает из стекловаренной печи на поверхность расплавленного металла и, продвигаясь по ней, превращается в ленту стекла с огненно – полированными поверхностями. В результате контакта нижней поверхности ленты стекла с идеально гладкой поверхностью расплавленного металла и огневой полировки ее верхней поверхности (под действием поверхностного натяжения) достигается исключительное качество поверхности листового стекла. Критерии выбора металла: металл должен быть жидким при температурах 600 – 1050оС; должен иметь плотность больше плотности стекла, т.е. больше 2500кг/м3,чтобы удерживать ленту на поверхности; упругость пара при1027 оС должна быть меньше 13,33Па. Этим требованиям отвечает олово (Sn): -температура плавления - 232 оС; -температура кипения 2623 оС; -плотность при 1050оС составляет 6500 кг/м3; -упругость пара при1027 оС равна 0,25Па. Первые образцы флоат-стекла были получены в 1953г. английской фирмой «Пилкингтон». Процесс формования ленты стекла на расплаве металла осуществляется в ванне расплава, представляющей собой тепловой агрегат, содержащий слой расплавленного металла, защитную восстановительную атмосферу, средства подачи стекломассы и вывода ленты из ванны расплава в печь отжига. Подача стекломассы из стекловаренной печи в ванну расплава осуществляется через сливной узел, состоящий из мелкого выработочного канала, сливного лотка, отсекающего и дозирующего шиберов. С помощью отсекающего шибера производится прекращение подачи стекломассы в ванну расплава. Дозирующим шибером осуществляется регулируемая подача стекломассы в ванну расплава на формование. Дно мелкого выработочного канала и лоток выполняются из плавленного огнеупора типа бакор со сроком службы не менее 3-х лет. Шибера изготовлены формованием из порошка кварцевого стекла на кремнеземистой связке. Срок службы шиберов не менее 3-х месяцев. Температура стекломассы в выработочном канале поддерживается: -на ЛТФ-1 1100 - 1115 оС (в зависимости от задания) -на ЛТФ-2 1095 – 1115оС (в зависимости от задания) -на ЛТФ-4 1095 - 1160 оС (в зависимости от задания) Температура на выходе из ванны расплава: -на ЛТФ-1 590-610 оС (16 зона по пирометру 620+1оС) -на ЛТФ-2 610-620 оС (в зависимости от задания) -на ЛТФ-4 620 +5 оС Ванна расплава имеет огнеупорную футеровку, выполненную из шамотных брусьев. Срок службы огнеупоров ванны расплава до капитального ремонта не менее 10 лет. Проектные длина ванн расплава и уровень олова на ОсОО «Интергласс» составляют: -ЛТФ-1 длина 49,709 м, уровень олова 50 мм в мелкой части, 70 мм в средней, 100-110 мм в глубокой части; -ЛТФ-2 длина 40,4 м, уровень олова 55 мм в мелкой части и 105 мм в глубокой; -ЛТФ-4 длина 30,769 м, уровень олова 50 мм в мелкой части и 100 мм в глубокой. Ванна расплава снабжена: -сводовыми нагревателями, обеспечивающими в период разогрева ванны температуру по газовому пространству не менее 1000оС и имеющими срок службы не менее 2-х лет; -системой контроля и плавного регулирования электрической мощности нагревателей; -системой регулирования потоков расплавленного олова (рассекатели, ограничители); -системой телевизионного контроля границ стекломассы в зоне ее максимального растекания, в зонах формования ленты стекла с помощью утоняющих устройств; -стационарными контрольно-измерительными приборами для контроля температуры стекла в выработочном канале, температуры олова в ванне, скоростей растягивания ленты утоняющими устройствами, количества и параметров качества защитной атмосферы. Процесс формования ленты стекла на расплаве металла делится на следующие технологические операции, которым соответствуют последовательные участки ванны расплава: - непрерывная регулируемая подача стекломассы из выработочного канала стекловаренной печи и ее слив на расплав олова в головном участке ванны расплава; - растекание стекломассы на поверхности расплава олова до образования плоского слоя стекла равновесной толщины; - «активное» формование ленты стекла, где под действием сил вытягивания, прилагаемым к формуемой ленте, она приобретает заданную толщину и ширину; - охлаждение формуемой ленты до температуры ее выхода из ванны расплава на тянущие валы. Стекломассу сливают на расплав олова в головной части с носика лотка. Растекание стекломассы ограничивается задним смачиваемым брусом, рестрикторами и боковыми ограничителями. Стекломасса, которая течет от носика лотка к заднему брусу, образует «затек». Важнейшим требованием в процессе формования ленты стекла, является постоянное движение стекломассы в «затеке», чтобы не допустить ее застоя и кристаллизации. В конце участка растекания поток стекломассы под действием сил тяжести и поверхностного натяжения формуется в плоскопараллельный слой толщиной около 7мм. При свободном растекании равновесие сил, действующих на стекломассу, приводит к установлению толщины слоя 6,5-6,8мм, называемого равновесной толщиной. Непременным требованием для получения ленты стекла с высоким качеством по разнотолщинности является достаточная завершенность процесса растекания. На участке «активного» формования ленту стекла в вязком состоянии подвергают действию сил вытягивания. Существует два способа вытягивания стекла: способ прямого вытягивания и способ продольно-поперечного вытягивания. Продольное вытягивание осуществляют действием сил, передаваемых от роликов печи отжига вдоль затвердевающей ленты. Продольно-поперечное растягивание ленты выполняют с помощью утоняющих машин. На участке охлаждения теплосъем осуществляется через футеровку ванны и дополнительно холодильниками различных конструкций. Величину теплосъема регулируют изменением количества холодильников. Выравнивание температуры олова по ширине ванны может быть достигнуто изменением электронагрева по участкам и установкой ограничителей потоков олова и холодильников. Для защиты металлического расплава олова от окисления в ванну расплава подается защитная газовая атмосфера, состоящая из азота и водорода. Подача защитной атмосферы в ванну расплава осуществляется через свод. Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9 |
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.