 |
|
МЕНЮ
|
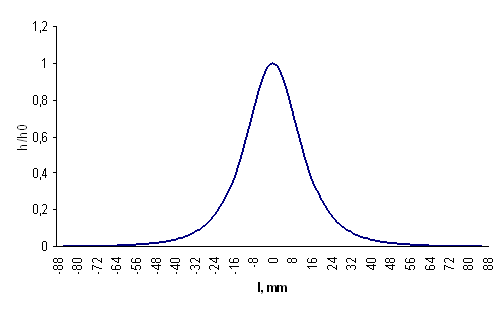
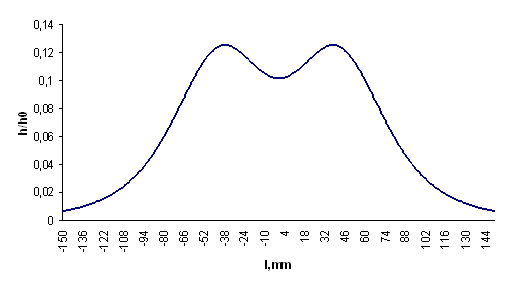
Курсовая работа: Метод магнетронного напыления покрытий с ионным ассистированиемгде h0 – толщина покрытия в центре подложки (l=0), при H=20мм.
Рис.5. Распределение толщины покрытия, при H=20мм; R=10мм; V=1мм/ч; t=1ч. Примем за максимально допустимую степень неравномерности толщины покрытия на подложке Dmax=20%. Как видно из рис.5, область равномерного распределения составляет L=14мм. Таким образом, для нанесения покрытия с равномерным распределением по толщине на изделия протяжённостью более 14 мм необходимо использовать несколько распылителей. Из соображений, что на установке будут обрабатываться образцы длиной не более Lобр=120мм, рассчитаем такое положение двух магнетронов относительно образцов и друг друга, при котором обеспечивается приемлемая степень однородности распределения толщины покрытия. Т.к. радиус распыляемых мишеней составляет R=20мм, следовательно, минимальное расстояние, на которое можно поместить магнетроны, Δlmin=40мм, а максимальное Δlmax =120мм. Результаты расчётов представлены на рис. 6, 7, 8.
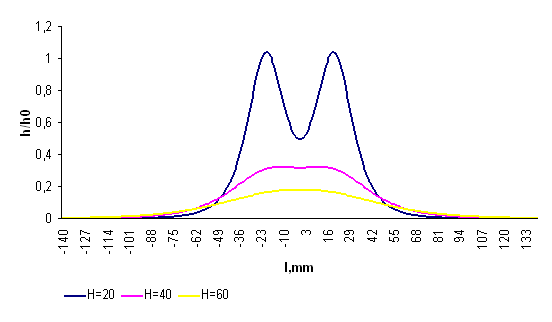
Рис.6. Распределения толщины покрытия при Δl=40мм (DH=20=96%, DH=40=76%, DH=60=62%).
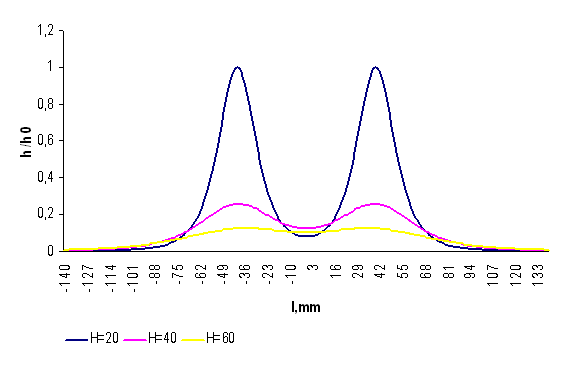
Рис.7. Распределения толщины покрытия при Δl=80мм (DH=20=92%, DH=40=52%, DH=60=23%).
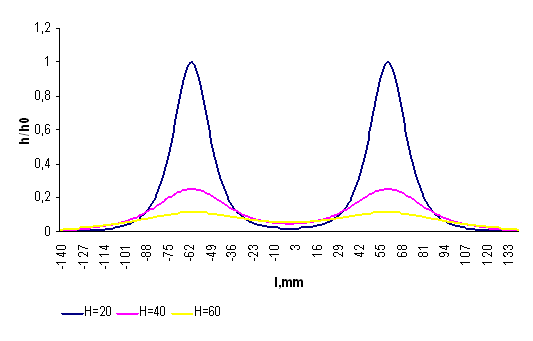
Рис.8. Распределения толщины покрытия при Δl=120мм (DH=20=98%, DH=40=81%, DH=60=52%).
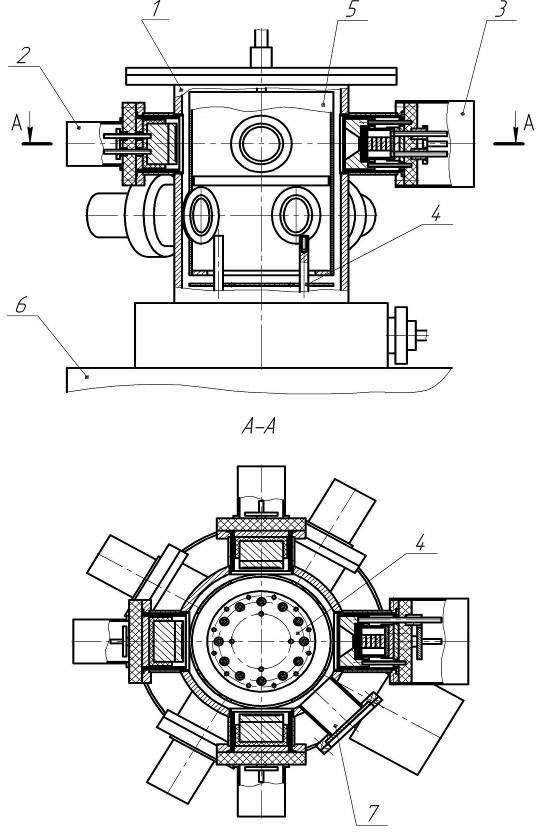
Рис.9. Оптимальное распределение, Н=60мм, Δ l=83мм. При Н=60мм, Δl=83мм получим D=20%, L=120мм, следовательно, распределение с данным набором параметров Н и Δl (рис.9) является оптимальным, т.к. результаты удовлетворяют условиям задачи (D≤Dmax; L≥Lобр; Δlmin≤ Δl≤ Δlmax). 3. Методика эксперимента 3.1 Описание установкиЭксперименты были проведены на установке для нанесения покрытий (рис.11), состоящей из вакуумной камеры 1, шести плоских магнетронов 2, двух ионных источников холловского типа 3, манипулятора 4 и экрана 5. Образцы закрепляются на электрически изолированные держатели манипулятора, на которые можно подавать отрицательный потенциала до 1 кВ относительно заземлённой камеры. Манипулятор обеспечивает вращение образцов со скорость 2об/мин относительно оси вакуумной камеры, причём вокруг своей оси держатели совершают полный оборот в пределах сектора с наиболее интенсивным потоком распылённых атомов мишени. Камера помещена на вакуумный стенд 6 с безмаслянной откачкой. Для форвакуумной откачки используется пластинчато-роторный насос 2НВР-90Д (быстродействие 25л/с), для достижения предельного давления (4,27·10-7 Торр) - турбомолекулярный насос ТМН-500 (быстродействие 500л/с). Рабочий газ напускается в объем камеры через ионные источники, газовый поток контролируется многоканальной электронной системой Bronkherst HIT-TECH. Для электрического питания магнетронов используется шестиканальный блок с возможностью электронного документирования параметров разряда магнетронов и автоматической блокировки работы устройств в случае нештатной ситуации. Он размещается совместно с двумя блоками питания источников ионов и блоком смещения напряжения в стойке управления. В магнетронах используются постоянные Sa-Co магниты с напряженностью поля на полюсах 0,4 Тл. Распыляемые мишени представляют собой диски диаметром 40мм и толщиной 3-4мм. Технологический цикл обработки изделий включает в себя этап чистки мишеней. Для того чтобы распылённый при этом материал не осаждался на образцы используется экран 5. Фланцы камеры, магнетроны и источники ионов охлаждаются проточной водой. Технические характеристики газоразрядных устройств, используемых в данной установке представлены в табл.2. Табл.2. Технические характеристики магнетрона и источника ионов.
Рис.11. Схема установки для нанесения покрытий. 1-вакуумная камера; 2-магнетрон; 3-источник ионов; 4-манипулятор; 5-экран; 6-вакуумный стенд; 7-смотровое окошко.3.2 Технологический цикл нанесения покрытийВ качестве образцов для данного эксперимента использовали 12 трубок из конструкторской стали со средней длиной l=10 мм, внешним диаметром Dобр=6мм и внутренним dобр=3,7мм, закреплены на шпильке диаметром Dш=3мм и зажаты гайками с двух сторон. Технологический цикл эксперимента: 1. Очистка образцов в ультразвуковой ванне (t=30мин). 2. Измерение массы образцов. 3. Ионная чистка образцов (t=20мин). Устанавливаем образцы в вакуумную камеру и откачиваем до предельного давления P=2·10-5 Торр. Задаём поток аргона QAr=20 мл/мин, давление 10-3 Торр. Включаем ионные источники с током Ii=0,4А и задаем напряжение смещения U=1кВ. Экран закрывает мишени. 4. Чистка мишеней (t=2мин). Устанавливаем поток аргона QAr=45 мл/мин, давление P=2,2·10-3 Торр. Включаем магнетроны с током Im=200 мА. Экран закрывает мишени. 5. Охлаждение образцов в вакууме (t=20 мин). Давление остаточного газа P=2×10-5 Торр. 6. Контрольное измерение массы образцов для определения количества распылённого материала. После чего повторяем предыдущие этапы цикла (ионную чистку образцов и чистку мишеней). 7. Нанесение покрытия (t=60мин). Устанавливаем потоки газов: QAr=28,8 мл/мин, QN2=6,2 мл/мин. Напряжение смещение задаем U=100В. Открываем экран. Ток магнетронов и источников ионов 0,4 200. 8. Охлаждение образцов в вакууме (t=40 мин). Давление остаточного газа P=2×10-5 Торр. 9. Контрольное измерение массы образцов для определения массы напыленного материала. 3.3 Результаты и их обсуждениеРезультаты эксперимента представлены в таблице 3. Табл.3. Результаты эксперимента.
где lср– средняя длина образца, |
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.