Длительность нагрева выше данной температуры различных точек
термического влияния можно определить по термическим циклам этих точек или рассчитать
по формуле, используя номограмму распределения коэффициентов при расчете длительности
нагрева выше заданной температуры (приложение 4).
При однопроходной сварке листов в стык длительность нагрева τн
выше заданной температуры T определяется
выражением:
где: qu - эффективная
тепловая мощность дуги, Вт;
λ - коэффициент
теплопроводности, Вт/ (см ∙ К);
d - толщина свариваемых
листов, см;
v - скорость сварки, см/с;
сg - общая теплоемкость,
Дж/ (см3 ∙ К);
T - температура нагрева исследуемой
точки в процессе сварки,°С;
Tmax - температура
плавления стали,°С;
T0 - начальная температура
тела перед сваркой,°С; T0 = 18°С;
f2 - коэффициент, зависящий
от безразмерной температуры Ө;
- безразмерная температура,
изменяющаяся в пределах от 0 до 1.
.
Ө = 0,86.
В соответствии с номограммой для распределения коэффициентов
при расчете длительности нагрева выше заданной температуры (приложение 4), определяем
f2.
В курсовой работе были рассмотрены принципы тепловых расчетов
при сварке пластин. Освоена методика получения расчетных зависимостей на основе
закона теплопроводности Фурье и уравнений теплопроводности. Ознакомились с принципами
выбора схем нагреваемого тела и источников тепла. Применительно к заданию было обосновано
применение схемы пластины и подвижного линейного источника тепла.
Расчеты проводились на персональном компьютере по разработанной
программе в Microsoft Excel. Результаты расчетов иллюстрируются графиками и массивными
данными.
Выполненная работа позволяет более обосновано назначить режимы
сварки, так как наглядно иллюстрирует влияние различных параметров на скорости охлаждения
заданных точек тела и время пребывания выше заданной температуры.
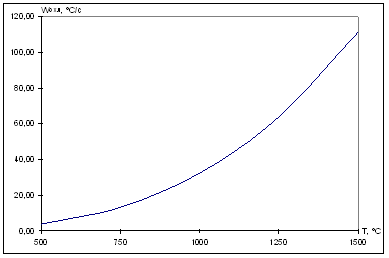
С помощью термически циклов увидели, как изменяется температура
заданных точек с течением времени по мере продвижения источника тепла по оси сварки.
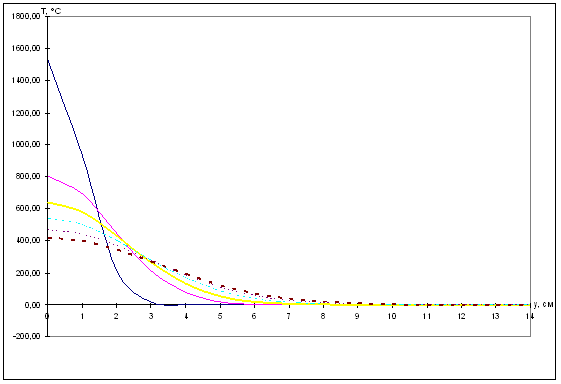
На основании изохрон увидели изменение температуры по перпендикуляру
к оси сварки. На оси сварки температура резко уменьшается; по мере удаления от оси
сварки температура в начале условно равна 0, но при продвижении теплового потока
температура увеличивается.
Табл.1. - Значение теплофизических свойств различных материалов
Материал
Cγ, Дж/ (см3 ∙ К)
λ, Вт/ (см ∙ К)
a, см2/с
Малоуглеродистая сталь
4,74
0,4
0,085
Углеродистая сталь
4,74
0,37 - 0,46
0,079 - 0,096
Низколегированная сталь
4,74
0,33 - 0,37
0,070 - 0,079
Хромистая сталь
4,74
0,25
0,053
Хромоникелевая сталь
4,74
0,17 - 0,25
0,035 - 0,053
Алюминий
2,7
2,62
1,00
Алюминиевые сплавы
АМг-5, АМг-6, ВАД-1
2,71
1,33
0,5 - 0,51
Медь красная
3,8
3,75
0,95
Титановые сплавы
9,8
0,141
0,40
Бериллий
4,6
1,87
0,41
Приложение 2
Табл.2. - Значение
эффективного КПД процесса нагрева изделия дугой при различных условиях сварки
Вид сварки
Эффективного КПД
Под флюсом
0,80 - 0,95
Угольным электродом
0,50 - 0,70
Вольфрамовым электродом в среде аргона
0,48 - 0,52
Плавящимся электродом в среде аргона
0,68 - 0,74
Плавящимся толстопокрытым электродом
0,70 - 0,80
Приложение 3
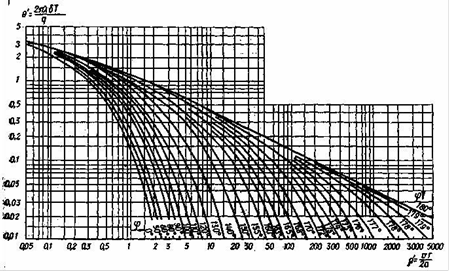
Рис.3. Номограмма для вычисления температурных полей предельного
состояния в бесконечной пластине без теплоотдачи (δ - толщина образцов; λ - коэффициент теплопроводности;
a - коэффициент температуропроводности; qu - эффективная
тепловая мощность дуги; v - скорость сварки; T - температура
нагрева исследуемой точки в процессе сварки)
Приложение 4
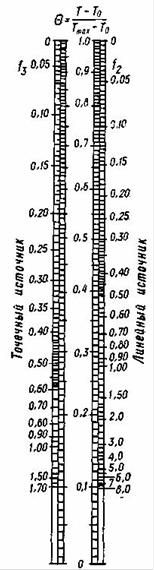
Рис.4. Номограмма для распределения коэффициентов при расчете
длительности нагрева выше заданной температуры
(T - температура нагрева исследуемой точки в процессе сварки;
Tmax - температура плавления стали; T0 - начальная температура
тела перед сваркой)
Приложение 5
Табл.5. - Термические циклы точек основного металла