 |
|
МЕНЮ
|
Курсовая работа: Производство одноразовой посуды экструзионным процессом2.1.1.5 Загрузочный бункер Загрузочный бункер — это та часть экструзионного агрегата, из которой гранулированный материал поступает непосредственно в экструдер. В большинстве случаев гранулированный материал просто проваливается в экструдер под действием собственной тяжести, но существуют материалы, для которых такой способ подачи, к сожалению, оказывается невозможен. Некоторые материалы очень плохо пересыпаются, и в таком случае необходимо применение дополнительных устройств для обеспечения постоянной подачи материала в экструдер. Иногда таким устройством может выступать вибратор, присоединенный к загрузочному бункеру. При этом зависание материала прекращается сразу после возникновения пробки. В некоторых случаях применяются различные устройства, предназначенные для смешения материала в загрузочном бункере для предотвращения его сегрегации и/или соскребания материала, прилипшего к стенкам загрузочного бункера. Для достижения равномерной подачи полимера из бункера необходимо обеспечить постепенное увеличение сжатия по направлению к загрузочному отверстию, при этом оптимальной является коническая конструкция загрузочного бункера с круглым сечением. К сожалению, производители экструдеров обычно делают загрузочные бункеры с квадратным сечением и резким сужением у загрузочного отверстия — такая конструкция легче в производстве.
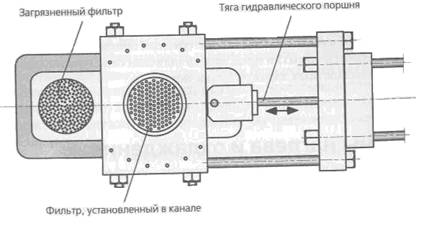
Рис. 4. Конструкции загрузочных бункеров. Для конструкции загрузочного бункера важным параметром сыпучести материала является угол внутреннего трения. Угол между внешней стенкой загрузочного бункера и горизонталью должен быть больше угла внутреннего трения. Если материал обладает очень большим углом внутреннего трения, он будет зависать в бункере практически любой конструкции. В этом случае единственным выходом станет применение специальных проталкивающих устройств. 2.1.1.6 Шнек Шнек – это особенный, наиболее важный механический элемент экструдера. Шнек является его «сердцем». Можно сказать, что вокруг шнека все вращается как в прямом, так и в переносном смысле. Вращение шнека обеспечивает как поступательное перемещение материала, так и его разогрев и гомогенизацию. Говоря просто, шнек можно представить себе как стержень переменного диаметра, в котором вырезана специальная канавка. 2.1.1.7 Экструзионная головка Головка является очень важной и ответственной частью экструдера. Во многих экструдерах между экструзионной головкой и цилиндром устанавливают рассекатель потока. Эта деталь представляет собой металлический диск с большим количеством отверстий, параллельных оси шнека. Рассекатель потока выполняет две основные функции. Во-первых, он останавливает спиральное движение расплава полимера и заставляет расплав двигаться строго поступательно. Если не предотвратить спиральное движение расплава до выхода из фильеры, то получившийся экструдат может иметь искаженную форму. Кроме то го, рассекатель потока является несущей деталью специальных фильтров, применяемых для удаления загрязнений из расплава полимера. Иногда основным назначением фильтров является увеличение давления на выходе из фильеры для улучшения качества смешения материала в экструдере. Но необходимость в этом возникает только при использовании шнека неудачной конструкции. Вторым основным назначением рассекателя потока является улучшение теплообмена между расплавом полимера и стенками экструдера, при этом увеличивается гомогенность распределения температуры в расплаве полимера. В случае нестыковки форм выходного отверстия цилиндра и входного отверстия головки используют специальный адаптер, однако экструзионные головки, специально разработанные для данного экструдера, могут работать и без адаптера. При этом размеры и формы головок и фильер не имеют общей стандартизации и поэтому использование адаптеров — весьма распространенное явление. Экструзионная головка считается одной из наиболее важных частей экструдера. Остальные части экструдера имеют только одну цель: доставка расплава полимера необходимой консистенции под заданным давлением к головке. Таким образом, процесс формования, происходящий в головке, является очень важным компонентом всего процесса экструзии. Природа полимерного расплава делает анализ его протекания через фильеру крайне сложной задачей, поэтому разработка головки во многом до сих пор остается эмпирической задачей. 2.1.1.8 Фильтры и устройства для автоматической смены фильтров Фильтры перед рассекателем потока обычно ставятся для удаления примесей из расплава. Грубые фильтры (с небольшим количеством ячеек) обычно помещаются перед рассекателем потока в качестве поддерживающего элемента, перед которым последовательно устанавливаются более тонкие фильтры. Типичный пакет фильтров состоит из одного 100-ячеечного фильтра, за которым следуют по одному 60- и 30-ячеечному, при этом 30-ячеечный фильтр устанавливается непосредственно перед рассекателем потока. Наиболее важными типами фильтрующих устройств являются следующие типы фильтров: проволочная сетка, «спекшийся порошок» и «хаотичные нити». Данные типы фильтрующих устройств различаются по способности задерживать примеси, захватывать гелеобразные частицы и прочим параметрам. При наличии большого количества примесей в расплаве полимера будет происходить очень быстрое засорение фильтра. При необходимости частой смены фильтра обычно применяют автоматическое устройство для замены фильтров. В таком устройстве осуществлен непрерывный контроль за перепадом давления на фильтре, и если перепад достигает определенной критической величины, гидравлический поршень выдвигает рассекатель потока с кассетой фильтров из экструдера, одновременно помещая в экструдер новую кассету с рассекателем и чистыми фильтрами. Такое устройство называется устройством для замены фильтров со скользящими пластинами.
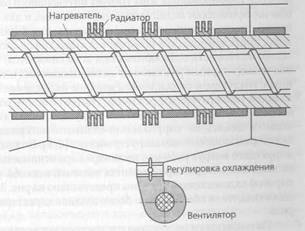
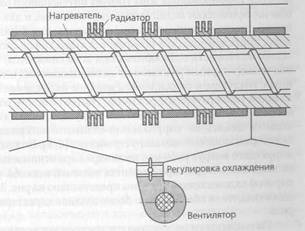
Рис. 5. Устройство гидравлической смены фильтра. При некоторой доработке фильтра операция по его смене может протекать даже без остановки экструдера. При этом необходимо удалить старый фильтр и поставить на его место чистый, после чего аппарат готов к новому циклу работы. В случае сильной загрязненности полимера замена фильтра может потребоваться через каждые 5-10 мин, хотя, как правило, время загрязнения одного фильтра исчисляется часами. 2.1.1.9 Системы нагрева и охлаждения Устройства нагрева необходимы для вывода экструдера на заданный температурный режим при запуске, а также для поддержания требуемой температуры в процессе работы. Наиболее распространены три варианта нагревательных систем: электронагреватели, нагреватели с жидким теплоносителем и паровые нагреватели. Электронагревательные системы превосходят все остальные типы нагревательных систем по ряду параметров: по ширине диапазона рабочих температур, простоте эксплуатации, меньшей стоимости, большей эффективности. Именно поэтому в большинстве случаев электронагреватели вытесняют все другие типы нагревателей. Обычно нагревательные элементы расположены на цилиндре экструдера, разделяя его на зоны. Небольшие экструдеры обычно имеют от двух до четырех зон, но в некоторых больших экструдерах число зон может доходить до 5-10. В большинстве случаев каждая зона управляется отдельно; таким образом, создается профиль температур вдоль рабочего объема экструдера. Этот профиль может быть как постоянным, так и возрастающим или понижающимся, или иметь другую более сложную форму в зависимости от конкретного экструдируемого полимерного материала и типа проводимого процесса. Резисторное нагревание Это наиболее распространенный тип электронагревательных элементов, работа которого основана на превращении электрической энергии в тепловую при протекании электрического тока через проводник. Количество выделяющегося в единицу времени тепла зависит от сопротивления проводника и силы протекающего тока. Интенсивность тепловыделения может быть определена по формуле Q = I2R = UI = U2/R Уравнение справедливо для постоянного тока и для однофазного переменного тока. В последнем случае используются среднеквадратичные значения напряжения и тока, а значение сопротивления — только активное, то есть такое сопротивление, сдвиг фаз на котором равен нулю. Для схемы, питаемой трехфазным напряжением, уравнение для расчета тепловыделения будет иметь вид Q = 3UI Первые типы ленточных электронагревателей состояли из специальной проволоки со слюдяной изоляцией, помещенной в кожух из мягкой стали. Нагреватели такой конструкции компактны и дешевы, но при этом они хрупки и не очень надежны в эксплуатации, кроме того, к максимальная производительность ограничена величиной 50 кВт/м2 при максимальной рабочей температуре 500 °С. В литературе описаны новые типы слюдяных нагревателей, которые могут обеспечивать эффективность тепловыделения до 165 кВт/м2. Качество и срок эксплуатации нагревателей данного типа во многом определяется качеством контакта между нагревателем и стенками цилиндра экструдера. При дефектном контакте развивается локальный перегрев нагревательного элемента, что приводит к преждевременному его перегоранию, то есть сокращению срока службы нагревателя. Для улучшения теплового контакта используют специальные пасты. Более мощными являются электронагреватели, оборудованные керамической изоляцией. Они обладают плотностью потока энергии до 160 кВт/м2 или даже более, при этом максимальная рабочая температура достигает 750 °С. Однако такие нагреватели оказываются негибкими и довольно громоздкими. Все керамические нагреватели производятся в виде тонких элементов, обладающих минимальными габаритными требованиями. Обычно их производят в виде двух частей, скрепляемых вокруг цилиндра экструдера. Еще один тип нагревателей, в которых нагревательные элементы заключены в полукруглый или плоский алюминиевый кожух, называют композитными нагревателями (cast-in). Такие нагреватели надежны и долговечны, кроме того, они обеспечивают очень хороший тепловой контакт. Композитные алюминиевые нагреватели обеспечивают максимальное выделение тепла около 55 кВт/м2 при рабочей температуре приблизительно до 400 °С. Использование бронзы вместо алюминия позволяет повысить тепловыделение до 80 кВт/м2, а максимальную температуру — до 550 °С. Охлаждение экструдера Охлаждение экструдера необходимо практически во всех экструзионных процессах. В любом случае охлаждение следует свести до минимума; если невозможно, исключить его полностью. Любое охлаждение экструдера снижает эффективность процесса, поскольку оно приводит к потерям энергии. Нагревание экструдера обычно понижает затраты энергии на вращение шнека, понижая тем самым общие энергозатраты. При этом охлаждение требует энергозатрат, а энергия, отнятая системой охлаждения, оказывается потерянной. Значительная требовательность экструзионного процесса к охлаждению обычно является признаком неправильной проектировки аппарата. Это может означать как ошибочность выбора конструкции шнека, выбора отношения диаметра к длине, так и неправильного выбора экструдера (например, применение одношнекового экструдера для процесса, в котором необходим двухшнековый). Как правило, процесс экструзии планируют с таким расчетом, что большая часть энергозатрат приходилась на вращение шнека. Вращение шнека вызывает вязкостный и фрикционный разогрев полимера, то есть механическая энергия вращения шнека преобразуется в тепловую, вследствие чего повышается температура полимера. На механические энергозатраты обычно приходится 70-80% всей энергоемкости экструзии, то есть на нагреватели остается только 20-30% без учета потерь. Если большая часть энергии потребляется приводом шнека, можно рассчитывать, что внутреннее выделение тепла превосходит количество, необходимое для протекания процесса. Тогда охлаждение тем или иным способом становится необходимым. Многие экструдеры имеют воздушное охлаждение, при этом вентиляторы устанавливают под цилиндром. Внешние поверхности нагревателей, а также промежутки между нагревателями часто снабжены радиаторами для повышения эффективности охлаждения.
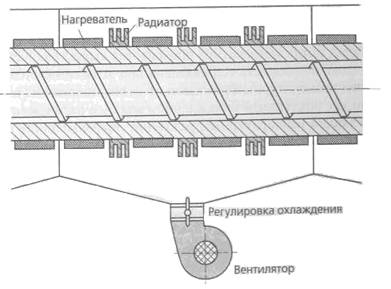
Рис. 6. Система нагрева и охлаждения. Экструдеры небольшого размера могут не иметь воздушного охлаждения, поскольку площадь их цилиндра весьма велика по сравнению с величиной рабочего объема, что само по себе обеспечивает значительные потери тепла через конвекцию и излучение. Весьма значительным недостатком использования слишком мощных внешних нагревательных элементов является развитие большого градиента температур на границе металл-полимер. Градиент температур возникает вследствие относительно низкой теплопроводности полимера. Таким образом, нагрев только от внешних нагревателей оказывается медленным и сопровождается возникновением больших градиентов температур, а воздействие высоких температур в течение длительного времени создает высокую вероятность деструкции полимерного материала. Следовательно, нагрев вследствие вязкого трения более предпочтителен, поскольку обеспечивает равномерный прогрев массы полимера. Нормальной считается ситуация, когда энергозатраты на механический привод составляют более 50 и менее 90% от общих затрат на экструзию. Воздушное охлаждение позволяет осуществлять довольно мягкое воздействие на процесс, поскольку скорость теплообмена довольно мала. Однако это неудобно, когда необходимо интенсивное охлаждение. Тем не менее преимуществом воздушного охлаждения является плавность изменения температуры при включении или выключении вентилятора. При водяном охлаждении температура меняется более резко. Поэтому при использовании водяного охлаждения труднее контролировать температурный режим. 2.1.2 Каландр На каландре поступающая из экструдера лента проходит через каландрирующие валки и приобретает законченный требуемый вид поверхности. Процесс каландрирования определяется состоянием поверхности и заданной температурой каландрирующих валков, а также временем нахождения полотна пленки на валках. Ширина щели валков плавно регулируется в соответствии с требуемой толщиной получаемой пленки.
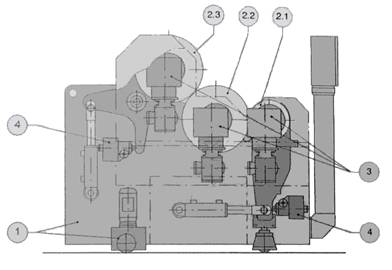
Рис. 7. Расположение функциональных элементов.
2.1.2.1 Станина оборудования с ходовым механизмом Каландр состоит из двух расположенных друг против друга стабильных боковых стенок, которые связаны между собой посредством поперечных траверс и функциональных агрегатов. Каландр может перемещаться на шасси по вмонтированным в пол рельсам посредством электромотора по направлению экструзии и спереди переставляться по высоте на ± 25 мм. Ограничение хода обеспечивают смонтированные на рельсах переключательные кулачки. 2.1.2.2 Валки каландра Валки каландра представляют собой двустенные хромированные стальные цилиндры. Они располагаются параллельно плоскощелевой фильере и устанавливаются на раме машины друг за другом. Валки каландра подключаются к агрегатам темперирования. С их помощью валки разогреваются до требуемой по условиям технологии температуры. Прижимной валок Прижимной валок с двух сторон опирается на рычаги, которые могут поворачиваться на раме машины. Через эти рычаги прижимной валок может подводиться посредством гидравлического цилиндра к валку полива. За счет прижима обеспечивается стабильная щель между валками, а тем самым достигается эффект каландрирования полотна пленки. Щель между прижимным и поливным валками можно изменять устройством регулировки щели и настраивать ее под требования технологии. Валок набрызга Средний каландрирующий валок (поливной) установлен в раме машины стационарно. Расплав материала заходит в каландрирующую щель между прижимным и поливным валком, обводится вокруг последнего и направляется во вторую каландрирующую щель к фиксирующему валку. Фиксирующий валок Фиксирующий валок с двух сторон опирается на рычаги, которые могут поворачиваться на раме машины. Через эти рычаги фиксирующий валок может подводиться посредством гидравлического цилиндра к валку полива. Регулировкой щели между поливным и фиксирующим валками задается конечная толщина пленки. 2.1.2.3 Привод валков Каландрирующие валки приводятся порознь через сервомотор-редукторы. Крепление и передача крутящего момента происходит посредством полого вала по жесткой кинематической связи через горячее-прессовое муфтовое соединение непосредственно на валке. 2.1.2.4 Регулировка щели Прижимной и фиксирующий валки можно рычагами и гидроцилиндром подводить к среднему поливному валку. Через болты на том или ином рычаге усилие подвода передается на механизм регулировки щели. В зависимости от выпускаемой пленки ширина щели может регулироваться без сброса рабочей нагрузки в диапазоне от 0,4 до 2,0 мм. Направление регулировки (открытие или закрытие), а также величину перестановки можно определять с помощью устройства измерения размера щели и считывать на пульте управления по показаниям цифрового индикатора. 2.1.3 Намоточное устройство Конструкция и принцип действия Четырехпозиционное намоточное устройство состоит из следующих основных узлов: · Компенсатор · Промежуточный вытяжной прибор · Устройство продольной резки · Направляющая рама для пленки · Вспомогательное съемное устройство с поперечным резаком и · Устройством для измерения длины · Тележка для больших рулонов с устройством блокировки, передвижения и опрокидывания · Предохранительная подъемная тележка · Стойка привода · Ограждение · Электрическое оборудование, клеммовые коробки · Пневматика · Антистатическое оборудование
|

Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.