 |
|
МЕНЮ
|
Курсовая работа: Проект литейно-прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкого сортаВ обжимной планетарной косовалковой клети происходит очень интенсивная деформация круглой литой заготовки в круглый раскат. Степень деформации в этой клети составляет около 83-85%, а коэффициент вытяжки находится в пределах 5,9-6,6. Такая интенсивная
деформация повышает температуру раската на 70-100 Круглая заготовка задается через установленную по центру клети направляющую трубу. При пропуске заготовки она попадает одновременно на три валка. Головки валков установлены под определенным углом таким образом, чтобы их три оси не имели в центре общей точки пересечения. Благодаря такому смещению осей круглая заготовка втягивается в область деформации; между тремя валками, имеющими форму усеченного конуса, образуется коническая зона деформации. На переднем и заднем концах прутка образуются тубусообразные участки, длина которых зависит от коэффициента вытяжки. Геометрия валков довольно проста. Зона деформации (рис.8) в которой собственно происходит уменьшение сечения, образуется прямолинейной конической боковой поверхностью, затем следует также прямолинейный выравнивающий участок, длина которого выбирается таким образом, чтобы выходящий пруток имел гладкую поверхность. Размер цилиндрического колена должен обеспечивать возможность 10 кратной переточки валка до его полного износа. Технология больших обжатий тремя валками в одной зоне деформации обеспечивает хорошее сжатие металла при указанных ранее коэффициентах вытяжки. Как указывалось выше,
поперечно – винтовая прокатка обжимной клети осуществляется тремя коническими
валками, расположенными под углом 120 Разворот валков
относительно оси прокатки в плоскости, параллельной ротору, на некоторый угол
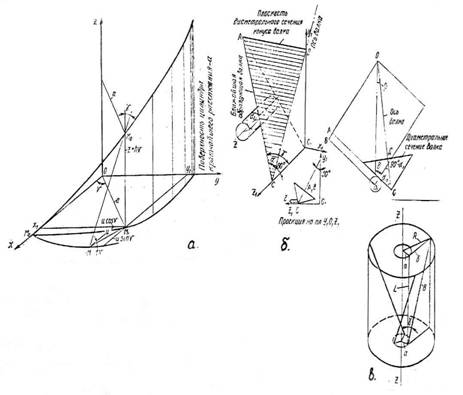
(5-20 Как видно, поперечно-винтовая прокатка может осуществляться только при соевом вращении заготовки. Однако, осевого вращения заготовки допустить нельзя, так как в целом прокатка ведется на непрерывном стане. И тогда, компенсация этого вращения заготовки допускается планетарным вращением обоймы с рабочими валками с такой же угловой скоростью, но в обратном направлении. Привод обоймы (ротора) от отдельного регулируемого по частоте вращения двигателя позволяет исключить любое самое незначительное вращение заготовки, вызванное, например, изменением коэффициента трения вследствие нестабильности технологических условий. Этим устранятся основные недостатки присущие обычной поперечно – винтовой прокатке: биение выходящего профиля вокруг своей оси, вызывающее необходимость применения промежуточных поддерживающих люнетов и исключающее получение длинномерных раскатов, а также невозможность компоновки такого вида прокатки в непрерывном процессе с продольной прокаткой. Использование принципов поперечно – винтовой и планетарной прокатки в обжимной клети проектируемого литейно – прокатного модуля, позволяет получать прокат симметричного круглого поперечного сечения, неограниченной длины, с большой степенью вытяжки. Конические валки, вращаясь вокруг оси заготовки (независимо от наличия своего собственного вращения), описывают в пространстве ассиметричную фигуру, поверхность которой может быть определена уравнением однополостного гиперболоида. Для установления технологических параметров прокатки заготовки, поступающей в зону деформации такой формы между тремя коническими валками, каждый из которых имеет свой очаг деформации, существует определенное теоретическое исследование [11], позволяющее представить расчетную схему определения геликоидальной поверхности на планетарном косовалковом стане (см. рис.9)
Рис.9. Расчетная схема определения геликоидальной поверхности на планетарном стане а – при винтовом движении ближайшей образующей; б – технологических параметров геликоида; в – длины очага деформации. Расстояние L между плоскостями сечений входа и
выхода равно b:
Контур поперечных сечений зоны деформации представляет собой выпуклый кривошипный треугольник, обладающий симметрией вращения без отражений. Выпуклые стороны треугольника очерчены эвольвентными кривыми, вогнутые участки –эллиптические (наклонные сечения конической поверхности валка). Выходящий из валков профиль при прокатке на планетарном косовалковом стане также представляет собой трехзаходный геликоид вращения, контур поперечного сечения которого представлен выпуклым эвольвентным треугольником, описанным вокруг расчетного круга радиуса а. Высота винтовых гребней
на поверхности профиля, образованных вершинами этого треугольника, относительно
размера - а, лежит в пределах 0,6-0,8мм.Так как эти винтовые гребни имеют
отношение глубины к высоте не менее 1:20 Итак, применение в проекте в обжимной клети косовалкового планетарного принципа прокатки дает следующие преимущества: - высокие вытяжки за проход, способствуют снижению массы устанавливаемого оборудования при заданной производительности; - компактность конструкции и малая занимаемая площадь; - полная непрерывность и монотонность процесса деформации, отсутствие ударных динамических нагрузок и, следовательно, низкий уровень шума; - отсутствие вводной и выводной арматуры, относительная простота электропривода; - возможность перехода с размера на размер простой перестройкой положения валков (без перевалки); - высокомеханизированное и автоматизированное управление работой клети, в результате чего управление может осуществлять 1 человек; - низкие простои оборудования (перевалка трех валков осуществляется за 15 минут); - уменьшение первичного окалинообразования, обрези и сокращения неполадок в зоне черновой прокатки, что позволяет увеличить показатели выхода годного на 1%; - улучшение всех показателей качества проката. Непрерывно – выходящий из обжимной косовалковой планетарной клети круглый раскат диаметром 70-90мм проходит через летучие ножницы для обрезки концов, что способствует улучшению захватывающей способности валками черновой группы клетей. Черновая группа клетей 420, состоящая из 6-ти комбинированных клетей повышенной жесткости позволяет вести прокатку с более высокой точностью. Калибровка валков этих клетей производится по системе овал – круг. Такая система вытяжки валков наиболее предпочтительная, так как позволяет увеличить качество (точность) и пластичность раскатов, что особенно важно при получении сортовых профилей не только из углеродистых, но и легированных и высоколегированных сталей. Для лучшего захвата раската валками промежуточной группы клетей передний конец его в отдельных случаях может обрезаться на аварийных летучих ножницах, находящихся между черновой и промежуточной группой клетей. Но основное назначение этих ножниц предназначено для аварийной порезки раската. Промежуточная группа клетей 330 состоит из 4-х клетей, три из которых предназначены для подготовки раската к разделению, в связи с чем калибровка валков их определенным образом рассчитана и предназначена для этого. Клети эти также выполнены с повышенной жесткостью для обеспечения высокоточного раската. Особенностью прокатки в последней клети этой группы клетей является прокатка раската с одновременным его разделением. Прокатка – разделение является третьим оригинальным технологическим решением (после использование МНЛЗ и косовалковой планетарной прокатки) в данном проекте. В настоящее время предложено несколько способов прокатки – разделения раската в валках. Большие теоретические и экспериментальные исследования в этом вопросе, а также достаточно большой практический материал позволяют с успехом применять этот оригинальный процесс в новых проектах прокатных станов [1,12,13]. Рассмотрим некоторые из них, прежде чем принять тот, который будет использован в данном проекте. Так, например, в работе [1] предусматривалась возможность продольного разделения раската в горячем состоянии в калибрах взаимно эксцентричных друг к другу и с переменным по окружности валка расстоянием между ними. Однако, сведения об экспериментальной надежной и практической проверке этого способа в технической литературе отсутствуют, что не позволило предложить его данном проекте. Сложность этого способа определяется и изготовлением калиброванных валков со взаимным эксцентриситетом и др. Современная технология прокатки – разделения использует следующие способы продольного разделения при скоростной прокатке. Из представленных на рисунке способов наиболее качественное разделение давали способы: встречного сдвига в калибре (рис.11,а); с помощью резки на неприводных дисковых ножницах, установленных на привалковом брусе на минимальном расстоянии от валков (рис.11,б); разделение сдвигом по совпадающим наклонным граням раската (рис.11,г), и разрыв перемычки клиновым гребнем валка (рис.11,д). Однако и указанные способы имеют каждый свои преимущества и недостатки и пока нет безапелляционных рекомендаций в их использовании. В связи с практическими данными и многочисленными исследованиями согласно работы [1] было намечено в данном проекте остановиться на способе разрыва перемычки клиновыми гребнями валков (по аналогии с рис.11,д). В связи с таким способом прокатки - разделения Была предложена особая калибровка валков промежуточной группы клетей 380. Для построения и расчета специальных калибров валков были использованы рекомендации [1]. В промышленных условиях
качество раскатов и готовой продукции, полученной прокаткой – разделением в
сочетании с непрерывно-литой заготовкой на МНЛЗ, исследовала японская фирма
«Мицубиси дзюкоге» [1]. Так, место на литой заготовки переходило в зону
сочленения заготовок, подвергаясь максимальной степени деформации. Было
установлено, что макроструктура металла в зоне перемычки достаточно плотная и
однородная. Изменение макроструктуры поперечного сечения раската при
двухручьевой схеме прокатки-разделения представлено на рис.12. Так, даже после
большой ( В дальнейшем разделенный раскат в виде квадратного сечения поступает в две чистовые группы клетей 250 и прокатывается в них до готового профиля (круга, шестигранника, квадрата или арматурного профиля). При прокатке полосы необходима сквозная смена калибровки валков. Для получения высокоточного проката рабочие клети чистовой группы, как уже указывалось выше, проектируют предварительно – напряженными, т.е. имеющими повышенную жесткость. Прокатанный профиль в виде круга, квадрата, шестигранника, арматурного профиля или полосы разрезается летучими ножницами ротационного типа на 60-ти метровые штуки, которые поступают на обычное или ускоренное охлаждение. Скорость порезки, выходящих из последней клети раскатов, составляет от 8 до 10м/с и зависит от сечения прокатного профиля. Качество реза на летучих ножницах данного типа апробировано практикой работы их на существующих мелкосортных и среднесортных станах и обеспечивается необходимыми требованиями. Обычный сортовой прокат разрезается летучими ножницами на длины, соответствующие длине холодильника. Холодильник реечного типа длиной 60м. На холодильнике прокат остывает, перемещается в поперечном направлении; укладывается на цепное перекладывающее устройство, где формируются пакеты прутков дл дальнейшей порезки на мерные длины и правки (при необходимости). Длина передаточно-сортировочного стеллажа составляет также 60м. Для ускорения охлаждения проката под решетками холодильника, на выходной ее стороне, установлены осевые вентиляторы, сориентированные так, что их воздушный поток направлен наклонно вверх против направления перемещения проката. Производительность каждого вентилятора составляет 20000м/с. С холодильника охлажденный прокат поступает на роликоправильную машину, где в случае необходимости правится со скоростью 4 м/с. Если правка профилей не предусмотрена, правильная машина заменяется секцией рольганга. От участка правки прокат поступает по транспортному рольгангу и передается к упору. Затем с помощью цепного перекладывающего устройства передаточно-сортировочного стеллажа и выравнивающего упоронакопителя формируется пакет для порезки на ножницах холодной резки. После порезки на ножницах прокат сортируют в потоке и передают на отводящую рольгангу по участок пакетирования и штабелирования. На участке пакетирования прутки передают в карманы для увязки, а отбракованные в специальные противоположно расположенные карманы. На участке увязки каждый пакет обвязывается 4-мя автономно работающими вязальными машинами. Время обвязки около 12с, максимальный диаметр пакета 300мм, масса пакета 1-5т. После взвешивания и навешивания бирок пакеты отправляются на склад готовой продукции для дальнейшей отправки потребителю. Сортовой прокат из специальных сталей имеет другую технологию охлаждения. Она может предусматривать вначале для ряда сталей ускоренное охлаждение, а в витой части замедленное охлаждение. Так, например, прокат круглого сечения для формирования железобетонных конструкций после порезки на летучих ножницах транспортируют при помощи трайб-аппаратов через установку ускоренного регулируемого охлаждения, которое обеспечивает термическое упрочнение, снижение вторичного окалинообразования и повышение механических свойств. Эта установка располагается рядом (параллельно) с отводящим рольгангом после порезки раската на летучих ножницах. Попадает раскат на установку с помощью специального направляющего устройства. При такой технологии
охлаждения раскат после прокатки режется летучими ножницами на 12-метровые
штуки, которые поступают на участок ускоренного охлаждения длиной 72 м,
включающий 5 секций охлаждения. Диаметр охлаждающих труб 30, 40 и 50мм.
Максимальный расход воды 200 Температура самоотпуска проката после термоупрочнения составляет: дл класса Ат-ІІІс-580-650℃; Ат-IV -480-580℃; Ат- V-400-500℃; Ат-VI-350-450℃; Ат-VII-300-350℃.Режим термоупрочнения стали для армирования устанавливается в зависимости от температуры самоотпуска и процентного содержания магнитной фазы изменением давления и количества воды при одноступенчатом охлаждении. При одноступенчатом охлаждении прокат, выйдя из последней клети прокатного стана и порезки на летучих ножницах, охлаждается в последовательно расположенных секциях установок, а затем транспортируется на холодильник. При двухступенчатом охлаждении профиль охлаждается вначале в секциях установки ускоренного охлаждения, затем проходит на открытом холодильнике участок отогрева поверхности и окончательно термически обрабатывается (изотермически закаливается) в термостойких агрегатах замедленного охлаждения. Выбор схемы упрочнения зависит от химического состава стали, профилеразмера и класса прочности. Дальнейшая отделка (правка, порезка, упаковка) для проката из специальных сталей производится аналогичным образом, как и для проката из обычных сталей. 4. Баланс металла Баланс металла по литейно-прокатному модулю должен соответствовать в статьях прихода массе исходной жидкой стали и ее равенству по массе статьям расхода на МНЛЗ, при нагреве в нагревательной печи (угар) и при прокатке на стане (обрезь). На основании существующей производительности подобных прокатных станов, работающих за рубежом, а также с учетом достигнутых расходных коэффициентов или показателей выхода годного можно составлять баланс металла по проектируемому литейно-прокатному модулю. Так, в настоящее время, вероятным является получение бездефектных непрерывно-литых заготовок в количестве 97% от выплавляемой стали [1]. Опыт работы мелкосортно-проволочных станов за рубежом, где в качестве обжимной клети использовалась 3-х валковая планетарная клеть и литая заготовка показал, что выход годного составляет 96,0% [4]. Работа нагревательных печей с шагающими балками позволяет снизить угар металла до 1,5%. Однако в технологии проектируемого стана такая нагревательная печь работает в основном на «горячем всаде» и поэтому угар металла реально может быть снижен до 1,2%. Так как общие потери металла при прокатке непрерывно-литых заготовок на стане составляют 4%, то очевидно обрезь концов будет составлять разность между полными потерями на стане и угаром, т.е. 4%-1,2%=2,8%. Как показывает практика работы все показатели расходов металла на обрезь и угар могут быть увеличены на 20% от средних значений, указанных выше, при производстве сортового проката из качественных и высококачественных углеродистых и легированных сталей: и, наоборот уменьшены на 20% при производстве сорта из обыкновенных низкоуглеродистых сталей. Если выход годного обозначить как ВГ, то расходный коэффициент – Кр может быть определен как обратная величина, т.е. Кр=1/ВГ. Таким образом, основываясь на выше представленных сведениях по выходу годного металла и используя принятую ранее укрупненную программу выпуска продукции (см.табл.1), можно представить баланс металла по проектируемому литейно-прокатному модулю в форме следующей таблицы 2. Таблица 2. Баланс металла по проектируемому литейно-прокатному модулю с косовалковым планетарным станом РSW для производства мелкого сорта
Таким образом, для планируемой производительности необходимо 626,85 тыс.т литых сортовых заготовок, а для их получения необходимо выплавить 646,24тыс.т. стали. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.