 |
|
МЕНЮ
|
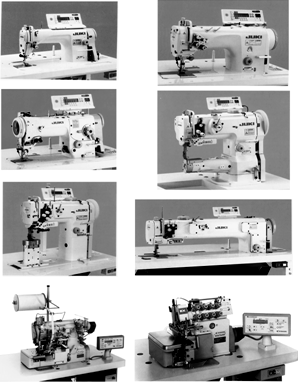
Дипломная работа: Промышленные швейные машиныВажный вопрос – стабильное транспортирование полуфабриката под иглой. Сегодня швейникам для переработки предлагается огромная номенклатура текстильных материалов. У них различные показатели жёсткости, растяжимости, поверхностного сцепления. Различные толщины. Стандартный узел перемещения материала: нижняя рейка – лапка часто не удовлетворяет потребителя, так как не обеспечивает нужного качества строчки, даёт увеличенную посадку и стягивание. Созданы более десятка различных конструкций устройств для продвижения ткани: с иглой, отклоняющейся вдоль линии строчки; дифференциальный двигатель; с верхней подающей рейкой и др. Все они улучшают и стабилизируют процесс подачи, так как компьютерное исследование и рекомендации на его основе привели к выбору оптимальных из применяемых механизмов. Некоторые фирмы в своих машинах применяют механизм транспортирования, в котором производится изменение угла наклона транспортирующей рейки относительно направления перемещения полуфабриката. В систему транспортирования вводится тянущий ролик (пуллер), который устанавливается непосредственно за нажимной лапкой. Пуллер имеет два шаговых привода – вращения и вертикального перемещения. Вращение ролика программируется согласно с установленной на машине длиной стежка и обязательно строго синхронизируется с работой зубчатой рейки двигателя ткани. Вертикальные перемещения ролика обеспечивают управляемое давление его на транспортируемый материал. Ролик можно поднимать и фиксировать без контакта с материалом для перехода через поперечные швы, для поворота материала вокруг иглы. Стабильность транспортировки полуфабриката обеспечивается и с помощью системы, управляющей давлением нажимной лапки на материал в зависимости от скорости работы машины. Исключается эффект зависания лапки над материалом на больших скоростях, а качественная строчка может быть получена при любой скорости работы машины (система «SRP» фирмы «Pfaff»). Решая задачу качественной транспортировки полуфабриката под иглой, фирма «Juki» в некоторых из своих машин (LU-1508NH, LU-1509NH) применила новый механизм, обеспечивающий движение рейки двигателя ткани не по традиционной эллипсовидной кривой, а по почти идеальной для рабочего процесса траектории в виде прямоугольника (см. рис. 4.8а). Рейка механизма двигателя ткани поднимается вертикально вверх из своего нижнего нерабочего положения и выходит на контакт с полуфабрикатом над игольной пластиной. Затем она движется вперёд по направлению подачи, причём плоскость вершин зубьев остаётся параллельной плоскости игольной пластины. Закончив перемещение, рейка опускается вертикально вниз, а затем под игольной пластиной возвращается в своё первоначальное положение. Конечно, механизм более сложен, но даёт чёткое продвижение. Особенностью многих машин стал дифференциальный двигатель ткани, что позволяет на труднотранспортируемых тканях получать ровные швы без искривления и волн или соединять «в стык» различные по плотности материалы, также обеспечивая ровноту строчки. Конструкторы добились, что подобные механизмы стали вписываться даже в машины, которые имеют узкую рукавную платформу (машины серии 35800 совместной разработки «Juki» и «Union Special»). Другие механизмы также подверглись совершенствованию, например, механизмы обрезки ниток. Современные механизмы обеспечивают длину обрезанных концов ниток до толщины игольной пластины. Это стало возможным в связи с тем, что механизм выдвигается в рабочую зону только в момент обрезки. Игольная нитка хорошо удерживается в игле и не выскакивает при последующем цикле работы. Все машины стали снабжаться панелью управления с большим дисплеем, где даётся информация, легко понимаемая и программируемая по символам, отображающая процесс шитья в режиме реального времени. Технологические инструкции всё время высвечены, и проблемы при шитье определяются в момент их возникновения. Можно привести ещё несколько примеров технического совершенствования оборудования: - у плоскошовных машин часто используется верхний двигатель ткани и специальная плавающая нажимная лапка; - у плоскошовных машин – учащённая строчка в конце её выполнения (используется как закрепка); - при соединении трикотажных полотен применяется устройство для расправления скрученных срезов; - система активного контроля натяжения ниток в процессе петлеобразования; - при окантовке срезов обрезка краёв тканей производится непосредственно перед окантовкой; - при краеобмётке в конце строчки производится заделка цепочки ниток в шов; - в конструкцию машины вводятся пневматические устройства для заправки ниток; - в пуговичных машинах цепного стежка в конце цикла завязывается узелок, что делает строчку нераспускаемой; - во многих машинах выдаётся информация для работающего об оставшейся на шпульке нитке; - производится регулирование усилия прорубания материала в петельных полуавтоматах; - петли различной длины делаются без смены прорубающего ножа (нож срабатывает несколько раз по длине участка). Всё перечисленное серьёзно способствует улучшению качества выполняемых швейных операций. 4. Швейные машины для выполнения операций группы Iб На базе описанных выше технических решений проектировщики разработали и фирмы серийно выпускают оборудование с широкими технологическими возможностями, в частности для выполнения строчек с закрепками. Комбинация автоматизированного привода и машин, конструкция которых описана в разделе 2, позволяет осуществлять в нужный момент останов, подъём лапки и обрезку ниток. Область применения в этом случае существенно больше, практически полностью охватываются операции, составляющие I и II группы по нашей классификации. На рисунке 13 приведён для сравнения вид нескольких типов автоматизированных машин: одноигольной и двухигольной челночной, челночной зигзаг-машины, одноигольной машины с цилиндрической платформой, двухигольной машины с колонковой платформой, машины с большим вылетом рукава, краеобмёточной, плоскошовной.
Рис. 13. Швейные машины с автоматическим приводом Создаются и новые конструкции, вбирающие в себя весь комплекс последних исследовательских достижений. В качестве примера приведём последнюю серию машин фирмы «Juki» DDL-9000. Общий вид показан на рисунке 14. Прежде всего это новый дизайн, отличный от всех прошлых. Удлинённый рукав: от колонки до оси иглы 300 мм, вместо 260 у более ранних конструкций. Трубчатая часть рукава имеет скос спереди вниз, открывая широкий обзор на рабочую зону платформы. Самая низкая часть рукава (район нижней втулки игловодителя) на 10 мм выше, чем у машин аналогичного назначения прежних серий и чем у машин аналогов других фирм. Оператору гораздо удобнее перемещать полуфабрикат в такой длиннорукавной швейной головке. Размеры платформы 517 178 мм.
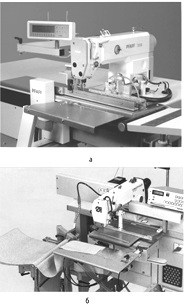
Рис. 14. Последняя разработка фирмы «Juki» (2008 г.) Несмотря на увеличенные размеры рукава, вибрация корпуса и шум работы механизмов сохранились на прежнем низком уровне. Произошло это в связи с хорошей балансировкой всех подвижных элементов машины. А потому рабочий режим машины 3500÷5000 оборотов в минуту в зависимости от характеристик обрабатываемого материала. Этот режим работы обеспечивает прямой привод на базе компактного сервомотора типа АС, смонтированного непосредственно в головке. Система обеспечивает отличную приемистость при жёстком старт-стопном режиме: плавный и быстрый набор скорости, чёткий останов при малом выбеге. В приводе не используется ни клиновый ремень, ни какой бы то ни было другой ремень, и потому продукты износа передачи не могут попасть в механизмы машины. Далее. Шьющая головка сконструирована в двух вариантах. D-тип – сухой вариант, S-тип – с минимальной смазкой. В сухом варианте нет необходимости следить за уровнем масла в картере машины, доливать масло при расходе и заменять его после достижения определённого срока службы, следить за возможностью подтекания и устранять выявившиеся недостатки. А главное это то, что при отсутствии масла в системе никогда не будет загрязнено изделие, которое шьётся, продуктами износа. В варианте S (полусухом) имеется небольшая ёмкость для масла, откуда оно дозированно, в необходимых количествах, подаётся для смазки игловодителя и челночного устройства. Это полностью герметичная система, не допускающая утечек масла. Качество, необходимое при высокой скорости работы машины. В условном обозначении машин серии DDL-9000 буквы D и S, следующие за цифрами, указывают на использованную систему смазки. Машины новой серии могут применяться для шитья лёгких и средних материалов (условное обозначение S), для шитья тяжёлых материалов (H) и для шитья очень лёгких материалов (F). Натяжение ниток в машине невелико и легко регулируется. Давление лапки на материал осуществляется пружиной с усилием всего в 500 г, но лёгкая лапка не прыгает, предотвращая проскальзывание материала, образование складок и неравномерную подачу. Длина стежка – до 5 мм, в очень лёгком варианте до 4 мм. Подъём нажимной лапки – 5,5 мм рукой, коленом 15 мм. Применяемые иглы от № 65 до № 160. Общий вес машины 84,5 кг. Система управления машиной включает в себя: управляющий блок и контрольную панель для визуального наблюдения. Система обеспечивает выполнение в автоматическом режиме таких функций, как останов шитья с иглой вверху или внизу, обрезку ниток, выполнение закрепок, выполнение строчки по заданному числу стежков и др. Обязательным элементом машины является «выключатель безопасности». Контакты этого выключателя последовательно включены в цепь электроснабжения машины. При замкнутых контактах машина готова к работе, а такое положение возможно только в том случае, если шьющая головка чётко установлена в вырезе крышки стола. Когда головка откинута, например, чистка, осмотр или для профилактических и ремонтных работ, контакты выключателя разомкнутся, и любой, даже случайный, пуск машины невозможен. Устройство для намотки ниток на шпулю встроено в рукав. Удобно. По отдельному заказу машина может быть снабжена ещё рядом дополнительных устройств, например, указателем остатка нитки на шпуле, датчиком, реагирующим на край сшиваемого материала, кнопкой включения обратной подачи (а не рычагом) и др. Основной вариант исполнения машины – одноигольная с нижней подающей рейкой. Однако на этой базе появились и другие модификации, например, беспосадочная машина, осуществляющая продвижение заготовки нижней зубчатой рейкой и отклоняющейся вдоль строчки иглой (вариант DDL-9010). «Juki» позиционирует машину DDL-9000 как «лидера XXI века». На наш взгляд, другие фирмы («Pfaff», «Durkopp») совсем не уступают. 5. Оборудование для выполнения операций типа I и II в автоматическом режиме В системе машин, которые применяются в процессах ниточной сборки предметов одежды из деталей кроя, особое место занимают швейные полуавтоматы. Этот вид оборудования характеризуется тем, что рабочий процесс (выполнение стежка) и рабочие перемещения (выполнение строчки) осуществляется автоматически, а установка заготовок и их съём – вручную или с осуществлением отдельных средств механизации. Использование полуавтоматов позволяет получать строчку высокого качества независимо от её кривизны, переломов, возвратов и квалификации работающего, то есть без всяких отклонений от заданного модельером контура (точность). При этом, что первая строчка, что сотая будут одинаковыми (стабильность). Влияние рабочего на выполнение операции сводится к минимуму, практически нужна только аккуратная установка заготовок на рабочую позицию. Производительность труда возрастает в несколько раз по сравнению с трудом на машине неавтоматического действия. Однако все эти технические преимущества перекрываются одним недостатком – высокой ценой этого оборудования. Правда, использование полуавтоматов в массовом производстве позволяет влияние указанного фактора существенно уменьшить. Сегодня, когда рынок, мода диктует быструю смену моделей, большие партии швейных изделий редки, а потому практическое применение машин полуавтоматического действия невелико. Казалось, вопрос решён. И решён не в пользу полуавтоматов. Однако ряд фирм продолжают конструкторский поиск, и что он не безуспешен, показала очередная выставка IMB. Пути, по которому идут эти фирмы, следующие. Во-первых, выделение типовых узлов в одежде, где может быть экономически выгодно использована такая техника. Это позволяет применить полуавтомат при выпуске однородных изделий, а общую их партию увеличить. Во-вторых, решается проблема быстрой переналадки полуавтомата на иной контур, на иную форму, на другой пакет, иную схему распределения слоев в пакете. Расширяются возможности, увеличивается количество обрабатываемых моделей, появляется гибкость. В-третьих, переход на новую элементную базу в системах управления позволяет упростить всю конструкцию и несколько снизить стоимость машины. В-четвёртых, ясно просматривается подход решать вопрос комплексно, то есть создавать группу полуавтоматов для автоматизации выполнения сборочных операций для какого-либо конкретного изделия. В-пятых, уделяется большое внимание надёжности функционирования техники, например, введение элементов, следящих за окончанием нитки на шпуле или отключающих прорезные ножи, в случае какого-либо сбоя, чтобы не испортить заготовки. Напомним, что операции, отнесённые нами к I и II группам, это процессы, связанные с прямыми и слабоискривлёнными строчками. Посмотрим, что предлагается для их автоматизации. Представителем такой техники является полуавтомат для выполнения вытачек. Вытачки как элементы одежды необходимы для создания необходимого объёма формы одежды в области груди, по линии талии, по спине. По конструкции эти вытачки бывают неразрезные и разрезные. В числовом выражении вытачка определяется двумя параметрами: длиной и глубиной. Но, главное, характеризуется строчкой: прямая или слабоискривлённая, выходящая в начале и конце на край полуфабриката. Строчка может быть как челночной, так и цепной, естественно, двухниточной. Для первого случая это может быть класс 3586-2/02 «Pfaff» (рис. 15а), для второго – 743-221 «Durkopр/Adler» (рис. 15б). Заготовки (полочки пиджака или половинки брюк) размещаются в зоне загрузки на шаблоне с огибанием его края. Точное позиционирование осуществляется по лазерным световым отметкам. После такого базирования полуфабрикат с помощью подающего стола направляется в рабочую зону шьющей головки, где вытачка стачивается с одновременным его разрезанием. Последний элемент операции может и не выполняться (неразрезная вытачка на брюках). Подача заготовок и само стачивание происходят с перекрытием во времени, благодаря чему вырастает производительность. Строчка в начале и конце закрепляется путём учащения стежков, после окончания цикла нитки обрезаются, а заготовка укладывается в пачку. Длина стежка варьируется от 0,5 до 3,0 мм. На этом же полуавтомате можно выполнять и другие операции подобного типа: стачивание частей подворотников, стачивание подбортов, застрачивание складок. Но опять повторим: экономика применения должна быть тщательно продумана и просчитана. В одежде (любой – мужской, женской, детской) всегда имеются карманы. Они имеют утилитарное и декоративное назначение, а потому качество их исполнения – на виду. Аккуратный прорезной в рамку, с клапаном, с листочкой, накладной – могут украсить одежду, а искривлённые, небрежно обработанные – свести на нет все предыдущие усилия в изготовлении.
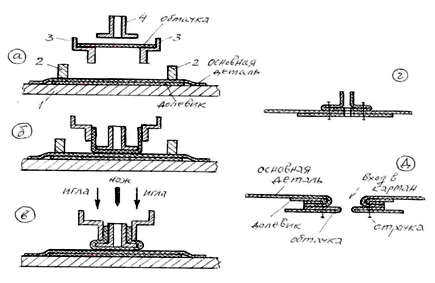
Рис. 15. Полуавтоматы для изготовления вытачек Ясно, что конструкторская мысль давно была направлена на создание техники, обеспечивающей качественную обработку карманов независимо от квалификации работающего, тем более, что обработка карманов, как накладных, так и прорезных весьма трудоёмка. При изготовлении прорезных карманов в рамку необходимо проложить две параллельные строчки с закреплением их в начале и в конце и разрезать полуфабрикат между строчками. При этом нужно иметь в виду, что обе строчки находятся в середине детали, где будет находиться карман. На край заготовки они не выходят, а это предъявляет особые требования к механизмам, их выполняющим. Многие фирмы преодолели эти трудности и создали производительные и надёжные полуавтоматы: «Juki» – серия APW 194 N; «Durkopp/Adler» – 745 кл в нескольких модификациях; «Global» – серия PW 2045; «New-tech» – серия 2000; «AMF-Reece» – модель LW – 6000 (в различных вариантах); «A-S-S» – серия BASS 3500 и др. Технология изготовления прорезных карманов в рамку, заложенная в основу действия полуавтомата, отличается от таковой же, но при ручной работе. Проиллюстрируем её схемой (рис. 16).
Рис. 16 Технологическая схема изготовления прорезного кармана На сборку (изготовление рамки кармана) поступают три детали: основная (это может быть полочка пиджака, половинка брюк и т.д.), долевик и обтачка. Последняя по ширине выглядит как две обтачки при ручном исполнении. На платформу 1 полуавтомата (рис. 16а) укладывается долевик, а поверх его основная деталь лицом вверх. Укладка производится по упорам, которые установлены на платформе, и световым отметкам, оставляемым лазерными излучателями. Отметки эти выглядят как прямые линии и перекрестья. Зажимами 2 долевик и основная деталь фиксируются на платформе. Если укладка произведена с отклонениями (на взгляд оператора), то её можно повторить, исправив неудачное размещение. Для лучшей ориентации в процессе укладки на основную деталь (полочку, половинку брюк) наносятся меловые линии, отмечающие место расположения кармана. На шаблоны 3 укладывается обтачка лицом вниз. Пуансон 4 опускается сверху на обтачку, проминает её между шаблонами 3 и прижимает к уложенным на платформе основной детали и долевику (рис. 16б). Шаблоны 3 сдвигаются и окончательно формируют обтачку, которая теперь выглядит в виде перевёрнутой буквы «Т» (рис. 16в). В таком виде весь пакет поступает в зону шитья, где прокладываются одновременно две параллельные строчки, состоящие из двухниточных челночных стежков. Одновременно со стачиванием происходит разрезание входа в карман, для чего предусмотрен нож, располагающийся между иглами. Для выполнения этого рабочего процесса в платформе 1, шаблоне 3 и пуансоне 4 имеются пазы. На схеме для упрощения они не показаны. Нож разрезает обтачку, основную ткань и долевик, причём он включается в работу, когда будет образовано 8 ÷ 10 мм строчек от начала шитья, а отключается, не доходя те же 8 ÷ 10 мм до окончания строчек. В начале и конце строчек производится закрепка. Сшитый пакет выглядит, как показано на рисунке 16г. После окончания шитья разрезание пакета завершается надсечкой уголков в концах разреза для удобства вывёртывания. Ножи, высекающие уголки, совмещены с узлом, обеспечивающим вывёртывание. При обратном холостом ходе ножей этот механизм проводит обтачку через разрез входа в карман вниз на изнаночную сторону основной детали, и рамка кармана теперь выглядит так, как показано на рисунке 16д. Рабочий цикл изготовления рамки прорезного кармана заканчивается удалением из рабочей зоны основной детали с помощью укладчика. Остаётся только окончательно расправить рамку, приутюжить и закрепить её в концах. Но это уже другое оборудование. Общий вид одной из моделей полуавтомата для изготовления прорезных карманов приведён на рисун- ке 17. В дальнейшем технологическим процессом предусматривается прикрепление подкладки кармана к краям обтачки и соединение её боковых срезов. Таким образом, изготовление кармана завершается. Подобным образом изготавливаются и карманы с клапаном. Готовый клапан укладывается поверх сформированной обтачки лицевой частью вниз. Присоединяется клапан к карману одной из тех же строчек одновременно с изготовлением рамки. Производительность труда увеличивается более чем в три раза по сравнению с этим же показателем при ручной технологии и использованием универсальных машин. Это достигается за счёт совмещения во времени вспомогательных приёмов с машинным циклом работы полуавтомата. На рассматриваемом оборудовании в автоматическом режиме выполняется соединение двумя параллельными строчками цельнокроеной обтачки, долевика, клапана и полочки, разрезается вход в карман, надсекаются уголки, обеспечивается останов с иглами в заданном положении, обрезка ниток, выведение изделия из зоны обработки и укладывание его в пачку. На полуавтомате можно выполнить: прямую рамку кармана без клапана, прямую рамку кармана с клапаном, наклонную рамку с клапаном и без него, карман с листочкой. В случае изготовления наклонных карманов строчки соединения сдвинуты относительно друг друга, в связи с чем необходимо обеспечить разновременное включение в работу шьющих механизмов. С этой целью в полуавтомате применяется швейная головка с отключающимися игловодителями.
Рис. 17. Полуавтомат для изготовления прорезного кармана Страницы: 1, 2, 3, 4, 5, 6, 7, 8 |


Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.