 |
|
МЕНЮ
|
Дипломная работа: Расчет и проектирование дискового долбяка и участка инструментального цехаа) Расчет припусков на обработку наружного диаметра Æ143,989±0,1мм. 1. Заготовка - штамповка: Rz = 160; Т =200 мкм; d = 4000 мкм; 17 кв. 2. Точение: Rz = 30; Т = 30 мкм; d = 1000 мкм; 14 кв. 3. Шлифование: Rz = 10; Т = 20 мкм; d = 250 мкм; 11 кв.
где ρкор=∆к∙D (2.6)
ρсм=∆к∙l (2.7)
Остаточное пространственное отклонение для токарной обработки: точение:
шлифование:
Значение припусков:
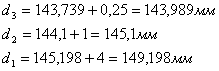
Минимальный предельный размер:
d2= dокон+2Zmin2; (2.11)
d1= d2+2Zmin1; (2.12)
Максимальный диаметр: dmax i= dmin i+δ; (2.13)
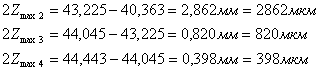
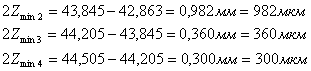
Предельные значения припусков:
Проверка:
Все расчеты сведены в таблицу 2.3 Принимаем диаметр 150 мм. б) Расчет припусков на размер Æ44,443+0,008 мм. 1. Заготовка - штамповка: Rz = 160; Т = 200 мкм; d = 2500 мкм; 17 кв. 2. Точение: Rz = 30; Т = 30 мкм; d = 620 мкм; 14 кв. 3. Шлифование (предварительное): Rz = 10; Т = 20 мкм; d = 160 мкм; 11 кв. 4. Шлифование (окончательное): Rz = 5; Т = 15 мкм; d = 62 мкм; 9 кв.
Где ρкор=∆к∙d (2.18)
ρсм=∆к∙l (2.19)
Остаточное пространственное отклонение: точение:
шлифование (предварительное):
шлифование (окончательное):
Значение припусков:
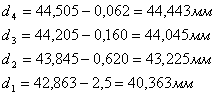
Минимальный предельный размер:
d3= dокон+2Zmin2; (2.24)
d2= d3+2Zmin1; (2.25)
d1= d2+2Zmin2; (2.26)
Минимальный диаметр: dmin i= dmax i-δ; (2.27)
Предельные значения припусков:
Проверка:
Все расчеты сведены в таблицу 2.4. Принимаем диаметр 40 мм. На длину назначаем припуск табличным методом: подрезание торцов: по 1,2мм на сторону, т.е.2Zmin=2,4мм; шлифование торцов: по 0,3мм на сторону, т.е.2Zmin=0,6мм. Следовательно, 2Zmin=3мм, тогда Lзаг=29мм. Принимаем длину заготовки Lзаг=30мм. Таблица 2.3 - Расчет припусков и придельных размеров на обработку поверхности Æ139,452±0,1мм
Таблица 2.4 - Расчет припусков и придельных размеров на размер Æ44,443+0,008 мм
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.