 |
|
МЕНЮ
|
Курсовая работа: Проект литейно-прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкого сорта
Высота профиля,
выходящего из квадратного калибра будет несколько меньше высоты калибра
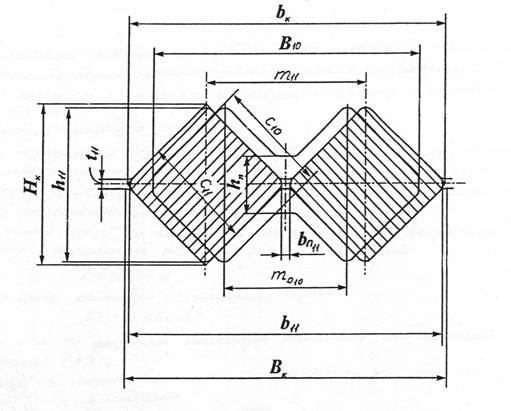
Как уже было отмечено, калибр в 11-й клети представляет сдвоенный диагональный квадратный калибр в котором производится прокатка разделения. Построение и общий вид этого калибра приведен на рис. 17. На этом же рисунке наложен контур очертания раската из 10-й клети, поступающего в этот калибр.
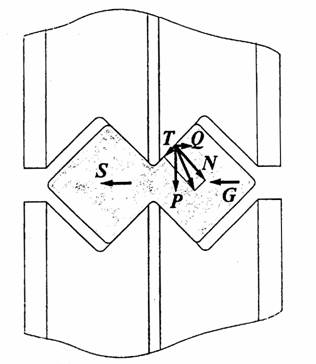
Рис.17. Построение и общий вид сдвоенного диагонального квадратного калибра, производящего прокатку-разделение. Продольное разделение многониточного раската контролируемым разрывом осуществляется путем создания в зоне перемычки растягивающих напряжений под действием осевых сил со стороны боковых поверхностей гребней двухручьевых калибров, внедряемых в металл как это может быть показано на рис.18. Рис.18. Схема силового взаимодействия валка и раската при контролируемом разрыве. В момент захвата за счет смятия поверхности раската внутренними боковыми гранями ручьев калибра возникает нормальная сила N и сила трения T. Равнодействующую этих сил можно разложить на поперечную Q и вертикальную P составляющие. Под действием силы P осуществляется обжатие металла валками, сила Q способствует растяжению перемычки в поперечном направлении и вызывает появление силы сопротивления растяжения перемычки S и силы сопротивления пластическому изгибу крайней заготовки в сторону разъема калибра G. Путем измерения толщины
перемычки задаваемого раската - Исследования [12]
продольного разделения двухниточного раската контролируемым разрывом показали,
что толщина перемычки задаваемого в разделительную клеть раската должна быть
равнв 0.5ч0.55 стороны квадрата Исследование [1] величины
зазора между гребнями валков Из практики расчета
калибровок при прокатке-разделении квадратных профилей [12], коэффициент
обжатия сторон квадратного профиля
Площадь разделительного
сдвоенного калибра 11-й клети равна фактически удвоенной площади расчетного
диагонального квадрата И тогда Расстояние между осями
ручьев в калибре 11-й клети -
Длина перемычки между ручьями в этом калибре определяется как
Как было указано выше толщина перемычки в 10-й клети может быть определена как
Длину перемычки в калибре
10-й клети рекомендуется брать около 2мм, т.е. Для проверки на захват поступающего в калибр 12-й клети раската, необходимо провести расчет абсолютного обжатия в этом калибре и сравнить с допускаемыми данными. При входе квадратного профиля в овальный калибр абсолютные обжатия по середине и краям профиля будут разными и определяются геметрически наложением сечения квадратного профиля на овальный калибр и будут по середине калибра ∆ Обжатия по крайним точкам
квадрата в овальном калибре на основании геометрических преобразований
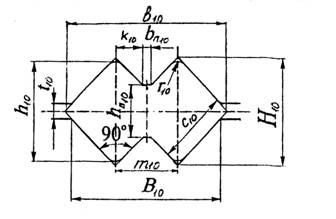
ориентировочно будут ∆ Как видно, эти абсолютные обжатия меньше чем абсолютные обжатия в 13-м калибре и, следовательно, при одинаковом номинальном диаметре валков и том же материале проверка на допустимые условия захвата не требуется. С учетом изложенного, построение и общий вид подготовительного калибра в 10-й клети (перед прокаткой-разделением) может быть представлен на рис.19.
Рис.19. Построение и общий вид подготовительного калибра в 10-й клети стана. Некоторые размеры калибра
можно определить следующим образом: принимаем на основании существующих
калибровок при прокатке-разделении длину перемычки радиус закругления вершины квадратного калибра в этой клети
Величина
Высота раската, выходящая из калибра 10-й клети
Расстояние между осями
ручьев в калибре 10-й клети -
Величина зазора по буртам
калибра в 10-й клети принимается Площадь раската, выходящая из калибра 10-й клети, может быть определена согласно рис.17, как
= Подставляя значения указанных параметров получим
Площадь не разделенного раската в калибре 11-й клети равна удвоенной площади диагонального квадратного раската, т.е.
И тогда, коэффициент вытяжки в калибре 11-й клети определяется как
Теоретическая ширина раската, выходящая из 11-й клети
Теоретическая ширина
раската, выходящая из 10-й клети (при радиусе закругления у бурта
Для проверки на захват поступающего в калибр 11-й клети раската, необходимо провести расчет абсолютного обжатия в характерных точках калибра и сравнить с допускаемыми данными. Так, величина абсолютного обжатия в районе перемычки двухниточного раската будет ∆ а в районе разрыва осей ручьев составит ∆ легированный сталь прокат литейный модуль Итак, как видно, здесь требует проверки на условие захвата район перемычки раската. Угол захвата в районе перемычки при прокатке в калибре 11-й клети может быть определен как
где: Д –номинальный диаметр валков в 11-й клети (Д = 33мм). Допускаемый угол захвата в этом калибре можно определить по методике М.С. Мутьева и П.Л. Клименко [14], для этого необходима скорость прокатки в этой клети, которая будет
и тогда максимальный допускаемый угол захвата определяется по формуле (t = 980℃)
Поскольку Калибр в 9-ой клети промежуточной группы клетей, расположен в вертикальных валках и может в большой степени напоминатьдиагональный квадратный калибр, но имеет свои особенности. Он предназначен для прокатки ромбического раската и в районе разъема имеет более стесненную форму чем обычный диагональный калибр. Прокатака в этом калибре предусматривает деформационную проработку будущих боковых горизонтальных частей двухниточного проката, который будет подвергаться прокатке-разделению. С учетом изложенного построение и общий вид этого подготовительного калибра в 9-клети может быть представлен на рис.20. Рис.20. Построение и общий вид подготовительного калибра в 9-й клети стана. Для определения ряда параметров калибра используем некоторые эмперические зависимости, полученные в аналогичных калибровках при прокатке-разделении [12]. Так, сторона квадрата
Величина И тогда,
Уклон буртов в средней части калибра на основании практических данных берем в пределах 25%, это позволяет получить максимальную ширину раската.
Ширина диагональной квадратной части калибра будет
На основании практических
данных калибровок по прокатке-разделению [12] принимаем радиусы закруглений у
вершин калибров и у буртов одинаковыми и равными 5мм, т.е. Толщина калибра 9-й клети будет
Толщина раската, выходящего из калибра 9-й клети
Также на основании
практических данных [1] величину зазора по буртам калибра принимаем 5мм, т.е. Площадь раската, выходящего из 9-й клети может быть определена как
и тогда, подставляя значения указанных параметров, получим
Коэффициент вытяжки в калибре 10- клети определяется как
Для проверки на захват, поступающего в калибр 10-й клети раската, необходимо провести расчет абсолютного обжатия в этой клети. Так как формы калибров 9-й и 10-й клети сильно различаются по конфигурации, то заменем их площадь приведенной (прямоугольной формы), где ширина полосы будет равна ширине раската, а толщина приведенной полосы может определена
и
Приведенная величина абсолютного обжатия будет ∆ Приведенная величина угла захвата в калибре 10-й клети будет
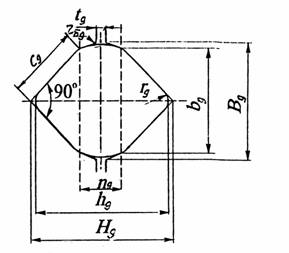
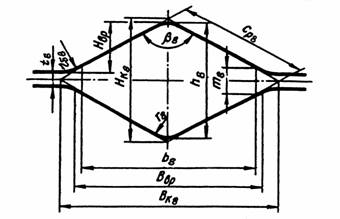
Как видно приведенный угол захвата значительно меньше ранее подсчитанных максимальных значений для подобных условий и, следовательно, условие захвата должно выполняться. Наиболее целесообразной формой калибра 8-клети является ромбический калибр, расположенный в горизонтальных валках. Построение и общий вид этого калибра представлено на рис.21. Рис.21. Построение и общий вид подготовительного ромбического калибра в 8-й клети стана. Размеры На практике используются ромбические
калибры, характеризующиеся величиной Для предотвращения образования в зазорах калибра «лампасов» рекомендуется принимать степень заполнения калибров д = Определяем максимально допустимый угол захвата в этом калибре по формуле М.С.Мутьева и П.Л.Клименко [14], если v=3.9м/с; t=990℃ и валки стальные по формуле [14], при v=2-4м/с
И тогда
и тогда величина максимального абсолютного обжатия будет ( ∆ При прокатке ромбической заготовки в квадратном калибре (условно можно считать прокатку ромбического раската в 9-м калибре). Сторона приведенного квадрата может быть определена как
Возможная ширина раската, выходящая из ромбического калибра 8-й клети будет
Принимаем коэффициент
вытяжки в 9-м калибре
И тогда, толщина раската, выходящая из ромбического калибра 8-й клети будет
Необходимо рассчитать уширение в 9-м калибре, чтобы выявить не будет ли переполнение калибра. Уширение ромбической полосы в квадратном калибре, если сторона квадратного (диагонального) калибра >30мм определяется по следующей формуле [11].
и тогда, подставляя значения получим
С учетом уширеня ширина раската в 9-м калибре должна быть
и как видно такой раскат
из ромбического калибра в квадратном может быть прокатан без переполнения
калибра, т.к. Остальные размеры ромбического калибра определяются из следующих эмперических рекомендаций [11] Так,
Отношение диагоналей в калибре расчетное
что как видно находится в рекомендованных пределах. Величину зазора у разъема
калибра принимаем равным 5мм, т.е. Теоретическая высота
ромбического калибра -
Притупление -
Теоретическая ширина
ромбического калибра -
Угол при вершине – в может быть определен как
и тогда в = 2∙arctg1.98 = 126.4° Сторона ромба -
В черновой группе клетей, состоящей из 6 – ти рабочих клетей дуо с чередующимися горизонтальными и вертикальными валками прокатка круглой заготовки диаметром 80мм, постапающая из обжимной косовалковой планетарной клети прокатывается по системе вытяжных калибров овал-ребровой овал. Эта система получила широкое распространение при прокатке на непрерывных станах круглой стали повышенной точности из легированных и высокопрочных сталей [14-16]. |

 мм (71)
мм (71)
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.