 |
|
МЕНЮ
|
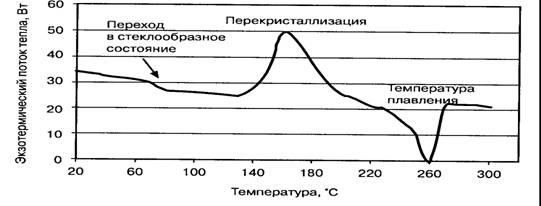
Курсовая работа: Цех по производству преформ из полиэтилентерефталата для розлива напитковРис. 1.2 Плотность и степень кристалличности ПЭТ - частично кристаллический полимер с уровнем кристаллизации до 50 %. Кристаллизация — это расположение молекулярной цепочки в правильной геометрической зависимости. Плотность ПЭТ при комнатной температуре является мерой кристалличности (рис. 1.2). Дифференциальная калориметрическая кривая на рис. 1.3 определяет 4 основные области, характеризующиеся диапазоном температур: • температуру стеклования (< 70 °С); • высокоэластичное/каучукообразное состояние (85-120 °С); • диапазон кристаллизации (120-200 °С); • температуру плавления (> 255 °С).
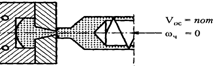
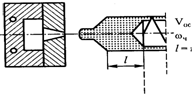
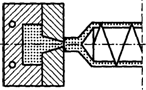
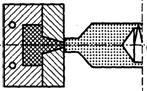
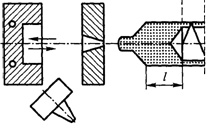
Рис. 1.3 Дифферинциальная калориметрическая кривая ПЭТ. Важно понимать, что этот диапазон температур влияет на свойства готовой бутылки и условия процесса. Переход между областями не очень явный, переходы при температуре стеклования и при температуре плавления выражены наиболее резко. Обычно тара не деформируется ниже температуры стеклования 60-75 С. Выше температуры стеклования можно деформировать ПЭТ-бутылку, хотя действуют силы, восстанавливающие форму (типа термически индуцированной кристаллизации). Диапазон температур вязко-эластичности важен для двухстадийного выдува, в процессе которого возникает напряжение, приводящее к деформации материала до точки деформационного упрочнения. В результате получается однородная толщина стенок бутылок. Напряжение в материале, вызванное деформацией, зависит как от температуры, так и от скорости деформации. Чем выше деформация, тем выше напряжение, ограниченное максимальным коэффициентом растяжения. Чем выше температура деформации, тем ниже напряжение, что приводит к максимальному коэффициенту растяжения. В оптимальном процессе растяжения достигается правильный баланс между температурой, скоростью растяжения и допустимым коэффициентом растяжения, который находится за точкой деформационного упрочнения, но перед точкой разрыва молекулярной цепочки. Процесс растяжения вызывает деформационное упрочнение, которое приводит к тому, что прочность материала в каждой точке готового изделия выше его исходной прочности. Чем шире диапазон температур, тем легче и последовательнее процесс, определяющий рабочий диапазон двухстадийного выдува, в результате которого возникает двухосная ориентация материала. Напряжение вызывает структурное выравнивание молекул в ПЭТ, а затвердевание во время охлаждения материала ниже температуры стеклования и наделяет ПЭТ особыми свойствами. Это выравнивание и называется ориентацией. Ориентация частично обратима и вызывает увеличение плотности, тем самым, больше похожа на кристаллизацию под действием температуры. Однако эффект ориентации иной - молекулярная структура изменяется, обеспечивая другие свойства бутылки. Ориентация, вызванная механическим способом, используется для достижения некоторого уровня кристаллизации. Свойства механически вызванной ориентации и кристаллизации, вызванной температурой, существенно отличаются. Кристаллизация ПЭТ является результатом воздействия высоких температур, которые выше температуры высокоэластичности ПЭТ. Однако часто этот диапазон температур может перекрываться в зависимости от сорта полимера, делая процесс более деликатным, - материал может начать кристаллизоваться во время повторного нагрева до достижения температуры высокоэластичности. Максимальная скорость кристаллизации достигается обычно при температуре около 160 °С. Этот экзотермический процесс можно наблюдать на дифференциальной калориметрической кривой (рис. 1.2). Он необратим, если материал переходит в область температуры плавления. Кристаллизация сополимеров обычно отличается от кристаллизации гомополимеров, при этом поведение самих сополимеров также различается. Процесс кристаллизации инициируется центрами нуклеации (зародышеобразования). Кристаллизация распространяется от этих центров, образуя много маленьких кристаллов или немного больших. Агенты нуклеации добавляются к материалу для увеличения скорости кристаллизации, а ингибиторы, наоборот, замедляют этот процесс. Качество ПЭТ безусловно очень важно, но также важна цена модификации полимера. Выше температуры плавления ПЭТ не прочный материал и легко деформируется. Распад макромолекулярных цепочек начинается при температуре около 300 оС, а при температуре выше 350 оС ПЭТ полностью разрушается. Лучшим условием считается, когда технологический процесс происходит при температуре выше температуры плавления или максимально приближен к ней. При плавлении ПЭТ выделяет ацетальдегид (АА), который образуется в результате процесса деградации части молекулярной цепочки. Он может собираться внутри материала и выходить наружу со временем. Это может придавать привкус продукту, расфасованному в ПЭТ-упаковку, которая изготовлена из преформы с высоким содержанием АА. Влага, адсорбированная ПЭТ, также влияет на деградацию молекулярной цепочки. Поэтому необходим тщательный контроль за хранением полимера, преформ и бутылок. Рекомендуемые условия хранения: температура 20 °С и влажность менее 60 %. Преформы, которые хранятся больше трех месяцев, начинают стареть, что приводит к изменению их свойств. Готовые бутылки следует хранить не больше недели. 1.4 Ацетальдегид и его влияние на свойства ПЭТ Ацетальдегид (АА) — вещество, выделяемое в небольших количествах при плавлении ПЭТ. АА способен к диффузии из стенок бутылок и влияет на вкус напитков, поэтому необходимо контролировать его выделение во время производства преформ. АА выделяется при полимеризации ПЭТ в расплаве и переходит в твердое аморфное состояние при охлаждении и грануляции. Частично АА выделяется во время твердофазной полимеризации, и в исходных гранулах может оставаться до 1,5 ррm (миллионной доли) ацетальдегида. Такое же количество АА выделяется при выдуве ПЭТ, а при литье выделяется больше АА. Образование АА не связано со сколько-нибудь заметной потерей внутренней вязкости, а является следствием перехода АА из твердого раствора в газообразное и/или жидкое состояние при высоких температурах. Это означает, что количество выделенного АА может быть уменьшено, если выбрать оптимальные условия литья, то есть минимизировать температуру. Поэтому необходимо обеспечивать: • низкую температуру цилиндра; • минимизировать скорость шнека, противодавление, скорость впрыска — все факторы, приводящие к дополнительному диссипативному выделению тепла; • минимизировать время плавления (чем меньше время, тем лучше), так как чем больше ПЭТ находится при повышенной температуре, тем больше выделяется АА. 2. ВЫБОР И ОБОСНОВАНИЕ СПОСОБА ПРОИЗВОДСТВА Выбор способа производства определяется, прежде всего, по конструкторскому оформлению изделия (погонажные и штучные) и по свойствам выбранного полимерного материала. В проектируемом производстве используется ПЭТ для производства преформ. ПЭТ можно перерабатывать как экструзией, так и литьем под давлением. Литьем под давлением производят штучные изделия, а экструзией погонажные. Получение преформ может проходить при одностадийной и двухстадийной схемах. Одностадийная схема - изготовление при помощи инжекционно-литьевой машины специальных заготовок, называемых преформами. После чего преформы, минуя станции охлаждения, подаются на выдув. Такая схема позволяет экономить энергию и сокращает потребность в упаковочных материалах. Недостатками этой схемы является то, что производительность выдувного оборудования лимитируется производительностью инжекционно-литьевой машины, при неполадках останавливается все производство, требуются значительно большие площади под оборудование и склады готовой продукции, так как конечным продуктом одностадийной схемы производства является бутылка, которая по своим размерам и объему значительно превышает размеры преформ. Также недостатком данной схемы производства является большое количество отходов (до 35%). При двухстадийной схеме производство преформ и бутылок между собой не связано. Преформы производятся специализированными предприятиями и реализируют на рынок самостоятельный товар. При двухстадийной схеме остается меньше производственного брака, а следовательно, затрачивается гораздо меньше сырья /3/. Следовательно, для переработки ПЭТ подходит литье под давлением с использованием двустадийной схемы производства. Литье под давлением является наиболее распространенным в переработке большинства промышленных термопластов. Его, но несравненно реже, используют также для изготовления деталей из некоторых разновидностей реактопластов. К основным достоинствам литья под давлением относятся: универсальность по видам перерабатываемых пластиков, высокая производительность в режиме автоматизированного процесса, высокая точность получаемых изделий, возможность изготовления деталей весьма сложной геометрической формы, недостижимой при использовании любых других технологий. Кроме того, литьем под давлением производят изделия армированные, гибридные, полые, многоцветные, из вспенивающихся пластиков и др. Метод позволяет формовать изделия массой от долей грамма до десятков килограммов. Известны примеры производства литьем под давлением деталей механизмов ручных часов (масса 0,006 г), оконных блоков и даже фрагментов ванных комнат с установленной арматурой (масса до 150 кг). Органической особенностью метода является его цикличность, что, в общем, сдерживает производительность этого процесса, по сравнению с непрерывными технологиями. Принципиально, суть технологии литья под давлением состоит в следующем. (рис. 2.1.) Расплав полимера подготовлен и накоплен в материальном цилиндре литьевой машины (в данном случае - червячного типа) к дальнейшей подаче в сомкнутую форму (позиция а). Далее, материальный цилиндр смыкается с узлом формы, а пластикатор (в данном случае - невращающийся червяк) осевым движением со скоростью Voc перемещает расплав в форму (позиция б). В результате осевого движения червяка форма заполняется расплавом полимерного материала, а пластикатор смещается в крайнее левое (на рисунке 2.1 позиция в). Далее расплав в форме застывает (или отверждается - в случае реактопластов) с образованием твердого изделия (позиция г). Материальный цилиндр продолжает оставаться в сомкнутом с системой формы положении. В этой ситуации червяк начинает вращаться, подготавливает и транспортирует расплав в переднюю зону материального цилиндра и при этом отодвигается назад. После накопления требуемого объема расплава вращение червяка прекращается. Он занимает исходное к дальнейшим действиям положение. После завершения процесса затвердевания (отверждения) пластмассы форма размыкается, и изделие удаляется из нее (позиция д). Для облегчения съема изделия материальный цилиндр может к этому моменту отодвинуться от узла формы. Далее цикл литья под давлением повторяется.
а)
б)
в)
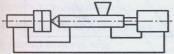
г)
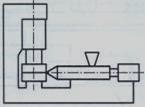
д) Рис.2.1 Схема процесса литья под давлением Конструкция литьевой машины обязательно включает: блок подготовки расплава и его подачи в форму (инжекционный узел); блок запирания (и размыкания) формы в виде прессового устройства с ползуном (узел смыкания); блок привода, обеспечивающего все виды движения подвижных устройств оборудования и оснастки; устройство управления литьевой машиной, реализующее требуемую последовательность взаимодействия блоков, силовых и кинематических узлов, а также температурные, скоростные, нагрузочные параметры, обеспечивающие оптимальный режим работы оборудования /3/. Литьевые машины являются сложными и недешевыми устройствами, насыщенными современными техническими решениями. Применение литьевых машин для реализации технологии литья под давлением требует квалифицированного технико-экономического обоснования, главные элементы которого: крупнотиражность и геометрическая сложность изделия, доступность и достаточность по технологическим, физико-механическим и эксплуатационным свойствам полимерного материала, выбранного для производства. Современные литьевые машины (ЛМ) представляют собой сложные технические устройства, оснащенные разнообразными средствами автоматизированного управления параметрами технологического процесса. Нередко их называют термопластавтоматами (ТПА) или реактопластавтоматами (РПА) в зависимости от вида основного перерабатываемого материала /3/. Конструкции литьевых машин весьма разнообразны. Основными классификационными признаками ЛМ являются усилие запирания формы (кН), то есть смыкания формы, создаваемое прессовым блоком, и объем впрыска или мощность, выражаемая числом кубических сантиметров расплава, которые могут быть подготовлены машиной для однократной подачи в литьевую форму. Выпускаемые промышленностью серийные литьевые машины, как правило, объединены в типоразмерные ряды по двум, указанным выше параметрам. Кроме того, ЛМ подразделяются по технологическим и основным конструктивным признакам: по способу пластикации – на одно-, двухпоршневые, поршневые, червячно – поршневые. по особенностям пластикации – на ЛМ с совмещенной и раздельной пластикацией (предпластикацией); по количеству пластикаторов – с одним, двумя и более пластикационными узлами; по числу узлов запирания формы – одно-, двух- и многопозиционные (ротационные, карусельные); по конструкции привода – электро- и гидромеханические, электрические; по расположению оси цилиндра, узла пластикации и плоскости, разъема литьевой формы – горизонтальные, вертикальные, угловые.
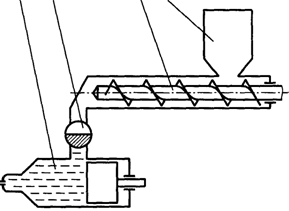
1) 2) 3) 4) Рис.2.2 Типы литьевых машин 1) - горизонтальные; 2) - угловые с вертикальной прессовой частью; 3) - вертикальные; 4) - угловые с горизонтальной прессовой частью. Угловые ЛМ используются для литья крупных изделий с затрудненным извлечением из формы. Вертикальные ЛМ наиболее удобны при производстве некрупных, в том числе армированных, деталей (обычно до 0,5 кг) в съемных формах. Наибольшее распространение получили горизонтальные одночервячные с совмещенной пластикацией ТПА. Они обеспечивают объемы впрыска от 4 смЗ до 70 000 смЗ при усилии запирания формы от 25 до 60 000 кН /4/. Иногда применяют раздельную пластикацию (рис. 2.3), при которой полимер сначала поступает из бункера 1 в вышеуказанный червячный предпластикатор 2, пригoтавливающий расплав, а затем через регулирующий кран 3 расплав направляется в поршневой пластикатор 4, осуществляющий дозирование и высокоскоростную инжекцию в форму. Использование червячно – поршневого пластикатора значительно увеличивает производительность литьевых машин. 4 3 2 1
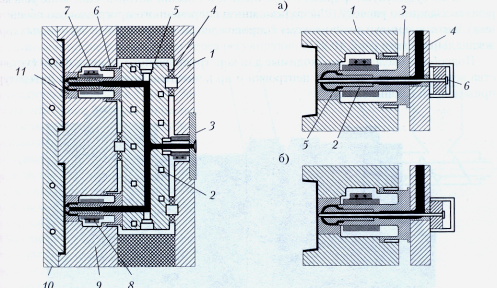
Рис. 2.3 Схема червячно-поршневого пластикатора Литьевые формы предназначены для непосредственного получения изделий из расплава, подготовленного в узле пластикации ЛМ. Поэтому их функция состоит в приеме расплава, его распределении по формообразующим объектам, в формовании изделий и затем в их выталкивании. Конструкции литьевых форм весьма разнообразны, что вызвано двумя главными причинами: широчайшим ассортиментом получаемых изделий и разнообразием перерабатываемых полимерных материалов. Кроме того, на конструкцию литьевых форм влияет вид материала (термо- или реактопласт), тип оборудования, характер производства, особые требования к изделиям и пр. С точки зрения состояния полимерного материала в течение цикла производства изделия литьевые формы для термопластов подразделяются на холодно- и горячеканальные. В холодноканальных формах во время цикла формования затвердевает весь объем поступившего в форму материала. В горячеканальных - определенная зона формы, горячая, постоянно заполнена расплавом, часть которого периодически поступает в формующие полости, расположенные в охлаждаемой зоне. В настоящее время в различных странах, в зависимости от уровня их технического развития, горячеканальными формами перерабатывают от 10 до 30 % термопластов. Горячеканальная технология считается перспективной и ее применение расширяется. Суть этой технологии довольно проста. Форма состоит из двух частей: холодной матрицы, в которой происходит формообразование изделий (рис.2.4, поз. 10), и значительно более сложной горячей части. Обогреваемые горячие каналы формы постоянно заполнены расплавленным полимерным материалом. Горячеканальная часть формы оснащена усовершенствованными предкамерными узлами впрыска (рис. 2.4, поз. 7, 8, 11) с точечным впуском. Усовершенствование состоит, в частности, в использовании автономно управляемых игольчатых клапанов с индивидуальным пневматическим или иным приводом. В заданный момент игольчатый клапан перекрывает впускное отверстие (рис. 2.5, б), что не только прекращает течение расплава, но и позволяет практически исключить образование на поверхности изделия неровностей от литников. При работе инжекционный узел ЛМ постоянно сомкнут с формой, действие ее игольчатых клапанов согласовано с движением пластикатора.
Рис. 2.4 Устройство горячеканальной формы Рис. 2.5 Горячеканальные сопла 1 - плита; 2 - горячеканальная камера; а) клапан открыт; б)клапан закрыт 3 - литниковая шайба; 4 - теплоизоляторы; 1-матрица; 2-сопло; 3-держатель; 5 - воздушный зазор; 6 - втулка установочная; 4-горячеканальная камера; 7 - сопло; 8 - нагреватель сопла; 9 - матрица; 5-игольчатый клапан; 10 - пуансон; 11 - предкамера 6-пневмопривод клапана Достоинства горячеканальной технологии: 1. Полное отсутствие литниковых отходов. 2. Исключена операция отрыва литника от изделия. 3. Расплав полимера предельно приближен к формообразующей камере, что способствует повышению качества изделий. 4. Это же обстоятельство позволяет получать крупные по размеру изделия (пластмассовая мебель) с минимальной толщиной стенки и, следовательно, более эффективно использовать дорогостоящий полимерный материал. Недостатки: 1. Ассортимент перерабатываемых полимеров ограничен требованиями термостабильности. 2. Расплав полимера должен быть маловязким (ПТР > 8 г/10'). 3. Инжектирование расплава требует увеличения усилия впрыска в пластика торе. 4. Горячий блок формы оснащен высокоточными устройствами терморегулирования и управления. 5. Конструкция, устройство и обслуживание формы существенно сложнее по сравнению с холодноканальными. Все это является причинами высокой стоимости горячеканальных форм, применение которых требует тщательного технико-экономического обоснования (тираж изделий, их рыночная стоимость, продолжительность спроса и др.). По числу оформляющих гнезд литьевые формы могут быть одно- и многогнездными. В процессе литья под давлением необходимо контролировать следующие параметры: - давление литья; - температуру по зонам материального цилиндра; - температуру пресс – формы; - время выдержки под давлением. Значения этих параметров подбираются в зависимости от свойств выбранного полимера по справочникам. Например температура расплава должна быть на 30 – 40 °С ниже, чем температура деструкции полимера. Разница между температурой нагревателей зоны загрузки и зоны дозирования обычно составляет 10 –20 °С, увеличиваясь от зоны загрузки к соплу. Таким образом, в данном курсовом проекте выбрана следующая схема производства преформ: - транспортирование свежего сырья - сушка приготовленной смеси - литье под давлением - разбраковка, упаковка, маркировка - дробление отходов. 3. ХАРАКТЕРИСТИКА И КОНТРОЛЬ ИСХОДНОГО СЫРЬЯ И ГОТОВОЙ ПРОДУКЦИИ 3.1 Характеристика и контроль исходного сырья Сырьё полиэтилентерефталат (ПЭТ) представляет собой гранулы округлой или цилиндрической формы белого цвета без инородных включений. Предназначен для изготовления преформ. Таблица № 3.1 Характеристика и контроль качества сырья и вспомогательных материалов
Страницы: 1, 2, 3, 4, 5, 6, 7, 8 |
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.