 |
|
МЕНЮ
|
Дипломная работа: Автоматизация процесса поперечной резки электротехнической стали
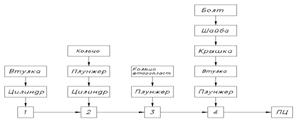
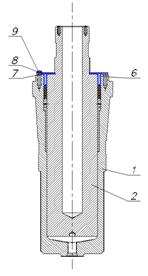
Рисунок 16 – Структурная схема сборки гидравлического цилиндра Описание технологического процесса сборки гидравлического цилиндра приведено в таблице 2. Таблица 2 - Описание технологического процесса сборки гидравлического цилиндра
4.5 Технологический процесс изготовления гильзы 4.5.1 Анализ технологичности конструкции детали Технологичность – соответствие требованиям экономичной технологии изготовления. Технологичной называется такая конструкция изделия, которая обеспечивает заданное эксплуатационное качество и позволяет изготавливать ее с наименьшими затратами труда и материалов. Гильза предназначена, как правило, для установки в него шпинделя. Поскольку наружная поверхность выполнена гладкой с проточками, то гильза является неперемещаемой в узле. Габаритные размеры детали: наружный диаметр 180 мм, внутренний диаметр 160мм, длина 410 мм. Масса детали составляет 1 килограмм. На наружной поверхности гильзы имеются проточки шириной 4, 6, 15 мм. И наружная, и внутренняя поверхности гильзы имеют фаски. Выбор способа получения заготовки установлен конструктором. В качестве заготовки используется горячекатаный бесшовный трубный прокат с наружным диаметром D=194мм и внутренним диаметром d=154мм (ГОСТ 8732-78). Заготовку изготавливают путем отрезки на ленточно-отрезном станке от проката. Точность горячекатаного проката ориентировочно соответствует 12-14 квалитету. 4.5.2 Выбор вида и метода получения заготовки. Определение припусков на обработку и размеров заготовки Припуском называют слой материала, который снимают с заготовки для получения готовой детали. Назначение рациональных припусков имеет важное технико-экономическое значение. Завышенный припуск при обработке резанием приводит к росту числа проходов и толщины снимаемой стружки, что соответственно вызывает увеличение усилий резания, увеличивает возможность возникновения значительных деформаций деталей процессе обработки и уменьшает точность их изготовления, повышает износ инструмента и перерасход электроэнергии. Заниженный припуск не позволяет удалять дефектный слой материала и получать требуемую точность и шероховатость обрабатываемых поверхностей. Важно не только правильно выбрать припуск, но и добиться постоянства его размеров. При определении припуска необходимо учитывать конфигурацию и размеры заготовки, назначенные методы обработки, характеристику выбранного оборудования и его фактическое состояние. Допускаемые отклонения величины припуска на обработку партии деталей определяются допуском на припуск, который представляет собой разность между наибольшим и наименьшим припуском. Слишком малые допуски усложняют обработку, слишком большие допуски увеличивают припуск на последующие операции. Допуск на общий припуск является одновременно и допуском на заготовку. Произведём расчёт для поверхности Æ180h6. Результаты вычислений приведем в виде таблицы (приложение А). Значения Rz и Т определяем по т. 4.3-4.6 [3]. Расчётный минимальный припуск на обработку:
Далее для конечного перехода в графу “Расчётный размер” записываем наименьший предельный размер детали по чертежу. Для перехода, предшествующего конечному, определяем расчётный размер прибавлением к наименьшему предельному размеру по чертежу расчётного припуска:
Записываем наименьшие предельные размеры по всем технологическим переходам, округляя их до того знака десятичной дроби, с каким дан допуск на размер для каждого перехода. Определяем наибольшие предельные размеры прибавлением допуска к округлённому наименьшему предельному размеру:
Записываем предельные
значения припусков
Расчет по указанным формулам сведен в таблицу 5. Определяем общие припуски, суммируя промежуточные припуски на обработку:
Рассчитываем общий номинальный припуск:
где Нз – нижнее отклонение размера заготовки. Из т.3, стр. 120 [1] Нз=0,4мм. Нд – нижнее отклонение размера диаметра. По чертежу Нд=0,025 мм.
Рассчитываем номинальный диаметр заготовки:
Произведём проверку правильности выполнения расчётов:
Аналогично и для остальных равенство выполняется. Приведём схему расположения припусков и допусков на обработку поверхности Æ140h6. Таблица 5 – Расчёт припусков поверхности Æ180h6:
4.5.3 Обоснование выбора технологических баз Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.