|
|
МЕНЮ
|
Курсовая работа: Гофрокартон и особенности его производстваТемпература начала клейстеризации зерен крахмала в составе клея зависит, прежде всего, от содержания щелочи, но кинетика набухания больше зависит от природной основы крахмала. Так, известно, например, что картофельный крахмал имеет степень набухания около 1000, тапиоковый — более 70 и кукурузный — около 24. Данное число показывает, сколько объемов воды (мл) способны связать зерна крахмала по отношению к собственной массе (г). Явление неполного заваривания крахмала хорошо видно и на некоторых промышленных гофрокартонах. Признаком этого является белёсый клеевой шов в гофрокартоне. Гофрокартон несет в себе значительное количество остаточного крахмального клея. Данный клей создает проблемы при производстве картона и бумаги из вторичного волокна и создает проблемы со сточными водами. На производстве фирмы ООО «Аполинария» используется крахмальный клей, из привозного сырья в основном ООО «Крахмальный завод «Гулькевичский» Клей вариться в специальной клее варочной установке, которая обеспечивает бесперебойную подачу клея на гофро агрегат. Компоненты, из которых состоит крахмальный клей. Обязательными компонентами приготовления крахмального клея для производства гофрокартона являются крахмал, вода, бура и каустическая сода. Кроме них могут использоваться дополнительные компоненты.
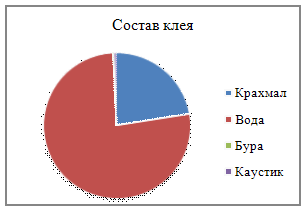
Рис. 3 Состав 1 тонны клея для производства гофрокартона выглядит так: вода — 767 кг, крахмал — 225 кг, каустическая сода — 5 кг, бура — 3 кг (Рисунок 3). Функцию клейкого вещества выполняет крахмал. Приготовить клей для гофрокартона можно из любого крахмала: кукурузного, картофельного, тапиокового, пшеничного. Поскольку прочность клеевой пленки любого крахмального клея значительно превосходит прочность соединения волокон в бумаге. Клей готовится 15–27 процентной концентрации по всему крахмалу, из которого 10–25% составляет крахмал клейстеризованный и, соответственно, 90–75% крахмальные зерна. Зерна крахмала являются основным адгезивом, а также выполняют функцию поглотителя воды из раствора. За счет этого на гофропрессе или на сушильном столе в условиях высокой температуры происходит быстрое схватывание клея в месте контакта гофробумаги и плоского картонного слоя. Вода служит растворителем крахмального клея. Содержание воды в клее составляет от 73 до 85% и вся она, за исключением молекулярно связанной с крахмалом (примерно 12%), должна быть удалена на гофроагрегате. Каустическая сода снижает температуру клейстеризации крахмала, ускоряет набухание крахмальных зерен. Бура способствует образованию поперечных связей в клее, повышая вязкость дисперсии. Бура сообщает клею «короткую» структуру, клей не образует капелек при нанесении его на вершины гофров и не пачкает гофровалы. Бура повышает липкость клея и выполняет роль антисептика. Добавки Для придания клеевому шву водостойких свойств в пропорции от 5% до 15% к содержанию всего крахмала в готовый клей добавляют ацетоно и мочевиноформальдегидные смолы, латексы бутадиенового, изопренового и бутадиенстирольного каучуков и некоторые другие химикаты. В весеннее-летний период для борьбы с микробиологическими организмами в клей целесообразно периодически добавлять биоциды вколичестве до 1% от содержания крахмала. Вид крахмала — нативный или модифицированный — не играет особой роли при изготовлении клея для гофрокартона. Заявления некоторых фирм об особой стабильности клея, приготовленного с использованием холодно растворимого или окисленного крахмала, являются скорее маркетинговым ходом, чем техническим решением. Модификацию крахмала можно выполнить самостоятельно при обработке его щелочью совместно с интенсивным перемешиванием. Модификации крахмала щелочью достаточно для получения гофрированного картона на любой скорости гофроагрегата. Однако на производствах, где нет мешалки со скоростью перемешивания более 400 об./мин. (оптимальный вариант — не менее 750 об./мин.) или отсутствует пар, модифицированные крахмалы могут найти свое применение. Классическим способом получения современного крахмального клея считается метод Штайн Холла. Для применения этого способа необходимо иметь две мешалки. В одной — с помощью каустической соды (гидроксида натрия) и острого пара готовится щелочной крахмальный раствор (клейстер). В другой крахмальная суспензия с добавкой буры (тетрабората натрия десятиводного или пятиводного). Затем в одной из мешалок приготовленные дисперсии смешиваются. Перемешивающее устройство для получения стабильного клея должно работать со скоростью не менее 400 об./мин.Также хорошо известен способ приготовления клея в одной мешалке. В мешалку турбинного типа, содержащую крахмальную суспензию с температурой 38–42ºС, заливается заданное количество раствора едкого натра, и смесь подвергается интенсивному перемешиванию со скоростью порядка 1500–3000 об./мин. Происходит процесс физико-химической модификации крахмала, в результате которого часть крахмала клейстеризуется, и дисперсия из за этого постепенно становится все более вязкой. По достижении заданного уровня вязкости процесс модификации прекращается путем разбавления дисперсии холодной водой или кислым раствором. Затем добавляется бура, и дисперсия интенсивно перемешивается до готовности. Готовность определяется по вязкости клея. Вискозиметр для непрерывного измерения вязкости закреплен на стенке мешалки и измеряет ориентировочный уровень вязкости клея. Окончательное значение вязкости определяется с помощью воронкообразного вискозиметра путем отбора пробы клея из мешалки. Другие способы получения крахмального клея для производства гофрокартона в одной мешалке, отличаются лишь некоторыми деталями, но в принципиальном плане идентичны. Таким образом, главное условие получения клея со стабильной вязкостью – это наличие мешалки с интенсивным перемешиванием. Перемешивание должно заканчиваться, когда после первоначального падения вязкость клея начнет выравниваться, и стабилизируется на заданном уровне, например, 40–50 сек. по ВЗ 4. Такой клей может свободно циркулировать в системе, перекачиваться из емкости в емкость и храниться в течение суток. Контроль качества крахмального клея осуществляется измерением концентрации, температуры, вязкости и температуры клейстеризации. Концентрация, при которой клей гарантированно склеивает слои картона, составляет по сухому остатку от 15% до 27%. Нижний предел концентрации ограничивается из-за замедления скорости схватывания и скорости высыхания клея, а также короблением гофрокартонного листа. Верхний предел ограничивается дефицитом воды, необходимой для клейстеризации крахмальных зерен. Современные быстроходные гофроагрегаты имеют клеенаносные устройства, способные нанести тонкий слой клея на вершины гофров, поэтому можно использовать клей повышенной концентрации. Такой клей содержит минимальное количество воды, что уменьшает затраты на сушку картона, способствует работе гофроагрегата на высоких скоростях и облегчает решение проблемы коробления гофрокартона. Верхний предел концентрации клея можно повысить путем использования в качестве дисперсной среды клейстера из модифицированного крахмала, например, окисленного. При раздельном приготовлении суспензии и клейстера это может быть выполнено достаточно просто и с небольшими дополнительными затратами. Достаточно заменить на модифицированный крахмал только ту часть ранее применяемого нативного крахмала, которая предназначалась для носителя, т. е. клейстеризовалась. При приготовлении клея в одной мешалке требуется использовать модифицированный крахмал в полном объеме. Температура клея при нахождении его в любом месте, кроме вершин гофров (в мешалке, расходном баке, трубопроводе, насосе, клеевой ванне и т. д.), должна быть на10–15 градусов ниже температуры его клейстеризации. Особенно это актуально для клеевой ванны гофропресса. Чтобы предотвратить образование студнеобразных сгустков, которые могут усложнить работу агрегата, ванну охлаждают холодной водой или экранируют от теплового потока. Вязкость клея определяется на вискозиметрах, работающих по принципу истечения определенного объема жидкости через калиброванные отверстия. Наибольшее распространение в России получил прибор ВЗ 246, где 2,4 и 6 — диаметры сменных отверстий в мм. Наиболее часто употребляется насадка диаметром 4 мм. Вязкость, определяемая с помощью этой насадки, получила название «вязкость по ВЗ 4». Другие известные вискозиметры, такие как Штайн Холла, Бауэра, Лори, Форда, кружка ВМС и другие принципиально не отличаются от ВЗ 4, и несмотря на некоторые конструктивные отличия, дают сопоставимые по величине измерения вязкости. Обычный уровень вязкости клея по ВЗ 4, составляет 40–60 сек. Нижний предел вязкости клея не должен быть ниже 20 сек., верхний может быть близким к 75–90 сек., т. е. к максимально возможному значению вязкости, определяемому с помощью насадки с диаметром 4 мм. При большей вязкости в конце измерения на воронке ВЗ 4 клей уже не течет, а капает, что нарушает условия точного определения показателя. Температура клейстеризации клея должна быть как можно ниже, т. к. это имеет большое значение при недостаточном давлении пара, питающего гофроагрегат, а также в случае быстроходных гофроагрегатов. Температура клейстеризации зависит от типа крахмала и количества гидроксида натрия. Например, нативный кукурузный крахмал имеет температуру клейстеризации 72–75ºС. Но благодаря содержанию в клее гидроксида, натрия, температура клейстеризации готового клея из кукурузного крахмала обычно составляет 58–62ºС. Важно при этом следовать следующим простым правилам: 1) Изменение режима варки должно проводиться небольшими шагами при внимательном наблюдении за результатами изменений. 2) Изменение количества компонентов клея нужно проводить при неизменном количестве воды. 3) При необходимости уменьшить вязкость клея сначала стоит попробовать интенсивное перемешивание, а уже потом разбавление очень небольшими порциями воды. 4) Увеличивать вязкость клея надежнее всего смешиванием с вновь сваренной партией заведомо более густого клея. Расход клея и, соответственно, крахмала для склейки 1 м2 гофрированного картона зависит, прежде всего, от толщины слоя клея на клеенаносном валу, т. е. на том валу, который контактирует с вершинами гофрированной бумаги. На большинстве современных клеенаносных устройств толщина этого слоя поддерживается на уровне 0,15–0,25 мм и регулируется с помощью шаберного валика. Изменение зазора между валами является основным способом оперативного влияния на расход крахмала при склейке гофрокартона. Вторым фактором, от которого зависит расход крахмала, выступает концентрация клея по крахмалу. В процессе склейки участвует весь крахмал, который находится между бумажными слоями, но при условии, что он весь клейстеризовался. Неклейстеризованный крахмал сразу обнаружит себя по расклейке гофрокартона и по белым полоскам на картоне лайнере от крахмальных зерен. Зерна не способны склеивать бумажные слои, они в местеконтакта вершин гофробумаги с плоским слоем мешают образованию клеевого шва из клейстеризованной части крахмала. Если на гофроагрегате изготавливается пятислойный или семислойный картон, то условия для приклеивания внутренних «нижних» слоев на склеивающем станке становятся еще более напряженными, т. к. прогреть клеевой шов до температуры клейстеризации на расстоянии 3–7 мм от сушильных плит — задача непростая. Решить ее обычно удается за счет снижения скорости гофроагрегата. Упростить решение задачи помогает использование для склейки внутренних слоев специального клея с пониженной температурой клейстеризации до 52ºС за счет введения дополнительного количества гидроокиси натрия при варке клея. Время хранения клея может исчисляться часами при нормальной работе гофроагрегата или сутками при авариях, остановке гофроагрегата по причине выходных или по причине отсутствия заказов. Из практики можно сказать, что хранение крахмального клея в течение 12 часов существенно не меняет его характеристик. При этом неважно, хранился клей при легком перемешивании или находился в покое. В последнем случае нужно перемешать клей перед подачей в производство. При хранении клея свыше суток вязкость может понизиться. Хранение от 2 до 3 суток приводит к существенному снижению вязкости и увеличению температуры клейстеризации клея. Но, как правило, такой клей еще можно использовать. Если клей хранился более 3 суток, то происходит расслоение дисперсии, значительное понижение вязкости и появление гнилостного запаха. Такой клей можно не большими порциями подмешивать к вновь приготовленному. Но лучше его не использовать, т. к. использование такого клея в любом режиме может привести к заражению технологических потоков микроорганизмами, со всеми вытекающими отсюда последствиями. Установлено, что при хранении клея открытым в течение 10 суток, вязкость клея уменьшилась и на 6-й день становилась равной вязкости воды. При этом температура клейстеризации увеличивалась и в конце срока становилась равной темпера туре клейстеризации исходного крахмала. Уменьшение вязкости объясняется тем, что клейстеризованный крахмал полностью гидролизовался, и клей стал простой крахмальной суспензией. Вязкость таких систем определяется вязкостью дисперсной среды, т. е. воды. Увеличение температуры клейстеризации происходило, по видимому, за счет связывания щелочи двуокисью углерода, входящей в состав воздуха. Этот эксперимент хорошо объясняет возможные причины расклейки гофрокартона при работе со старым клеем, а также феномен расклейки по понедельникам. Современные химические разработки в области клеевых добавок предлагают новый компонент, добавку СР-88 которая вызвала интерес у специалистов гофропроизводств ( Журнал «Гофро пресса» №9 сентябрь 2008). Гидрофобная добавка - изготавливается на основе кетональдегидной смолы, добавляется в готовый крахмальный клей. Придаёт влагостойкие свойства клеевому шву в гофрокартоне, что особенно важно при упаковке фруктов, овощей, цветов, замороженных продуктов, при наружном хранении упаковки в плохих погодных условиях, при хранении и перевозке в холодильниках. Ошибочно считается, что клей это - маловажная и незначительная составляющая в стоимости производства гофрокартона. И поэтому часто забывают, что без хорошего клея не бывает хорошего гофрокартона. Потери, вызванные плохим качеством клея катастрофичны - это испорченные дорогостоящие лайнер и флютинг, потерянное рабочее время, невыполненные вовремя заказы: Если добавить к этому поток рекламаций от потребителей на некачественный гофрокартон, то сразу меняется картина роли клея в его производстве. Гидрофобная добавка СР-88, придаст следующие качества: стабильность, клейкость и влагостойкость. Эти свойства ставят производство гофрокартона на более качественный уровень. Большинство технологов, как показывает практика, корректируют недостатки клея повышением его расхода, чтобы усилить склейку и устранить риск расслаивания. Однако больше клея на картоне означает больше воды, что не добавляет прочности картону. А увеличенный расход клея плюс дополнительные затраты тепла на сушильном столе - это уже ощутимый удар по себестоимости. Применение СР-88 ликвидирует эти проблемы. Для внедрения этой добавки на предприятии следует провести серию испытаний в лабораторных условиях, подобрать оптимальную рецептуру приготовления клея, а затем внедрить данную рецептуру клея на производстве. Эта добавка позволяет достичь - экономии клея, улучшения качества склейки, уменьшения в разы количества рекламаций на несоответствие марки и, конечно, приобретение гофрокартоном влагостойкости. Наиболее распространённая ошибка несоблюдение времени использования и, как результат, проблема с очисткой емкостей и трубопроводов. Готовый крахмальный клей с гидрофобной добавкой СР-88 должен быть использован не позднее 7-8 часов (рабочей смены) от его приготовления, при периодическом перемешивании срок использования увеличивается до сроков использования обыкновенного крахмального клея. После использования клея с добавкой СР-88 следует промыть емкости и трубопроводы водой (при окончании работы и остановке на выходные дни) или прокачать и разбавить обычным клеем, если с утра возобновляется производство. При повышении (понижении) вязкости клея при внесении добавки качество гидрофобной добавки остается стабильным. Естественные отклонения по вязкости могут возникать из-за качества крахмала, жёсткости и химического состава воды. Технологам следует, смоделировать процесс приготовления клея в лаборатории на маленьком объёме (до 5 килограммов). Я думаю - это не так сложно (вместо мешалки можно использовать бытовой миксер). Добавьте рекомендуемое количество добавки, перемешайте и замерьте вязкость. Чаще вязкость снижается. Определить насколько, делать вязкость выше при приготовлении клея с добавлением СР - 88 и можно получить рабочую вязкость клея. При этом следует помнить, что в момент перемешивания клея с добавкой вязкость кратковременно изменяется, а через некоторое время восстанавливается. Максимальный эффект гидрофобности, при применении СР-88, достигается через 24 - 48 часов после изготовления гофрокартона при соблюдении обыкновенных требований по кондиционированию (в течении 4-5 часов не ставить на сквозняки и не вентилировать принудительно) Добавка СР-88 начинает быстро работать при температурах выше +120ºС на сушильном столе, но начинает частично работать и при более низких температурах. Нельзя допускать перегрева клея в клеевых ваннах свыше 38-40 градусов (вязкость клея может сильно увеличиться - добавка начинает работать) Сфера применения картонной и бумажной упаковки Сейчас на предприятии ООО «Аполинария» ровно как и в России выпускается в основном трехслойный гофрокартон марки Т-23 с профилем С и трехслойный гофрокартон с профилем В (обеспечивает высокую жесткость упаковки); доля микрогофрокартона крайне незначительна. Тарный картон применяется для упаковки различных товаров, не требовательных к внешнему виду тары. Гофрокартон используется для изготовления ящиков, транспортной и потребительской упаковки. Из пяти и семислойного гофрокартона производится транспортная упаковка для мебели, больших бытовых электроприборов, промышленного оборудования. В этой области упаковки он практически "монополист", что связано как с дешевизной и легким весом упаковки из гофрокартона, так и с ее привычностью для потребителей. Кашированный гофрокартон с полноцветной печатью служит для производства потребительской упаковки дорогих товаров. В потребительской упаковке продуктов питания картон используется в основном для сыпучих продуктов, макарон, овсяных и кукурузных хлопьев. Микрогофрокартон толщиной 1-2 мм (в т. ч. кашированный) используются для изготовления индивидуальной упаковки широкого спектра товаров (в основном косметической и фармацевтической промышленности). В последнее время вытесняет из этой сферы обычный картон благодаря своей эстетичности и меньшему весу при той же жесткости. Наибольшую долю среди подотраслей пищевой промышленности по объемам потребления гофротары в обшей Российской статистике занимает производство алкогольной и безалкогольной продукции - 38 %, по 12 % приходится на кондитерские изделия и молочные продукты. Что касается конкретно предприятия ООО «Аполинария» то доля потребления гофро тары для кондитерских изделий составляет 50%, Вино водочной 30%, остальные 20% приходятся на разнообразную пищевую и не пищевую продукцию. Перспективы картона Постоянный рост производства картона в нашей стране, наблюдающийся в последние годы, - наглядное тому подтверждение. Да и во всем мире потребление картонной тары уверенно росло на протяжении последних 20 лет. Результаты маркетинговых исследований показывают, что большая часть населения по-прежнему предпочитает картон другим видам упаковочных материалов. Более 90 % респондентов на просьбу назвать известные им виды упаковочных материалов первым вспомнили о картоне. На вопрос, какой материал они предпочитают в качестве упаковки, 23 % опрошенных ответили: "Картон". По их мнению, картон обладает способностью к вторичному использованию (55 %), доступен по цене (30 %), легок в использовании (23 %) и хорошо хранится (21 %). 65 % опрошенных заявили, что продукт, упакованный в картонную упаковку, более привлекателен и его легче найти на прилавках магазинов. Так что, картон с уверенностью можно отнести к продуктам "жесткого" спроса на рынке упаковки. По статистике, сегодня картон и пластик занимают на российском упаковочном рынке лидирующие места (75 % всего рынка), при этом, картон и бумага - около 38%, пластик - 36 % рынка. Однако доля пластика в упаковке медленно растет. Показательно, что полимерные и комбинированные гибкие материалы занимают сейчас 50-55 % российского рынка упаковки с печатью, бумага и картон - 40-45 %, фольга - 5 %. То есть сегодня для изготовления упаковки с печатью, доля которой постоянно растет, пластик применяется в большем объеме, чем картон. Это связано в первую очередь с тем, что пластик чаще картона применяется для изготовления потребительской упаковки, печать на которой необходима в абсолютном большинстве случаев. В целом же, по данным Abercade Consulting, доля бумаги и картона в потребительской таре на сегодня составляет 15,1 % общего объема потребления, в производственной таре - 73,9 % (сравнение проводилось по весу упаковки). На долю картона для упаковки (в т. ч. тарного картона и картона для потребительской тары) приходится более 80 % всего объема производства картона в России. По всей видимости, картон и бумага в ближайшие годы по-прежнему будут широко применяться в качестве материла для производственной и групповой тары, а картон, к тому же, - в качестве транспортной тары. Сегодня примерно 80 % производимого в России гофрокартона используется для производства транспортной упаковки. В то же время, 76-78 % транспортной упаковки составляют картонные ящики. Статистика последних лет показывает, что у картона и производных из него упаковочных материалов перспективы применения по-прежнему остаются вполне радужными. По оценкам Всемирной организации производителей картона (WCO), Россия - единственная в Восточной Европе страна, где ожидается ежегодный прирост потребления тарного картона на уровне 6,5-7 % в год. По прогнозам экспертов, сделанным в начале 2006 г., рост спроса на упаковку из гофрокартона в ближайшей перспективе будет составлять около 4,4 % в год. Основным потребителем упаковки из гофрокартона является пищевая промышленность (около 80 %), и ее доля в потреблении растет, что связано, конечно, с ростом самой пищевой промышленности. Примерно по 5 % упаковки из гофрокартона потребляют следующие отрасли: химическая, производство бытовой техники, производство синтетических моющих средств. Из других объективных факторов, влияющих на рост производства картона, прежде всего, отметим то, что после дефолта 1998 г. в нашей стране продолжается процесс импортозамещения в отрасли упаковки, и хотя на сегодня его позитивный заряд почти закончился, этот процесс все-таки стимулирует рост отечественного производства картона. Если судить по данным статистики, производство как картона, так и полимеров, растет примерно одинаковыми темпами в процентном выражении, хотя в абсолютном выражении объем производства картона, естественно, находится на первом месте. В тоже время, исходя из общемировых тенденций перехода на пластик (в странах Европы и США 41 % производимых полимерных материалов используется для упаковки, а доля продуктов питания, упакованных в пластик, составляет более 60 %), мы можем сказать, что применение полимеров в упаковке будет постепенно обгонять применение картонов. Однако с учетом российской бедности можно предположить, что переход на пленку будет долгим и непростым. Несомненно, будет расширяться применение групповых упаковок стеклянных и пластиковых бутылок, состоящих из картонного поддона и термоусадочной пленки, ведь всем широко известно, что комбинация свойств картона и полимеров позволяет существенно улучшить барьерные свойства картона. Становится возможной упаковка в него масло- или влагосодержащих продуктов, происходит увеличение сроков их хранения, но при этом сохраняются и высокие механические качества упаковки из картона. Будет увеличиваться использование полимерных пленок в упаковке жидкостей, синтетических моющих средств, химических веществ в связи со стойкостью пленок к химическому воздействию и их газа и водонепроницаемостью. Картон продолжит удерживать лидирующие позиции на рынке транспортной упаковки (поддоны, ящики, упаковка бытовых товаров). Этому будут способствовать его низкая стоимость, легкий вес, компактность, возможность легкого нанесения надписей. 3.1 Технология производства гофротарыВыбор оборудования и технология производства гофротары зависят от номенклатуры и объемов производства. На первом этапе необходим роспуск (нарезка и рилевка - формирование линии, по которой происходит складывание гофрокороба) гофрокартона на нужные размеры. Роспуск необходим в следующей ситуации: Если производитель гофротары не производит гофрокартон и закупает его на стороне. Зачастую раскрой приобретаемого гофрокартона не соответствует раскрою производимой гофротары. Поэтому и возникает необходимость в его роспуске. При производстве прокладок, вкладышей, поддонов, заготовок для решеток (перегородок), обечайки и других мелких деталей коробки. Для роспуска гофрокартона используется станок резательно-рилевочный. На втором этапе с помощью флексографской печатной машины на гофрокартон наносится печать. На третьем этапе производятся заготовки для будущего гофроящика: для изготовления стандартной четырех клапанной коробки используется станок просекательно-рилевочный (слоттер), который осуществляет просечку и рилевку. для изготовления нестандартных видов гофротары (гофротара сложной высечки), а также для изготовления четырех клапанной коробки с ручками, вентиляционными отверстиями и т.д. используется станок высечной ротационный или плоско высечной. На четвертом этапе производится склейка гофроящиков. Здесь используется автоматический фальцевально-склеивающий станок. Данный станок осуществляет склейку в автоматическом режиме и укладку в пачки четырех клапанного гофро короба. Подача заготовок в станок автоматическая со станка просекательно-рилевочного (Станок просекательно-рилевочный и автоматический фальцевально-склеивающий станок при их совместной работе называют "автоматическая линия для производства гофрокоробов"). Автоматический фальцевально-склеивающий станок эффективно использовать при объемах производства одного типоразмера гофротары не менее 30 тысяч штук. В случае, если производитель ориентируется на большую номенклатуру и небольшие объемы производства по каждому типоразмеру, мы рекомендуем использовать станок фальцевально-склеивающий (полуавтомат). Данный станок является автоматизированным рабочим местом оператора, который будет производить склейку гофротары, и позволяет увеличить производительность одного оператора-склейщика в 2 раза. На пятом этапе производится обвязка гофроящиков в пачки. Обвязка производится полипропиленовой лентой с помощью машинки для обвязки пачек. На шестом этапе необходимо спрессовать отходы в кипы с помощью пресса для отходов. Заключение При выполнении данной курсовой работы нам представилась возможность получить подробное представление о специфике производства гофро картона, выявить пути оптимизации производства, и улучшение качества, за счет применения современных клеевых добавок, использования новых разработок производственного оборудования. Мы с точностью можем отличить различные виды гофрокартона, по марке, типу, свойствам. В процессе написания курсовой работы я пришел к выводу, что в производстве гофрокартона, как в принципе и в любом другом производстве, конечный результат зависит, от качества используемого сырья, квалификации рабочего, и управленческого персонала. На производстве должны быть оборудованы лаборатории, позволяющие проводить опыты, в соответствующих условиях, с целью их дальнейшего внедрения в производство. Лаборатория позволяет провести опыт, не затрагивая основного производственного оборудования. В лабораторных условиях проводятся опыты по определению марки гофро картона на соответствие требованиям заказчика. Исходя из проведенного анализа, можно сделать вывод: производство гофротары в обозримой перспективе будет развиваться по двум направлениям. Во-первых, увеличение объемов производства. Во-вторых, расширение ассортиментного перечня выпускаемой продукции с одновременным повышением качества и сложности исполнения. На рынке с каждым днем появляются новые разработки в области применяемых материалов, бумаги, картона, клея, красок и разнообразных добавок. Развития данного материала приведет к повышению качества, удешевлению себестоимости изготовления, к более углубленной специализации материала, то есть выпуск материала под конкретные нужды заказчика. Если продукт, который будет упакован в гофрокороб, влажный или холодный, то для таких целей применяется специальный картон, более устойчивый к таким воздействиям. Для продуктов, требующих к себе привлечения внимания, целесообразно применять картон с качественным покрывным слоем, позволяющий достигать высокой передачи цветов. В дальнейшем развитие будут определяться в первую очередь состоянием российской экономики. По мере необходимости, для заказчика, производитель будет совершенствовать свои технологии, оборудования, и повышать качество. В данной курсовой работе описаны существующие и применяемые виды гофрокартона, особенности производства и применение разнообразных добавок. Поиск новых способов применение гофрокартона, это основная задача производителей. На рынке появляется все новые и новые продукты, нуждающиеся в транспортной таре. Недавно и речи не велось о питьевой бутылированной воде, однако сегодня этот товар уже упаковывают в гофроящик. Новые идеи, возникшие во время написания этого проекта - это упаковка из гофро картона для скоропортящихся продуктов. Возможно, скоро мы увидим на рынке такой продукт как клубника, упакованная в гофролоток, вместо лукошка, которое неудобно транспортировать и складировать. С участием конструктора на предприятии уже разработаны опытные образцы данной упаковки. Гофрокартон - это материал, вошедший в нашу повседневную жизнь, и его практически не замечают, стоит только случиться сбою в поставке, как останавливается все производство от потребителя до конечного покупателя. Вот тогда вспоминается о значимости гофротары! Показатель объемов потребления гофро тары в стране, это показатель на прямую характеризующий уровень жизни, и благосостояния граждан. Список используемых источников 1. Журнал «pakkograff» 2. Журнал «Картон и гофрокартон» 3. Журнал «Бумага и жизнь» 4. Журнал "ГофроПресса" № 12, 2008г 5. журналы «Бумага инфол» 6. журналы «ЛесПромИнформ» 7. Бумага и другие основы для печати / Пер. с итал. Гатчина: СУДБ, 2002. 8. ГОСТ 7420-89 Картон для плоских слоев гофрированного картона 9. ГОСТ 7376-89 Картон гофрированный Общие технические условия 10. Конспекты лекций 11. Здан О. Дипон Сайрел Совершенство флексопечати, Тара и упаковка, 1995г. 12. Интернет сайты: http://www.packaging-online.com http://www.rahul.net/pacmedia/ppm http://www.pkg.msu.edu http://www.herzig.com http://www.fdp.com http://www.unipack.ru http://kursiv.ru/flexopplus/advert/index.htm http://packaging.ru/clossifs.htm http://www.cpress.ru/CART/art0399/04.htm http://dknweb.ff.phys.spbu.ru/exhibitions/ http://www.print.ru |