 |
|
МЕНЮ
|
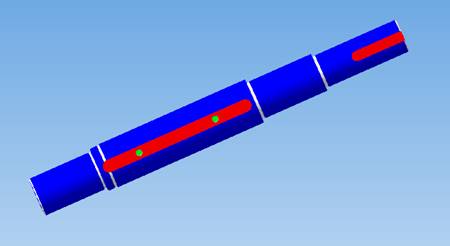
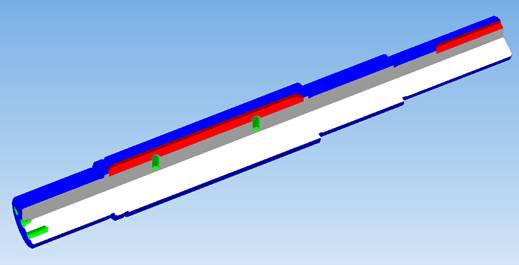
Дипломная работа: Разработать технологический процесс обработки детали "Вал" в условиях среднесерийного производстваДипломная работа: Разработать технологический процесс обработки детали "Вал" в условиях среднесерийного производстваКурсовое проектирование по Технологии машиностроения Тема: Разработать технологический процесс обработки детали «Вал» в условиях среднесерийного производства Введение В ходе выполнения курсового проекта была изучена конструкция и служебное назначение детали «Вал», проведён анализ технологичности детали. Выбран материал для изготовления данной детали, а так же способ получения заготовки - штамповка, проведен расчет себестоимости заготовки и выбран наиболее экономичный. Разработан технологический маршрут механической обработки. Согласно маршрута, выбрано оборудование и определены технологические базовые поверхности. Был произведен расчет припусков на самые точные по требованиям поверхности, а также режимов резания и норм времени. Спроектирован режущий инструмент – концевая фреза, а также мерительный инструмент – калибр-скоба для контроля вала. В данном курсовом проекте так же была выполнена управляющая программа на 035 Фрезерную операцию. Выполнены чертежи (детали, заготовки), мерительного и режущего инструментов, а также полный комплект технологических документов – маршрутная карта, операционные карты и операционные эскизы. 1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 1.1 Описание конструкции и назначение детали Деталь “Вал” (рис. 1) является основной деталью машин. Вал— это деталь машин, предназначенная для передачи крутящего момента и восприятия действующих сил со стороны расположенных на нём деталей и опор. Деталь «Вал» относится к группе тел вращения с габаритными размерами Ø82х685мм.Вал состоит из четырёх ступеней. Первая ступень Ø70h9 длинной 118мм.С двух сторон сняты фаски 2х45°. На второй ступени нарезана резьба М80х1,25 – 6Н. На третьей ступени Ø82 выполнен шпоночный паз, просверлено два глухих отверстия и нарезана резьба М10х1,25 – 6Н. Четвертая ступень Ø70h7 с фаской 1х45°. Так же на этой ступени производится контроль на биение относительно оси. На пятой ступени Ø60h9 выполнен шпоночный паз, и сняты две фаски по бокам ступени 2,5х45°.Между ступенями проточены канавки шириной 5 мм. С торцов вал имеет центровочные отверстия по ГОСТу 14034-74. На торце первой ступени просверлены два глухих отверстия и нарезана резьба М12х1,5 – 6Н. Поверхности первой и четвёртой ступени шлифуются.
Рисунок 1. Вал 1.2 Технологичность конструкции В результате анализа чертежа было определено, что чертеж содержит все необходимые сведения о точности размеров, качестве обрабатываемых поверхностей и взаимного расположения поверхностей, а именно: -допуск торцевого биения торца фланца относительно базы Д, находящейся на оси детали, 30 мкм. -допуск радиального биения цилиндрической поверхности Ø70Н7относительно базы Д, находящейся на оси детали, 30 мкм. Наиболее точными размерами являются: - диаметр торцевой ступени 70 мм, выполненный по 7 квалитету точности с шероховатостью Ra=0,8. - диаметр ступени хвостовика 70мм, выполненный по 7 квалитету точности, с шероховатостью Ra=0,8. С точки зрения механической обработки деталь имеет следующие элементы нетехнологичности: 2 глухих резьбовых отверстия М10x1,25-6Н и 2 глухих резьбовых отверстия на торевой части вала М12х1,5-6Н, так как проконтролировать глубину отверстий затруднительно, и имеются препятствия для выхода стружки. Также использование специальных приспособлений увеличивает стоимость и трудоёмкость изготовления детали, так как требуется спроектировать и изготовить приспособления. В остальном деталь достаточно технологична: выполнения поверхностей обеспечивает удобный подвод стандартного инструмента, удобство визуального наблюдения за процессом резания, отвод стружки. Деталь “Вал” имеет хорошие базовые поверхности, имеется возможность обработки поверхностей на проход. При механической обработке детали имеется возможность применения принципа постоянства и совмещения установочных баз. Возможно применение высокотехнологичных методов обработки, а именно обработка твердосплавными резцами. 1.3. Физические, механические свойства и химический состав материала детали Для изготовления детали “Вал” применяется конструкционная углеродистая качественная сталь 45 ГОСТ 1055-88. Таблица №1 Химический состав Стали 45 ГОСТ 1050-88.
Таблица №2 Механические свойства Стали 45 ГОСТ 1050-88.
Сталь 45 – конструкционная углеродистая(0,45-0,5%) качественная; содержащая примеси кремния(0,17-0,37), никеля(не более 0,3%),меди(не более 0,3%),хрома (не более 0,25%), азота(не более 0,08), серы(не более 0,04%) и фосфора (не более 0,035%). Повышенная прочность стали 45 достигается с помощью различных приемов термической обработки. Например, к стали 45 применяют двойную термообработку с высоко температурным отпуском, в результате чего обеспечивается ее стойкость к водородному растеканию. Еще одним методом повышения прочности стали 45, считается азотирование поверхностного слоя, то есть легирование стали 45 азотом. Наиболее распространенным способом легирования стали 45 считается азотирование ионами газового разряда. Преимущество ионного азотирования стали 45 в металлургии состоит в том что, полное протекание процесса азотирования, представляющее собой крайне трудоемкую технологию, при использовании данного метода достигается оптимальное соотношение времени и затраченных средств. Кроме того, в металлургии известны и комбинированные методы, для достижения необходимых технологических свойств и требуемого качества изделий из стали 45. Область применения Стали 45 ГОСТ 1050-88 : вал - шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность. Как правило, их применяют для изготовления малоответственного режущего инструмента, работающего при малых скоростях резания и не подвергаемого разогреву во время эксплуатации. Углеродистые стали относятся к сталям неглубокой прокаливаемости, не теплостойким. Малая устойчивость переохлажденного аустенита углеродистых сталей обуславливает их низкую прокаливаемость. Низкая устойчивость аустенита определяет основные достоинства и недостатки таких сталей. 1.4 Выбор метода получения заготовки и его экономические обоснования Учитывая форму и размеры детали «Вал», эксплуатационные условия работы, марку материала (Сталь 45), а также тип производства среднесерийный возможно получение заготовки двумя способами — штамповка и пруток. При выборе вида заготовки учитываются не только эксплуатационные условия работы детали, ее размеры и форму, но и экономичность ее производства. Способ получения заготовки должен быть наиболее экономичным при заданном объеме выпуска деталей – 1200 штук. Вид заготовки будет оказывать значительное влияние на характер технологического процесса, трудоемкость и экономичность ее обработки. Основным критерием выбора заготовки будет являться коэффициент использования материала. Первый способ – горячая объёмная штамповка. Горячая объёмная штамповка – это вид обработки материалов давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента – штампа. Течение металла ограничивается поверхностями плоскостей, изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую плоскость (ручей) по конфигурации поковки. Штамповка имеет ряд преимуществ. Горячей объёмной штамповкой можно получать без напусков поковки сложной конфигурации, которые другим способом изготовить без напусков нельзя, при этом допуски на штамповочную поковку минимальны. В следствии этого значительно сокращается объём последующей механической обработки, штамповочные поковки обрабатывают только в местах сопряжения с другими деталями, и эта обработка может сводиться только к шлифованию. Производительность штамповки значительно выше – составляет десятки и сотни штамповок в час. Размеры заготовки «вал», полученной горячей штамповкой, максимально приближены к размерам готовой детали, вследствие чего за счёт сокращения механической обработки снижается стоимость готового изделия. Второй способ – пруток. Стальные прутки широко используются в машиностроительной промышленности для изготовления различного рода деталей. Стальные прутки могут иметь стандартные диаметры: 12.0, 20.0, 28.0, 30.0, 42.0, 45.0, 50.0, 65.0 немеренной длины. Также стальные прутки могут иметь кратную длину и изготавливаться в нагартованном состоянии. Как правило, основные свойства стальных прутков определяют на особых продольных образцах, которые вырезают из специальных термически обработанных контрольных заготовок. Стальные прутки квадратные соответствуют всем требованиям ГОСТ 2591-88. К недостаткам получения заготовки из прутка относится: · большой расход металла; · большие припуски на механическую обработку (примерно 15 – 25 % от массы заготовки превращается в стружку) Расчет стоимости заготовки, прутка.
Затраты на материал определяются по массе проката, требующегося на изготовление детали, и массе сдаваемой стружки. При этом необходимо учитывать стандартную длину прутков и отходы в результате некратности длины заготовок стандартной длине прутков.
Стоимость некоторых металлов и заготовительные цены на стружку черных и цветных металлов приводятся в табл. 2.6 и 2.7. (смотреть в интернете http://metallopt.ru e-mail: pmk@metallopt.ru.Цены от 07.10.10) Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.