|
|
МЕНЮ
|
Курсовая работа: Назначение и устройство червячного одноступенчатого редуктора
Конструкторская жёсткость детали позволяет обрабатывать ее, используя обычные режимы резания, а также нет необходимости для применения устройств (люнетов), служащих для увеличения жёсткости системы обработки. Все поверхности детали открыты для её обработки резанием и позволяют применять стандартные режущие инструменты. В целом конструкция детали технологична и при создании необходимых условий обработки, трудностей при её изготовлении не возникнет. Показатели качества детали Колесо червячное предназначено для передачи и преображения крутящего момента, для этого на его внешнем диаметре нарезаны зубья. Для передачи крутящего момента предназначен шпоночный паз. Для нормальной работы червячное колесо должно плотно сидеть на валу, поэтому его внутренний диаметр выполнен по посадке Æ60Н7, что достигается шлифовкой. Чтобы колесо легко собиралось, необходимо обеспечить следующие требования, предъявляемые к шпоночному пазу: допуск симметричности 0,016 мкм, допуск параллельности 0,028мкм относительно оси отверстия. Точность остальных размеров находится в пределах 14 квалитета точности. Шероховатость шпоночного паза составляет Ra=3,2мкм и может быть обеспечена во время протягивания. Шероховатость оставшихся поверхностей Ra=6,3мкм и не требует чистовых и доводочных операций. Выбор заготовки и способа её изготовления Определяем коды материала, серийности производства, конструктивной формы и массы заготовки. 1) Материал. По табл. 3.1 [4] для Стали 45 определяем код – 6 (легированные стали). 2) По табл. 3.3 [4] – серийность Вид заготовки – штамповка, поковка Масса – 6,1 кг Годовая программа выпуска – 2500 шт. Код – 3. 3) Определяем конструктивную форму по чертежу по табл. 3.2 [4]– код 3: детали типа дисков. 4) По табл. 3.4 [4] определяем код массы – 4. Имеем следующие обозначение заготовки 6-3-3-4 Из табл. 3.7 выписываем рекомендуемые виды заготовок: 7 – штамповка на молотах и прессах; 8 – штамповка на горизонтально-ковочных машинах; 9 – Свободная ковка. Методы получения заготовок: 1) Штамповка на молотах или штамповка на прессах; 2) Штамповка на горизонтально-ковочных машинах; 3) Свободная ковка. Штамповка на молотах и прессах Масса заготовки
где Квт =0,8 (табл. 3.5 [4]), Gд = 6,5 кг Базовая стоимость 1 т заготовок
Ц1 = 463 руб, Ц2 = 446 руб, М1= 5,65 кг, М2 = 8,5 кг (табл. 3.4 [4]) Стоимость заготовки
Кто=25 для нормализации, Кт=1,0; Кс= 1,3 (табл. 3.9 [4]) Штамповка на горизонтально-ковочных машинах Масса заготовки
где Квт =0,85 (табл. 3.1 [4]), Gд = 6,5 кг Базовая стоимость 1 т заготовок
Ц1 = 463 руб, Ц2 = 446 руб, М1= 5,65 кг, М2 = 8,5 кг (табл. 3.4) Стоимость заготовки
Кто=25 для нормализации, Кт = 1,0; Кс = 1,0 (табл. 3.9 [4]) Свободная ковка Масса заготовки
где Квт =0,6 (табл. 1), Gд = 6,5 кг Базовая стоимость 1 т заготовок
Ц1 = 424 руб, Ц2 = 387 руб, М1= 5,65 кг, М2 = 10 кг (табл. 3.4 [4]) Стоимость заготовки
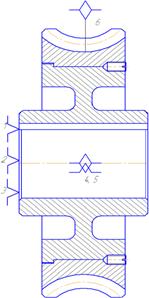
Кто = 25 для нормализации, Кт = 1,0; Кс = 1,0 (табл. 3.9 [4]) Выбираем получение заготовок на горизонтально-ковочных машинах, Сзаг = 13,46 руб Определение типа производства Согласно ГОСТ 3.1108-74 ЕСТД и ГОСТ 14.004-74 ЕСТД одной из основных характеристик типа производства является коэффициент закрепления операций Кз.о. Коэффициент Кз.о показывает отношение числа всех операций, выполняемых в цехе в течение месяца, к числу рабочих мест, т.е. характеризует число операций, приходящихся в среднем на одно рабочее место в месяц, или степень специализации рабочих мест. При Кз.о £ 1 производство является массовым 1£Кз.о £ 10 – крупносерийным; 10£Кз.о £ 20 - среднесерийным; 20£Кз.о £ 40 – мелкосерийным. В единичном производстве Кз.о не регламентируется. Упрощёно, тип производства можно определить по массе детали и годовой программе выпуска. При массе 6,5 кг и годовой программе выпуска 2500 штук в год тип производства – средне-серийное. Разработка маршрутного технологического процесса. Выбор общих технологических баз Для детали колесо червячное в собре выбираем следующие технологические базы: установочная (1, 2, 3), двойная опорная (4, 5), опорная (6) (рисунок 4). Такое базирование обеспечит заданную точность в процессе изготовления детали и будет обеспечена при базировании на оправке и в мембранном патроне при шлифовании внутреннего диаметра колеса. Для первой операции выбираем базирование в центровой оправке.
Рисунок 4 – Схема базирования колеса червячного в сборе Разработка последовательности выполнения операций Разработка последовательности выполнения операций – это, так называемый, маршрут обработки заготовки, который представлен в таблице 5. Таблица 5 - Технологические схемы обработки
Проектирование операционного технологического процесса. Выбор оборудования и СТО Оборудование и их технические характеристики представлены в таблице 6. Таблица 6 – Технологическое оборудование
Для обработки шестерни на различном оборудовании выбираем стандартный металлорежущий инструмент [6, гл.3] и заносим его в таблицу 7. Таблица 7 – Металлорежущий инструмент
Формирование структуры операций и построение размерных схем При современном уровне требований к изделиям машиностроения высокие показатели качества деталей машин, как правило, могут быть достигнуты лишь путем ряда последовательно выполняемых технологических операций. Свойства деталей формируются поэтапно – от операции к операции, поскольку для каждого способа обработки существуют возможности исправления исходных погрешностей заготовки и получения требуемых точности и качества обработанных поверхностей. Поэтому, как отмечалось ранее, при изготовлении заготовки необходимо стремиться, чтобы она по форме и размерам максимально приближалась к готовой детали. Это приводит к повышению точности и качества поверхностей готовой детали, способствует экономии материала и сокращению трудоемкости механической обработки. Для достижения поставленной задачи – обеспечения заданных показателей редуктора – следует правильно назначить припуски и допуски на заготовку рассматриваемого червячного колеса. На обрабатываемые поверхности заготовки червячного колеса назначаем припуски и допуски по ГОСТ 26645 – 85 и записываем их значения в таблицу 8. Таблица 8 - Припуски и допуски на обрабатываемые поверхности червячного колеса (размеры в мм)
Технологическое установочно-зажимное приспособление. Служебное назначение приспособления Для чистовой обработки наружной поверхности и шлифования колесо надеваем на центрирующую оправку, которая обеспечит заданную точность установки. Центровые оправки применяют для установки с центральным базовым отверстием втулок, колец, шестерён, обрабатываемых на многорезцовых шлифовальных и других станках. При обработке партии таких деталей требуется получить высокую концентричность наружных и внутренних поверхностей и заданную перпендикулярность торцов к оси детали. Показатели качества приспособления При базировании на центрирующей оправке на чистовых операциях и при обработке зубьев заготовка устанавливается по обработанному внутреннему диаметру, что позволяет избежать погрешностей базирования, поскольку обеспечивает взаимосвязь между зубчатой поверхностью и осью посадочного отверстия. При выбранной схеме базирования заготовки на центрирующей оправке технологическая, конструкторская база и измерительная совпадают, что приведет к отсутствию погрешности базирования. Для оправки с тарельчатыми пружинами погрешность установки
Износ при обработке колеса при базировании на тарельчатые пружины eи= 0,007мм. Погрешность фиксации eс=0,001мм. Принципиальная схема и описание работы приспособления. Оправки и патроны с тарельчатыми пружинами применяются для центрирования и зажима по внутренней или наружной цилиндрической поверхности обрабатываемых деталей. В графической части показана центровая оправка с тарельчатыми пружинами. Оправка состоит из корпуса 7, упорного кольца 2, пакета тарельчатых пружин 6, нажимной втулки 3 и тяги 1, и гайкой 4. Оправку применяют для установки и закрепления детали 5 по внутренней цилиндрической поверхности. При закручивании гайки 4, последняя, через втулку 3, нажимает на тарельчатые пружины 6. Пружины выпрямляются, их наружный диаметр увеличивается, а внутренний уменьшается, и обрабатываемая деталь 5 центрируется и зажимается. Заключение В результате проделанной работы были реализованы навыки ведения самостоятельной инженерной работы, изучена методика теоретико-эксперементальных исследований технологических процессов механо-сборочного производства. Осуществлено проектирования технологических процессов сборки редуктора червячного одноступенчатого и технологических процессов изготовления детали – колесо червячное в сборе. Список использованных источников 1. Маталин А.А. Технология машиностроения. Л.: Машиностроение, Ленингр. Отд-ние, 1985г. 496с. 2. Аверченков В.И., Гордиленко О.А. и др. Сборник задач и упражнений по технологии машиностроения. М: Машиностроение, 1988г. 192с. 3. Руцкой A.M., Шишков С.Е. и др. Сборник задач и упражнений по технологии машиностроения. Курск ГТУ. Курск, 2000г. 240с. 4. Справочник контролёра машиностроительного завода. Допуски, посадки, линейные измерения/ А.Н. Виноградов, Ю.А. Воробьёв, Л.Н. Воронцов. М.: Машиностроение. 1980г. 527с. 5. Справочник технолога-машиностроителя. Т. 1. /А.Г. Косилова, Р.К. Мещеряков. М.: Машиностроение. 1986г. 656с. 6. Справочник технолога-машиностроителя. Т. 2. /А.Г. Косилова, Р.К. Мещеряков. М.: Машиностроение. 1986г. 496с. 7. Якушев А.И. и др. Взаимозаменяемость, стандартизация и технические измерения. М.: Машиностроение, 1986г. 8. Допуски и посадки: Справочник под ред. Мягкова. Л.: Машиностроение, 1979г. 9. Белоусов А.П. Проектирование станочных приспособлений. М., «Высшая школа», 1974г. 264с. 10. Колесов И.М. Основы технологии машиностроения: Учеб. для машиностроит. спец. вузов. – 3-е изд., стер. – М.: Высш. шк., 2001г. 591с.: ил. 11. ГОСТ 29285 – 92 «Редукторы и мотор – редукторы. Общие требования к методам испытаний |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||