 |
|
МЕНЮ
|
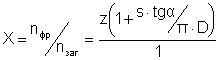
Курсовая работа: Разработка технологического процесса восстановления деталиИнструмент: червячная фреза с модулем 6 мм АА класса ГОСТ 9324-80. Расчёт режимов резания. Принял скорость вращения инструмента nфр = 50 об/мин, как для тонкой обработки зубчатых колёс фрезой большого диаметра. Принял осевую подачу заготовки s = 0,8 мм/обзаг. Глубина резания t = 0,1…0,2 мм. Пусть закон движения заготовки и фрезы следующий:
Где nфр – обороты фрезы (об/мин), nзаг – обороты заготовки (об/мин), z – число зубьев у нарезаемого колеса, s – продольная подача заготовки (мм/обзаг) α – угол наклона зуба (град), D – делительный диаметр заготовки (мм). При раскрытии скобок в
числителе полученное выражение показывает, что за Z число оборотов однозаходной фрезы заготовка повернётся на 1
оборот; выражение Тогда скорость вращения заготовки рассчитывается по формуле:
Скорость резания рассчитывается по выражению:
λ – Угол наклона зубчатой линии фрезы к плоскости вращения фрезы. Операционное время:
3. снять заготовку с оправки и положить в тару. Таблица 1. Сводная таблица режимов резания для токарно-винторезной операции.
Таблица 2. Сводная таблица режимов резания для зубофрезерной операции.
7. Специальное приспособление Приспособление 41.7853.4010 служит для установки крышки привода распределительного вала с манжетой двигателей ВАЗ моделей 2101, 21011, 2103, 2106, 2121, 21211. Приспособление представляет собой собранную из стальных деталей оправку. С помощью представленного приспособления при установке крышки привода распределительного вала с манжетой на блоке цилиндров двигателя центрируют положение крышки относительно конца коленчатого вала, после чего окончательно затягивают гайки и болты крепления крышки. Порядок установки крышки. 1. смазать маслом для двигателя манжету. 2. установить приспособление в отверстие крышки привода распределительного вала. 3. установить приспособление на конце коленчатого вала до упора, совместив шпонку и шпоночный паз в приспособлении. 4. Прижать крышку привода распределительного вала к блоку цилиндров двигателя и наживить крепёжные резьбовые соединения. 5. Потянув за рычаг приспособления в сторону, удалить оснастку. 6. Затянуть гайки и болты окончательно. Применение приспособления 41.7853.4010 незначительно увеличивает трудоёмкость операции за счёт дополнительных переходов. Но с его использованием повышается качество сборки двигателя, ресурс уплотнительной манжеты, и, как следствие, эксплуатационные свойства двигателя (расход масла, трудоёмкость ТО, капиталовложения снижаются). Заключение В ходе выполнения курсового проекта был разработан технологический маршрутно-операционный процесс восстановления шестерни с подробным попереходным описанием и указанием режимов обработки двух операций. При дефектовке изделия отдал предпочтение инструментам измерительным универсальным. Для углубленного контроля детали выбрал ультразвуковой метод. Восстановлением шестерни в данном случае считается устранение наиболее вероятного дефекта – естественного износа зубчатого венца. Технологический маршрут состоит из 9 операций. Особенность процесса заключается в способе получения припуска для компенсации износа и механической обработки. Это осуществляется пластическим деформированием. Данная особенность является как преимуществом, так и недостатком техпропроцесса по сравнению с тем процессом, в котором припуск получают наплавкой.
Основным оборудованием являются термические установки, пресс, металлообрабатывающие станки (вертикально-расточной, вертикально-сверлильный, токарно-винторезный, зубофрезерный полуавтомат). Специализированным оборудованием является зубообрабатывающий станок. Весь металлорежущий инструмент назначен как для чистовой обработки. Для выполнения каждой операции необходим один рабочий. При расчёте режимов резания для двух операций (скорость резания фактическая, обороты, время перехода) исходные режимы резания (скорость резания, глубина резания, подача) назначались как для чистовой обработки. Штучное время токарно-винторезной операции получилось не менее 15 мин, штучное время зубофрезерной операции штучное время получилось 86 мин. Список литературы 1. Горбацевич, «Курсовое проектирование по технологии машиностроения», издательство Минск «Высшэйшая школа», 1983 г. 2. Дюмин И. Е., «Ремонт автомобилей», издательство Москва, «Транспорт», 1999 г. 3. Иванов В. П., справочник «Восстановление деталей машин», издательство Москва «Машиностроение», 2003 г. 4. Иванов В. П., «Ремонт автомобилей» издание 2-е исправленное, издательство Минск «Дизайн ПРО», 2001 г. 5. Карагодин В. И., «Автомобили КамАЗ», издательство Москва «Транспорт», 2001г. 6. Косилова, «Справочник технолога машиностроителя» том 2, четвёртое издание, издательство Москва, 1986 г. 7. Локтев Д. А., «Металлорежущие станки», издательство Москва «Машиностроение», 1968 г. |
 1,02 об/мин.
1,02 об/мин.Страницы: 1, 2