|
|
МЕНЮ
|
Курсовая работа: Проектирование мотор-редукторагде Коэффициенты снижения предела выносливости:
где
Коэффициент влияния асимметрии цикла для рассматриваемого сечения вала:
где
9.3 Выбор посадок и расчет полей допусков Посадка червячного колеса
на вал Определяем предельные отклонения, предельные размеры, допуски, предельные зазоры или натяги, допуск посадки (рис.9.1). Посадка в системе отверстия, вид посадки с натягом. Номинальный размер Детали соединения: ·
отверстие. Ø80 ·
вал Ø80
Предельные отклонения ГОСТ25347-82: ·
отверстие ·
·
вал ·
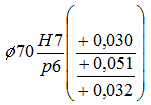
Обозначения на чертежах:
Предельные размеры (мм): ·
отверстие ·
·
вал ·
Допуски (мм): ·
отверстие ·
·
вал ·
Предельные зазоры (мм): ·
·
·
·
Допуск посадки (мм): ·
·
Посадка бронзового венца на
чугунный центр Шейки валов под подшипники выполняем с отклонением вала к6. Отклонения отверстий в корпусе под наружные кольца по Н7. 9.3 Шероховатость поверхностей валов Поверхности валов должны иметь шероховатость, указанные в таблице 9.2. Таблица 9.2 Шероховатость поверхностей валов
10 Выбор способа смазки и смазочного материала для всех узлов мотор-редуктора 10.1 Смазывание червячных передач Смазывание червячных передач служит для: уменьшения потерь мощности на трение, снижения скорости износа трущихся поверхностей передач, предохранения от заедания, защиты от коррозии, отвода теплоты и продуктов износа от трущихся поверхностей, уменьшения шума. Для смазки передач при окружных скоростях до 12,5 м/сек применяем картерное смазывание: в картер заливают масло, образующее масляную ванну. Вязкость масла выбирают тем выше, чем больше нагрузка и меньше скорость. По таблице 2.11[2] выбираем рекомендуемый сорт индустриального масла соответствующей вязкости (И-Т-Д-220). В червячных редукторах при
окунании в масляную ванну колеса, глубина погружения Принимаем 10.2 Смазывание подшипников Смазывание подшипников качения редуктора осуществляется разбрызгиванием масла зубчатыми колесами (масляным туманом). Масло попадает в подшипники непосредственно. 11 Конструирование корпуса редуктора 11.1 Определение элементов корпуса К корпусным деталям относят детали, обеспечивающие взаимное расположение деталей узла и воспринимающие основные силы, действующие в машине или в механизме. Так же корпуса защищают детали и узлы от загрязнения, и является емкостью для жидкой смазки. Корпусные детали обычно имеют довольно сложную форму, поэтому их изготавливаем литьем. Для изготовления корпусных деталей используем серый чугун СЧ 15-32. Корпусная деталь состоит из стенок, ребер, бобышек, фланцев и других элементов, соединенных в единое целое. При конструировании литой корпусной детали стенки следует по возможности выполнять одинаковой толщины. Толщина стенки, обеспечивающая необходимую прочность и жесткость, а так же хорошее заполнение формы жидким металлом:
принимаем где Толщина стенки крышки:
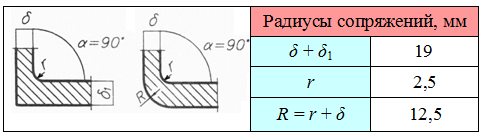
принимаем Радиусы сопряжений стенок (для α = 90º) по табл. 11.1. Размеры элементов сопряжения стенок разной толщины в табл. 11.2. Размеры посадочных мест под крепежные детали даны в табл. 11.3. Таблица 11.1 Радиусы сопряжений, мм
Таблица 11.2 Размеры элементов сопряжения стенок разной толщины, мм
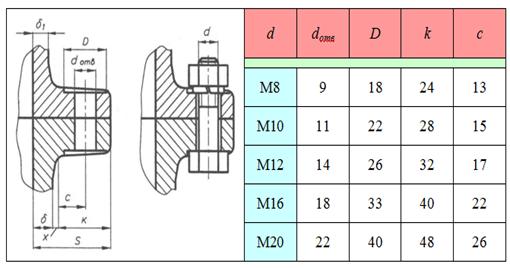
Таблица 11.3 Размеры посадочных мест под крепежные детали, мм
Размеры фланцев для крепления корпуса к раме (фундаменту) и крепления крышки к корпусу даны в таблице 11.4. Таблица 11.4 Размеры фланцев корпуса и крышки редуктора, мм
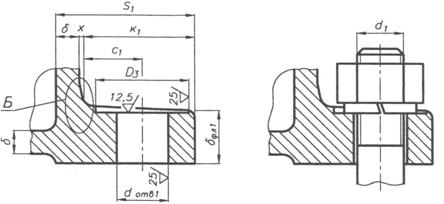
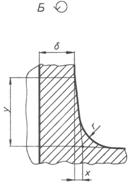
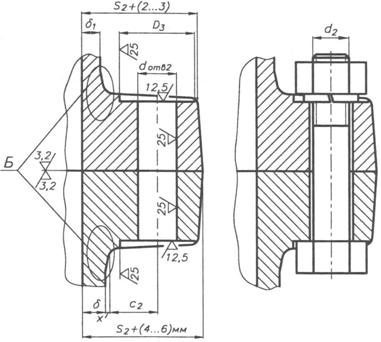
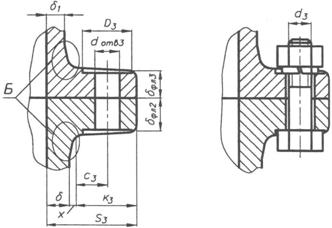
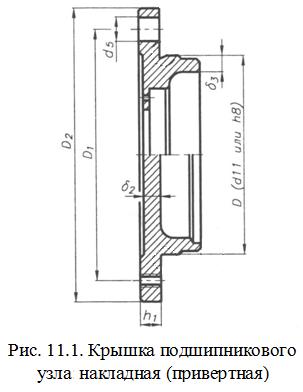
Конструкция и размеры крышек подшипниковых узлов (рис. 11.1) даны в таблице 11.5. Таблица 11.5 Основные размеры крышек подшипниковых узлов, мм
В конструкции корпуса и крышки необходимо предусмотреть возможность строповки с помощью проушин.
Для контроля уровня масла необходим маслоуказатель (рис. 11.3).
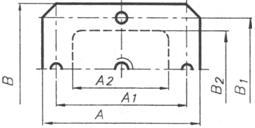
Таблица 11.6 Крышка смотрового люка, мм
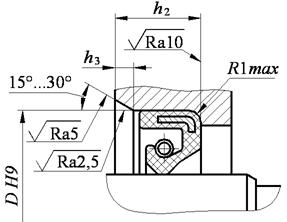
11.2 Выбор уплотнительных устройств Выбираем резиновые манжеты (табл. 11.8, 11.9).Таблица 11.8 Резиновые армированные манжеты для валов (по ГОСТ 8752-79)
Таблица 11.9 Уплотнительные узлы с применением манжет по ГОСТ 8752-79
12Сборка и монтаж мотор-редуктора Детали механизма следует располагать в корпусе компактно, более плотно используя его пространство. Конструкция проектируемого механизма должна обеспечивать возможность его сборки и разборки, свободный доступ для регулировки, настройки отдельных узлов и замены деталей. Предпочтителен узловой метод сборки, при котором отдельные детали собираются в узлы, а из них собирается механизм. При проектировании разъемного корпуса необходимо предусмотреть элементы, обеспечивающие фиксацию взаимного положения корпусных деталей. Перед монтажом мотор-редуктор необходимо очистить от пыли и антикоррозионной смазки. Смазку удалить салфеткой, смоченной бензином-растворителем (уайт-спиритом) ГОСТ 3134-78 или бензином авиационным марки Б-70 ГОСТ 1012-72. Мотор-редуктор и рабочая машина должны быть установлены на жестком основании, обеспечивающем неизменность их взаимного расположения. Фундаментные болты должны быть равномерно затянуты до отказа. Элементы привода (шкивы, шестерни, полумуфты), устанавливаемые на выходной вал мотор-редуктора с натягом, до установки нагреть до температуры 100-150°С. Производить установку ударами категорически запрещается. При соединении мотор-редукторов с рабочей машиной валы должны быть сцентрированы с точностью, требуемой конструкцией муфт или передач. Необходимо предусмотреть возможность нормального охлаждения мотор-редуктора. Решетка вентиляционного кожуха на двигателе не должна закрываться близко расположенными предметами. Заключение При выборе варианта конструкции необходимо изучить известные технические решения и выполнить их анализ, максимально использовать унифицированные детали и узлы. Для повышения технологичности и уменьшения трудоемкости изготовления конструкции следует сокращать номенклатуру используемых стандартных и нормализованных деталей и узлов, а также используемых материалов. Везде, где возможно, следует применять в деталях форму тел вращения, технологически более простую в изготовлении. Для наиболее удачного размещения деталей и узлов рекомендуется рассмотреть несколько вариантов конструкции проектируемого устройства. При этом возможны существенные изменения первоначально разработанной конструкции и выполненных расчетов. В качестве окончательного варианта конструктивного решения выбирается наиболее удачная эскизная проработка проектируемого устройства, обеспечивающая минимальные массово-геометрические параметры и максимальную экономичность в эксплуатации. При конструировании деталей следует стремиться к упрощению ее конструкции, что приводит к снижению ее себестоимости. Рационально спроектированное и правильно построенное устройство должно быть прочным, долговечным, возможно дешевым и экономичным в работе, а также безопасным для обслуживающих ее лиц. Этим основным требованиям должны удовлетворять не только само устройство, но и каждая его деталь. Список литературы 1. Бабкин А.И., Руденко А.В. Проектирование мотор редуктора. Методические указания к курсовой работе для студентов заочной формы обучения специальности180103. VI семестр. – Северодвинск: РИО Севмашвтуза, 2007 – 82 с. 2. Бабкин А.И., Руденко А.В. Детали машин и основы конструирования. Учебное пособие для студентов заочной формы обучения специальности 180103. V семестр. – Северодвинск: РИО Севмашвтуза, 2007 – 106 с. 3. Бабкин А.И., Руденко А.В. Детали машин и основы конструирования Учебное пособие для студентов заочной формы обучения специальности 180103. VI семестр. – Северодвинск: РИО Севмашвтуза, 2007 – 125 с. 4. Иванов М.Н. Детали машин – М.: Высшая школа, 1991 – 383 с. 5. А.А.Эрдели, Н.А.Эрдели. Детали машин. – М.: Высшая школа,- 2002г. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ;
; ;
; - условие прочности выполняется.
- условие прочности выполняется.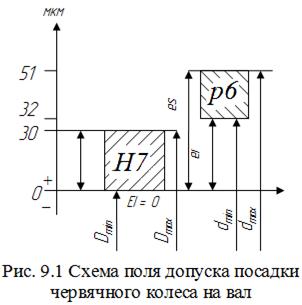

 Для периодического
осмотра состояния червячного зацепления в крышке корпуса необходимо предусмотреть
смотровой люк (табл. 11.6). Его же используют для заливки масла. На люке устанавливается
отдушина (рис. 11.2) для компенсации давления при нагреве редуктора.
Для периодического
осмотра состояния червячного зацепления в крышке корпуса необходимо предусмотреть
смотровой люк (табл. 11.6). Его же используют для заливки масла. На люке устанавливается
отдушина (рис. 11.2) для компенсации давления при нагреве редуктора. Для слива масла
используют сливное отверстие (рис. 11.4), в нижней части боковой стенки.
Для слива масла
используют сливное отверстие (рис. 11.4), в нижней части боковой стенки.