 |
|
МЕНЮ
|
Курсовая работа: Проект литейно-прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкого сорта5. Калибровка валков для прокатки круглой высокопрочной легированной стали диаметром 18мм высокой точности Прокатка на проектируемом литейно-прокатном модуле с планетарным косовалковым станом производится в 13 клетях, которые условно, как было показано на рис.7, выделены в следующие группы: обжимную (в виде планетарной клети), черновую (в количестве 6 клетей), промежуточную (из 4-х клетей) и 2 чистовые группы (по 2 клети). В обжимной планетарной косовалковой клети прокатка производится из круглой литой заготовки в круглую катаную с большой степенью деформации. В дальнейшем прокатка круглой высокопрочной легированной стали диаметром 18мм высокой точности производится следующим образом. В черновой группе клетей прокатка из круглой заготовки в овальный профиль производится по одной из систем вытяжных калибровок – системе овал – ребровой овал, которая наиболее подходит для производства круглых профилей высокой точности из высокопрочных легированных сталей [14]. Необходимый переход к ромбической и квадратной форме раската с последующим продольным разделением осуществляется в специальных калибрах подготовительной группы клетей по рекомендациям и методикам [12]. И, наконец, в чистовых группах клетей проката каждой нити разделенного раската, производится по системе квадрат-овал-круг, которая находит широкое применение для перевода квадратного сечения в круглое (для прокатки мелкосортной круглой стали [14]. Расчет калибровки круглой стали диаметром 18 мм производится против хода прокатки. Расчет калибров чистовой
группы клетей стана. Для прокатки круглой стали используют несколько схем
калибровок, которые применяются в зависимости от размера профиля, качества
стали, типа стана и его сортамента, а также других условий прокатки. Однако во
всех случаях предчистовым калибром является либо обычный однорадиусный овал,
либо плоский овал. Но более широко применяются предчистовые однорадиусные
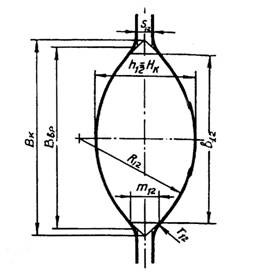
овальные калибры с отношением осей При всех способах прокатки чистовой круглый калибр выполняют с «развалом» - выпуском для предотвращения переполнения калибра и получения правильного круглого профиля. Построение такого круглого калибра показано на рис. 14.
Рис.14. Построение чистового круглого калибра. При конструировании чистового круглого калибра необходимо учитывать температурное расширение металла и допуски на отклонение размеров готового профиля. Построение круглого
калибра производится следующим образом. На окружности диаметра Для расчета диаметра профиля в горячем состоянии в чистовой клети стана (клеть 13-я), используется выражение
где
Расчет будем производить
при прокатке легированной стали 30ХГСА в круглый профиль
Ширина чистового калибра
Где И тогда Зазор между буртами
калибра – S выбирают в пределах (0.08 S = 0.11 Точки пересечения линий
зазора S с линией выпуска определяют ширину
вреза ручья
Подставляя значения получим
Закругления буртов выполняют радиусом
Профиль будет иметь
круглую форму, если ширина
Правильно выполненный круглый профиль в чистовом калибре 13-ой клети будет иметь площадь поперечного сечения
Чистовая группа клетей имеет обе группы клети с номинальным диаметром валков 250мм, при этом чистовая (13-я) - горизонтальные валки, а предчистовая (12-я) – вертикальные валки. Итак, чистовая (13-я) клеть имеет круглый калибр, предчистовая (12-я) клеть – однорадиусный овальный калибр, а подготовительный калибр (11-я) клеть представляет собой разделительный сдвоенный диагональный квадрат. Номинальный диаметр валков 11-й клети, входящий уже в подготовительную группу клетей составляет 330мм. Валки чистовой и
предчистовой группы клетей изготавливаются из отбеленного чугуна. Скорость
прокатки в чистовой клети стана профилей круглого сечения высокой точности из
высокопрочных легированных сталей принимается около 8 Для определения коэффициента вытяжки в чистовом калибре можно использовать формулу [11], которая имеет вид
Где И тогда,
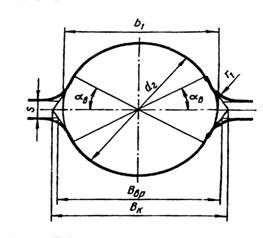
Уширение в чистовом круге определяется по формуле [14], которая имеет вид ∆ Где Д – номинальный диаметр валков, мм. И тогда, ∆ В качестве предчистового калибра может быть использован простой однорадиусный овальный калибр, построение которого представлено на рис. 15 Рис.15. Построение однорадиусного овального калибра. Для построения калибра
используются определенные в соответствии с принятым при расчете калибровки
режимом обжатий размеры высоты овального калибра
Площадь предчистового овала
Толщина предчистового
овала
Ширина предчистового овала
Обжатие в чистовом калибре ∆ Угол захвата в чистовом калибре
Допускаемый угол захвата можно определить по методике [13] с учетом значений коэффициентов для схемы прокатки овал-круг по формуле
где v – скорость прокатки,
M – коэффициент, учитывающий марку прокатываемой стали ( для легированной стали M=1.4); t – температура прокатываемой полосы, ℃;
K б; Примем степень заполнения
предчистового овального калибра И, тогда максимально допускаемое значение угла захвата в чистовом калибре составит
Поскольку Отношение осей овального профиля, задаваемого в чистовой калибр, составляет
При степени заполнения
предчистового овального калибра
Коэффициент формы калибра определяется как
Радиус очертания ручья овального калибра
Определим допустимое отношение осей овальной полосы по условию устойчивости ее в круглом калибре по методике [15] по формуле
где: И тогда,
Так как Так как Зазор S по буртам овального калибра
принимаем согласно [11] в пределах (0.15-0.2) И тогда, S=0.16∙ Радиусы закругленных
углов в овальном калибре И тогда,
Притупление овального калибра на практике чаще всего составляет
И тогда
Площадь сечения одного из подготовительных квадратов в сдвоенном разделительном калибре 11-й клети можно определить как для обычного диагонального квадратного калибра. И тогда, его площадь будет равна
Коэффициент вытяжки
подготовительного квадрата в овальном калибре 12-й клети может быть определен
согласно рекомендациям методике [14]. Так, согласно этой методике рекомендуется
общий коэффициент вытяжки при прокатке квадрата в овальном и круглом калибре
определять из графика в зависимости от диаметра получаемой круглой стали. При
заданном диаметре круглой стали равном 18 мм, общий коэффициент вытяжки будет
то тогда
Площадь задаваемого квадрата определится по формуле (21) и будет
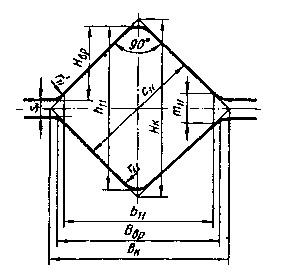
Построение стандартного диагонального квадратного калибра представлено на рис.16 Рис. 16. Построение стандартного диагонального квадратного калибра. Угол при вершине должен
быть 90° и
И тогда сторона квадрата калибра – c будет
Радиус закругления вершины квадратного калибра определяется как
Закругление бунта
выполняют радиусом |
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.