 |
|
МЕНЮ
|
Дипломная работа: Проектирование цеха для производства стекловолокнаДипломная работа: Проектирование цеха для производства стекловолокнаСодержание Введение 1. Социально-экономический раздел 1.1 Предисловие 1.2 Классификация стеклянных волокон по видам изделий 2. Конструкторский раздел 2.1 Обзор литературы по безынерционным механизмы раскладки с круговым движением нитеводителя 2.2 Получение стеклянных нитей 2.3 Определение основных размеров нитеводительной пластины 2.4 Профилирование корректирующего кулачка 2.5 Выводы 3. Технологический раздел 3.1 Введение 3.2 Назначение детали и технические требования 3.3 Анализ технологичности детали 3.4 Обоснование и выбор заготовки 3.5 Разработка технологического процесса и выбор припуска 3.6 Расчет режимов резания и норм времени 3.7 Расчет сил зажима заготовки 3.8 Описание приспособления 4. Экономический раздел 4.1 Расчет экономической эффективности внедрения механизма раскладки с круговым движением нитеводителя 4.1.1 Исходная информация для расчета 4.1.2 Расчет исходных натуральных показателей 4.1.3 Расчет капитальных затрат 4.1.4 Расчет себестоимости годового выпуска продукции по изменяющимся статьям затрат 4.1.5 Расчет приведенных затрат и годового экономического эффекта 4.1.6 Сводные технико-экономические показатели 4.1.7 Выводы 4.2 Расчет себестоимости изделия 4.2.1 Исходная информация для расчета 4.2.2 Расчет исходных натуральных показателей 4.2.3 Расчет исходных ценностных показателей 4.2.4 Расчет сметы затрат на содержание и эксплуатацию 4.2.5 Расчет сметы цеховых расходов 4.2.6 Расчет цеховой себестоимости изделия 5. Безопасность жизнедеятельности 5.1 Введение 5.2 Анализ труда при эксплуатации технологического оборудования в производстве 5.3 Анализ противопожарного состояния производственного помещения 5.4 Анализ экологической обстановки в цехе для производства стекловолокна 5.5 Разработка мероприятий, направленных на обеспечение безопасных условий труда 5.6 Выводы Список литературы Введение Производство химических, минеральных нитей и нитей специального назначения относится к наиболее перспективным и быстро развивающимся отраслям химической и текстильной промышленности. Интенсивный рост производства стеклянных нитей является следствием их ценных, зачастую уникальных свойств, благодаря которым они находят широкое применение во многих народного хозяйства, расширяет сферу их использования и одновременно ставит задачи разработки новых технологических процессов и создания оборудования для их производства. Решение последней задачи идет как по пути модернизации существующих машин и аппаратов, изыскания резервов для повышения их производительности, так и по пути создания нового, высокопроизводительного оборудования. Важной практической задачей является разработка теории синтеза новых высокоскоростных приемно-намоточных устройств, способных осуществлять наматывание нити, движущейся с высокой скоростью, формировать устойчивые и равновесные паковки большой массы, иметь достаточную надежность и высокие технико-экономические и эксплуатационные показатели. Постановка такой задачи вызвана необходимостью оснащения современных машин для производства химических и минеральных нитей высокоскоростными, надежными и экономичными приемно-намоточными механизмами. В данной работе разработан высокоскоростной безынерционный механизм раскладки с круговым движением нитеводителя к установке для получения стеклянных нитей. Применение такого механизма позволит увеличить скорость наматывания, следовательно, и производительность агрегата, а также повысить качество формируемых паковок. 1. Социально-экономический раздел 1.1 Предисловие Способность стекломассы растягиваться в тонкие длинные волокна известна людям очень давно. Украшения из стеклянного волокна обнаружены при археологических раскопках древних захоронений (до нашей эры) в различных частях земного шара, в том числе и на территории нашей страны. В IX веке н.э. цветные стеклянные нити научились применять для декорирования сортовой стеклянной посуды (Италия). В России в середине XIX века из стеклянного волокна изготавливались различные украшения, но мода на них из-за ворсистости волокон была недолгой. Основы технологии непрерывного стеклянного волокна созданы в конце тридцатых годов работами лаборатории стеклянного волокна Государственного института стекла. Впоследствии ( в 1946г.) эта лаборатория была преобразована во Всероссийский научно-исследовательский институт стеклянного волокна (ВНИИСВ). В 1963г. он стал именоваться Всероссийским научно-исследовательским институтом стеклопластиков и стеклянного волокна (ВНИИСПВ); в лабораториях и опытных производствах этого института продолжается совершенствование технологии стеклянного волокна. Промышленное производство непрерывного стеклянного волокна впервые организовано в 1942г. на Гусевском заводе стеклянного волокна. Этот завод стал кузницей кадров новой, быстро развивающейся отрасли промышленности. Изделия на основе стеклянного волокна занимают важное место в обеспечении технического прогресса нашей страны. 1.2 Классификация стеклянных волокон по видам изделий Стеклянным называют химическое неорганическое волокно, изготовленное различными способами из расплавленного стекла. Стеклянное волокно обладает редким сочетанием свойств – высокой прочностью на изгиб, растяжение и сжатие, негорючестью, температуроустойчивостью, низкой гигроскопичностью, стойкостью к химическому и биологическому воздействию, сравнительно низкой плотностью. Из него изготавливают материалы с отличными электро-, тепло- и звукоизоляционными свойствами. Стеклянное волокно способно пропускать свет, обладает полупроводниковыми свойствами, прозрачно для радиоволн и поглощает рентгеновские и более коротковолновые лучи. На основе стекловолокнистых материалов изготавливают тысячи различных видов изделий, которые не только заменяют с высокой эффективностью традиционные материалы ( натуральные и искусственные волокна, лучшие марки стали и цветные металлы, строительные материалы и т.д.), но имеют самостоятельное значение и области применения. Изделия из стеклянного волокна Различают два вида стеклянных волокон: непрерывное, состоящее из упорядоченно расположенных одиночных волокон большой длины ( сотни и тысячи метров), и штапельное, состоящее из коротких отрезков ( до 50 см) одиночных волокон ( штапелек). По внешнему виду непрерывное стеклянное волокно напоминает натуральный шелк или нити из искусственных волокон, а штапельное – хлопок или шерсть. Из непрерывного волокна получают однонаправленные волокна, тканые материалы, нетканые материалы, и волоконные световоды. Однонаправленное стеклянное волокно представляет собой короткие пряди волокон или нитей, срезанных с бобин. Длина однонаправленного волокна зависит от периметра бобины или барабана, на который оно наматывается. Однонаправленное волокно с бобин имеет диаметр 6…10мкм и длину до 0,8м; срезанные с барабана, – диаметр 12…25мкм и длину до 2,5м. Из более тонких волокон получают теплоизоляционные материалы, фильтры, а также наполнители для стеклопластиков, из утолщенных однонаправленных волокон – вату, маты, покрытые стеклотканью, прошивные и непрошивные полосы, сепараторные пластины. Области применения однонаправленных волокон, как, впрочем, и других изделий из стеклянного волокна, в значительной степени зависят от их химического состава. Тканые материалы получают в результате текстильной переработки стеклянного волокна: размотки нити с бобин с первичной круткой, трощения нитей и вторичной их крутки и ткачества. Таким способом получают ткани, сетки, ленты, колпаки и другие текстильные изделия. На ткацких станках можно перерабатывать некрученые нити в комбинации с кручеными и без них ( жгутовые ткани). Для обработки проводов, прошивки холстов применяют крученые нити. Стеклянное волокно для текстильной переработки должно иметь диаметр 3…14мкм. Волокна большего диаметра характеризуются пониженной прочностью на изгиб и чаще ломаются при текстильной переработке, что затрудняет обслуживание оборудования и снижает качество текстильных материалов. К нетканым материалам из непрерывного стеклянного волокна относят жгуты, холсты из рубленых и непрерывных нитей, ленты из склеенных нитей, стекловолокнистые анизотропные материалы. Жгут представляет собой прядь, состоящую из большого стеклянных нитей. Холсты – рулонные нетканые материалы. В жестких холстах хаотически расположенные нити или обрезки нитей скреплены смолами, в мягких холстах – механической прошивкой. При упорядоченной намотке или протяжке нитей или жгутов с одновременным нанесением связующего матариала получают анизотропные материалы, свойства которых различны в разных направлениях. Эти материалы могут быть как рулонными – при непрерывном способе производства, так и листовыми – при периодическом. Стеклянные волокна, используемые для нетканых материалов, имеют диаметр до 20мкм. Волоконные световоды, изготовленные из оптических волокон, обладают свойством передавать световую энергию. Светопроводящие непрерывные волокна имеют наружную оболочку с низким коэффициентом преломления и световедущую жилу с более высоким показателем преломления. Прохождение света по стеклянному волокну происходит при полном внутреннем отражении, что обеспечивает прохождение света по жиле с набольшими потерями. Пучок оптических волокон называется световодом для передачи изображения, если торцы плотно уложенных волокон на обоих концах световода строго идентичны. Если же световоды предназначены только для передачи света, достаточно плотно уложить волокна на торцах, и нет необходимости в регулярной и одинаковой их укладке на торцах световода. Изделия из штапельного стеклянного волокна Из штапельного стеклянного волокна вырабатывают изделия, в которых используют волокна различного диаметра и длины ( длинноволокнистые и коротковолокнистые). В зависимости от диаметра различают следующие виды штапельного волокна:
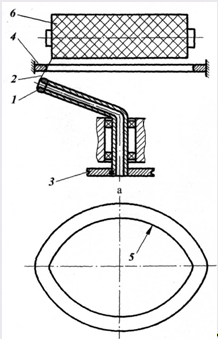
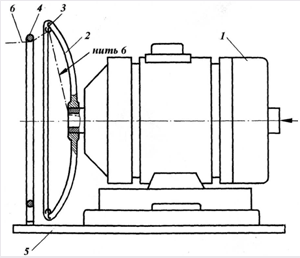
К изделия из коротковолокнистых штапельных волокон относят вату, рулонные материалы, маты, плиты и скорлупы. Все эти изделия состоят из хаотически перепутанных стеклянных волокон. Волокно, осажденное вместе с синтетическими материалами на конвейерной ленте, после обработки принимает вид непрерывного ковра толщиной 20…100мм, а на конвейере с фасонной лентой получаются различного вида скорлупы с профильной выемкой по оси. Рулонный материал представляет собой длинный кусок ковра, свернутый в рулон, маты и плиты – уплотненный ковер, разрезанный на прямоугольные пластины, гибкие маты – это неуплотненный ковер. Маты в ряде случаев простегиваются нитями из непрерывного стеклянного волокна, при этом толщина их может быть уменьшена до 5мм; плиты покрывают с одной или обеих сторон стеклянной тканью. К изделиям из длинноволокнистых штапельных волокон относят холсты, сепараторные пластины, бумагу. Эти материалы отличаются малой толщиной ( 0,5…1,5мм), они могут быть свёрнуты в рулоны или нарезаны на пластины. Для повышения механической прочности эти изделия могут быть армированы нитями из непрерывного стеклянного волокна. Из длинноволокнистых штапельных волокон получают ( так же как и из шерсти) штапельную крученую пряжу, ровницу, а при последующей текстильной переработке – штапельные ткани, сетки, ленты. Свойства изделий из штапельного стеклянного волокна в значительной степени зависят от диаметра волокна, состава стекла и вида связующего материала. 2. Конструкторский раздел 2.1 Обзор литературы по безынерционным механизмы раскладки с круговым движением нитеводителя Все существующие механизмы раскладки можно разделить на две большие группы – инерционные и безынерционные. В инерционных механизмах раскладки возвратно-поступательное движение совершают те или иные звенья механизма, в безынерционных – возвратно-поступательное движение совершает нить. Существуют конструкции комбинированных механизмов раскладки, в которых используют положительные качества инерционных и безынерционных механизмов и благодаря совместной работе устраняют их недостатки. Эти механизмы не нашли пока широкого применения. Из механизмов раскладки, нашедших широкое применение в производстве химических нитей, к инерционным относятся: механизмы раскладки с пространственными кулачками, механизмы раскладки с плоскими кулачками, гидравлические механизмы раскладки. К безынерционным относятся: кулачковые механизмы раскладки, спиральные механизмы раскладки, механизмы раскладки с гибкой связью, механизмы раскладки с круговым движением нитеводителя. Основным отличительным признаком механизмов раскладки данного вида является равномерное круговое движение нитеводителя при неподвижном положении плоского корректирующего кулачка раскладки. Создателем отечественных механизмов раскладки с круговым движением нитеводителя является коллектив кафедры проектирования машин для производства химических волокон и красильно-отделочного оборудования Московского государственного текстильного университета им. А.Н.Косыгина. До настоящего времени в текстильной промышленности Российской Федерации механизмы раскладки с круговым движением нитеводителя не применяются, хотя их преимущества по сравнению с другими инерционными и безынерционными механизмами очевидны. На рис. 1 изображена принципиальная схема механизма раскладки, в которой нитеводитель 1 в виде изогнутой трубки совершает вращательное движение. Наматываемая нить 2 движется по центральному отверстию этой трубки и раскладывается на поверхности тела намотки 6. Заданная форма и структура паковки должны обеспечиваться неподвижным плоским корректирующим кулачком раскладки 4, по рабочему профилю 5 которого скользит наматываемая нить. Существенным недостатком этой схемы является значительное отставание вращающегося баллона нити от глазка 1 нитеводителя из-за наличия сил трения между движущейся нитью и неподвижным кулачком раскладки. Это обстоятельство ведет к нарушению контакта нити с рабочим профилем кулачка на участках реверса и искажению заданной формы и структуры формируемой паковки. Кроме того, изогнутая нитеводительная трубка статически и динамически не сбалансирована. На рис. 2 приведена новая схема механизма раскладки с круговым движением нитеводителя. Статически и динамически уравновешенная ни-теводительная рамка 2 с нитеводительными крючками 3 жестко закреплена на конце полого вала асинхронного электродвигателя 1 обычного типа (ротор вращается, а статор - неподвижен) [11]. Наматываемая нить 6 движется по осевому отверстию вала электродвигателя 1, через глазок нитеводителя 3, профильное отверстие неподвижного кулачка раскладки 4 и наматывается на нитеноситель, который на рис. 2 не показан. Электродвигатель и кулачок раскладки 4 жестко закреплены на общей плите 5. Частоту вращения нитеводительной рамки 2 выбирают в зависимости от скорости наматывания, технологического угла раскладки нити на нитеносителе. Схема механизма раскладки с круговым движением нитеводительной втулки
а - привод к нитеводительной втулке; б - корректирующий кулачок. Рис. 1. Схема механизма раскладки с круговым движением нитеводителя
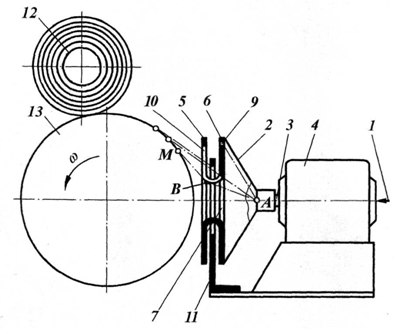
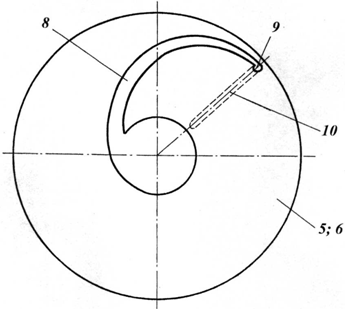
1 - электродвигатель; 2 - рамка нитеводительная; 3 - нитеводитель; 4 - кулачок корректирующий; 5 - плита; 6 - нить. Рис. 2. Недостатками данной конструкции являются: отставание вращающегося баллона раскладки от глазка нитеводителя; нарушение контакта нити с кулачком раскладки на участках реверса; ручная заправка нити в глазок нитеводителя 3. На рис. 3 изображена модернизированная схема приемно-намоточ-ного устройства, в котором механизм раскладки с круговым движением нитеводителя оснащен двумя нитеводительными дисками [12]. Устройство состоит из двух самостоятельных механизмов с индивидуальными электроприводами: механизма намотки и механизма раскладки нити. Механизм намотки состоит из фрикционного цилиндра 13, нитено-сителя 12 и электропривода к фрикционному цилиндру (электропривод к фрикционному цилиндру на рисунке 3 не показан). Механизм раскладки нити содержит комбинированный нитеводитель, состоящий из двух нитеводительных дисков 5 и 6, средство для его кругового вращения, включающее полый усеченный конус 2, жестко закрепленный меньшим основанием на полом валу 3 электродвигателя 4 обычного типа. Два жестко соединенных тарельчатых диска 5 и 6 установлены со-осно с конусом 2 и обращены основаниями друг к другу. Каждый диск имеет центральное отверстие 7 и сообщающийся с ними спиральный паз 8 (рис. 4). Диск 6 на конце спирального паза 8 имеет открытый глазок 9, а у диска 5 конец спирального паза 8 сообщается с радиальным пазом 10. Спиралевидные пазы 8 обеспечивают автоматическую заводку движущейся нити в глазок нитеводителя 9 диска бив радиальный паз 10 диска 5. Между нитеводительными дисками 5 и 6 расположен неподвижный плоский кулачок раскладки 11, имеющий центральное профильное отверстие (рис. 5). Введение второго нитеводительного диска 5 с радиальным пазом 10 устраняет отставание баллона нити от глазка нитеводителя 9 и нарушение контакта нити с профилем кулачка 11 на участках реверса. Схема механизма раскладки с автоматической заправкой нити в глазок нитеводителя
Нитеводительные диски со спиральными пазами
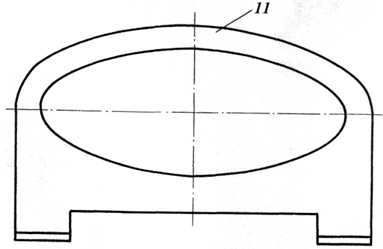
5 - нитеводительный диск с глазком 9; 6 - нитеводительный диск с радиальным пазом 10; 8 - спиралевидные пазы. Рис. 4. Схема корректирующего кулачка 11
Рис. 5. Нить 1, пневматически или с помощью шомпола проброшенная через осевое отверстие вала 3, центральное отверстие 7 дисков 5 и 6 и закрепленная на нитеносителе 12, вначале движется в устройстве по траектории АВМ до тех пор, пока не войдет в спиральные пазы 8 (см. рис. 4). Далее нить 1 скользит по рабочим профилям заправочных кулачков до входа в глазок 9 и радиальный паз 10. Глазок 9 и радиальный паз 10 обеспечивают нити 1 после заправки в глазок 9 и паз 10 определенное положение на рабочем профиле кулачка раскладки 11. Наличие двух нитеводительных дисков при работе приемно-намоточного устройства практически устраняет отставание баллона рас кладки от нитеводителей 9 и 10, а главное устраняет отрыв нити от рабочего профиля кулачка раскладки на участках реверса. Наличие двух электродвигателей обычного типа в приводах к фрикционному цилиндру и нитеводительным дискам делает конструкцию устройства сравнительно громоздкой, дорогой, энергоемкой, а ручная заправка нити на нитеноситель снижает КПВ приемно-намоточного устройства. Кроме того, раздельный привод ведет к образованию хорд на торцах при пуске и выбеге приемно-намоточных механизмов. На рис. 6 и 7 изображена схема механизма раскладки с устройством для автоматической заправки конца нити на нитеноситель [18]. Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9 |
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.