 |
|
МЕНЮ
|
Курсовая работа: Расчет, выбор и обоснование посадок соединенийДопускаемые значения PR, подсчитанные по средним значениям посадочных натягов, приведены /2/ ч.2, таблица, с.287.Заданным условиям соответствует поле допуска цапфы Æ55js6. Принимаем по /2/ ч.2, таблице 4.92, с. 287 поле допуска для внутреннего циркуляционно нагруженного кольца js6 с предельными отклонениями: es=+9,5 мкм; ei=-9,5 мкм. Посадка подшипника на вал:Æ55
|
| Внутреннее кольцо подшипника | Вал | Наружное кольцо подшипника | Отверстие в корпусе |
| Æ55L0 | Æ55js6 | Æ120 l0 | Æ120H7 |
В соединении внутреннего кольца с валом имеем:
Nmax=es-EI=9,5-18=27.5 мкм, Nmin=ei-ES=0мкм
TN=TD+Td=37 мкм, Nm=( Nmax +Nmin)/2=13.75мкм
В соединении наружного кольца подшипника с корпусом имеем:
Smax=ES-ei=30-(-13)=43мкм, Smin=EI-es=0-0=0мкм
TS=TD+Td=43мкм, Sm=( Smax + Smin)/2=21,5мкм
Выполняем проверку наличия радиального зазора в подшипнике после посадки его на вал или в корпус с натягом.
По /1/ таблица 42, с. 247 определяем предельные значения зазоров в подшипнике: Gre min=10мкм; Gre max=30мкм; Gre m=0,5*(10+30)=20мкм.
Вычисляем диаметральную деформацию дорожки качения внутреннего кольца. Для этого определяем приведённый наружный диаметр внутреннего кольца:
d0=d+(D-d)/4
d0=55+(120-55)/4=71,25мм
Действительный натяг: Ne»0,85Nmax Ne =0,85×27,5=23.37мкм
Определяем диаметральную деформацию дорожки качения внутреннего кольца:
Dd1= Ne×d/d0
Dd1=23.37*55/71,25=18.04мкм
Посадочный зазор определяем по формуле:
Cr=Crem-Dd1=20-18.04=1.96 мкм.
Шероховатость поверхностей вала и отверстия в корпусе выбираем по /2/ ч.2, таблица 4.95, с.296: Rad = 0,8 мкм, RaD =1,25 мкм, торцов заплечиков вала и отверстия Ra = 2,5 мкм.
Определяем допуски соосности посадочных поверхностей вала и корпуса
В приложении 7 ГОСТ 3325-85 приведены числовые значения допусков соосности посадочных поверхностей вала и корпуса при длине посадочного места B1=30мм. При другой длине посадочного места В2 для получения этих допусков следует табличные значения умножить на В2/10. Тогда допуск соосности поверхностей вала составит:
Т©=(4*В2)/10=(4*29)/10=11.6 мкм (принимаем равным 12),
корпуса-
Т©=(8*В2)/10=(8*29)/10=23.2 мкм (принимаем равным 24).
Допуски цилиндричности посадочных поверхностей подшипников качения 0 и 6 класса точности не должны превышать четверть допуска на размер /2/ ч.2,с.288:
T/○/d=18/4=4.5мкм;
T/○/D=21/4=5.25 мкм;
Принимаем согласно ГОСТ 3325-85
T/○/d=3,5 мкм;
T/○/D=5.5 мкм;
4 РЕШЕНИЕ ЛИНЕЙНЫХ РАЗМЕРНЫХ ЦЕПЕЙ
4.1 Анализ размерной цепи
Решить линейную размерную цепь (А∆ = 5 ± 0,8). Выполнить размерный анализ и построить схему размерной цепи. Рассчитать размерную цепь методом полной взаимозаменяемости и вероятностным методом. Сделать вывод о применении выше названных методов.
Решение
Составляем размерную цепь и выявляем составляющие (увеличивающие и уменьшающие) звенья по заданному чертеже.
Размерные связи деталей через сборочные базы:
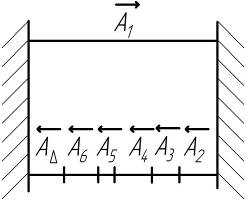
АΔ =5±0,8мм - замыкающее звено;
А1 =62 мм (увеличивающее звено); i = 1,86 (ось)
А2 = 10 мм (уменьшающее звено); (подшипник)
А3 = 10 мм (уменьшающее звено); (подшипник)
А4 =20 мм (уменьшающее звено); i = 1,31 (втулка)
А5 = 2 мм (уменьшающее звено); i = 0,55 (шайба)
А6 =15 мм (уменьшающее звено); i = 1,08 (гайка)
Проверяем правильность составления размерной цепи :
АΔ = Σ Аi ув - Σ Аi ум = 62- 57= 5мм
4.2 Расчет размерной цепи методом полной взаимозаменяемости
По заданным отклонениям замыкающего звена находим его допуск :
TАΔ = ESАΔ – EIАΔ =0,8-( -0,8) = 1,6мм
Предполагаем, что все размеры выполнены по одному классу точности (квалитету).Определяем среднее число едениц допуска( коэффициент точности)размерной цепи с учетом известных допусков (стандартных деталей) и по нему определяем квалитет :
ас=(TАΔ - ΣTАi изв) /ΣiАi опр=(1600-240)/(1,86+1,31+0,55+1,08)=283
где: Σ TАi изв – cумма известных допусков составляющих звеньев (стандарт-ных деталей ), мкм;
Σ iАi опр – сумма единиц допусков определяемых составляющих звеньев, мкм
/2/ таблица 3.3, с.20.
По /2/ ч 2,таблица 48, с.45 находим, что полученный коэффициент точности cоответствует 13-ому квалітету. По выбранному квалитету назначаем допуски и отклонения на звенья исходя из общего правила: для охватывающих размеров, как на основные отверстия (H13), а для охватываемых – как на основные валы (h13).
В тех случаях, когда это трудно установить, на звено назначают симметричные отклонения ± IT13/2.
Допуски составляющих звеньев определяем:
TА1 = 460 мкм, А1 = 62(-0,460) мм
TА2 =120 мкм, А2 = 10(-0120) мм
TА3 =120 мкм, А3 = 10(-0,120) мм
TА4 = 330 мкм, А4 = 20(-0,330) мм
TА5 =140 мкм, А5 = 2 (-0,140) мм
TА6 = 270 мкм, А6 = 15(-0270) мм
Так как коэффициент точности ас не полностью соответствует расчетному, то одно из звеньев выбираем в качестве корректирующего. При выборе корректирующего звена руководствуются следующими соображениями.
Если выбранный коэффициент точности а меньше вычисленного ас, то есть а < ас, то в качестве корректирующего звена выбирается технологически более сложное звено. Если же а > ас, то в качестве корретирующего звена выбирается технологически более простое звено.
Принимаем в качестве корректирующего звена увеличивающее звено А5.
Отклонения корректирующего звена находим по формулам:
ESАΔ = ∑ESАi ув – ∑EIАi ум
EIАiΔ = ∑EIАi ув – ∑ESАi ум
EsА5=Es(А∆)+∑EiА(ум)-∑EsА(i-1)(ув)=0,8-0,12-0,12-0,33-0,27=-0,04мм
EiА4=Ei(А∆)+∑EsА(j)(ум)-∑EiА(i-1)(ув)=-0,8+0,46=-0,34мм
Предельные отклонения корректирующего звена:
![]()
Тогда:
ТА4= ESА4кор – EIА4кор = -40 + 340 = 300 мкм
Проверяем правильность назначения допусков и предельных отклонений составляющих звеньев:
TАΔ = Σ TАi = 460+120+120+300+140+270=1600 мкм
Результаты расчётов сводим в таблицу 4.1
Таблица 4.1-Результаты расчета размерной цепи методом полной взаимозаменяемости
|
Наименование звена |
Обозначение |
Номин. размер |
Верхнее отклонение |
Нижнее отклонение |
Квалитет |
| Уменьшающее |
А6 А2 А3 А4 А5 |
15 10 10 20 2 |
0 0 0 0 0,040 |
- 0,270 -0,120 -0,120 -0,330 -0,340 |
13 – – 13 – |
| Увеличивающее | А1 | 62 | 0 | -0,460 | 13 |
| АΔ | 5 | +0,8 | - 0,8 | –– |
Заключение. Назначенные допуски и отклонения составляющих звеньев обеспечивают заданную точность замыкающего звена.
4.3 Расчет размерной цепи вероятностным методом
Допуски замыкающего звена определено в пункте 4.1.
Принимаем, что рассеяние действительных размеров звеньев близко к нормальному закону распределения и допуск размера Т равен полю рассеяния размеров ω для каждого из звеньев цепи, т.е. Тai = ωi и TАΔ = ω Δ,oтсюда коэффициент относительного рассеяния λi = λ Δ= 1/3 , а коэффициент относительной асимметрии αi = α Δ = 0 /2/ ч.2, с.37.
По /2/ ч.2, таблица 3.8 находим значение коэффициента риска t, зависящего от процента риска Р. Принимаем ti = tΔ, H = 0,27%, в этом случае ti = tΔ = 3.
4.2.2 Находим среднее число единиц допуска:
![]() ас
ас 
По /2/ ч.2, таблица 1.8, с.45 определяем, что ас приблизительно соответствует 15 квалитету.
4.2.3 По /2/ ч.2, таблица 1.8, с.45 находим допуски на составляющие звенья:
TА1 = 1200 мкм, А1 = 62(-1,200) мм
TА2 =120 мкм, А2 = 10(-0,120) мм
TА3 = 120 мкм, А3 = 10(-0,120) мм
TА4 =840 мкм, А4 = 20(-0,840) мм
TА5 = 400 мкм, А5 = 2(-0,400) мм
TА6 = 700 мкм, А6 = 15(-0,700) мм
Так как ас ≠ а, то А7 принимаем за корректирующее звено, для которого допуск определим по формуле:
TА1кор=![]()
4.2.4 Определяем координаты середины поля допуска звеньев цепи:
ЕсА2=-60
ЕсА3=-60
ЕсА4=-420
ЕсА5=-200
ЕсА6=-350
4.2.5 Определяем середину поля допуска корректирующего звена:
EcА1 = Σ EcАi ув + EcАΔ - Σ EcАi ум = 0-60-60-420-200-350=-1090 мкм
4.2.6 Определяем предельные отклонения корректирующего звена:
EsА1= EcА1+ TА1/ 2 =-1090+1084/2 = -548 мкм
EiА1 = EcА1 – TА1/ 2 =-1090-1084/2 = -1632мкм
4.2.7 Проверяем правильность назначения предельных отклонений состаляющих звеньев:


Проверка показывает соответствие назначенных предельных отклонений составляющих звеньев заданным предельным отклонениям замыкающего звена.
Результаты расчета сводим в таблице 4.2
Таблица 4.2 – Результаты расчета размерной цепи вероятностным методом
|
Наименование Звена |
Обозна- чение |
Номин. Раз мер |
Верхнее отклонение |
Нижнее отклонение |
Квалитет |
| Уменьшающее |
А6 А2 А3 А4 А5 |
15 10 10 20 2 |
0 0 0 0 0 |
- 0,700 -0,120 -0,120 -0,840 -0,400 |
15 ---
15 15 |
| Увеличивающее | А1 | 62 | 0,548 | -1,632 | 15 |
| АΔ | 2 | +0,8 | - 0,8 | –– |
Сравнивая допуски звеньев, рассчитанных разными способами можно убедиться в том, что расчет размерных цепей вероятностным методом позволяет назначить более широкие допуски на обработку деталей, при том же допуске замыкающего звена.
Список использованных источников
1 Кузьмин, А.В.Расчеты деталей машин[Текст]: справочное пособие/ А.В.
Кузьмин,И.М. Чернин, Б.С. Козинцов.- Минск: Вышэйшая школа, 1986.- 400с.: ил.
2 Мягков, В.Д. Допуски и посадки [Текст]: справочник в 2-х ч./ Мягков В.Д. [и др.]. – изд. 6-е, перераб. и доп. – Ленинград: Машиностроение, 1982. – 2ч.
3 Шейнблит, А.Е. Курсовое проектирование деталей машин [Текст]: учебное пособие/ А.Е. Шейнблит. – Москва: Высшая школа, 1991. – 432 с.: ил.
4.Палей, М.А. Допуски и посадки [Текст]: справочник в 2-х ч./ М.А.Палей, А.Б. Романов, В.А. Брагинский. – изд. 8-е, перераб. и доп.. – Санкт-Петербург: Политехника, 2001.-2ч.
5 Козловский, Н.С. Сборник примеров и задач по курсу «Основы стандартизации, допуски, посадки и технические измерения»: учеб. пособие/ Н.С. Козловский, В.М. Ключников. – Москва: Машиностроение, 1983. – 304 с.: ил.
6 Серый И.С. Взаимозаменяемость, стандартизация и технические измерения. : учебное пособие/ И.С. Серый. – Москва: Агропромиздат, 1987. – 367 с.: ил.